рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Высокие технологии
- /
- Вид работы: Лекции
- /
- Оборудование сварочного поста для ручной дуговой сварки покрытыми электродами
Реферат Курсовая Конспект
Оборудование сварочного поста для ручной дуговой сварки покрытыми электродами
Оборудование сварочного поста для ручной дуговой сварки покрытыми электродами - Лекция, раздел Высокие технологии, ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ И ДАВЛЕНИЕМ Сварочным Постом Называется Рабочее Место Электросварщика, Оборудованное Ком...
Сварочным постом называется рабочее место электросварщика, оборудованное комплектом соответствующей аппаратуры и приспособлений. От правильной организации рабочего места в значительной мере зависят как обеспечение высокой производительности труда сварщиков, так и надежное качество сварных швов и соединений (требования к организации рабочих мест регламентированы ГОСТ 12.3.003). Рабочие места сварщиков в зависимости от выполняемой работы и габаритов свариваемых изделий могут быть: стационарными, расположенными в специальных сварочных кабинах и передвижными, расположенными непосредственно у этих, крупногабаритных изделий.
Стационарные посты применяют при сварке небольших изделий. Рабочие места оборудуют сварочными кабинами (рис. 1.1) размером 2000х2000 или 2000хЗ000 мм. Стены кабин делают высотой 1800—2000 мм, для лучшей вентиляции не доводя их до пола на 200—300 мм. В качестве материала для стен используют несгораемые материалы. Стены окрашивают в светлые тона огнестойкой краской - хорошо поглощающими ультрафиолетовые лучи сварочной дуги. Дверной проем в кабине закрывают брезентовым занавесом на кольцах, пропитанным огнестойким составом. Полы в кабинах настилают из огнеупорного материала. Кабины должны хорошо освещаться дневным или искусственным светом и хорошо вентилироваться. С этой целью кроме общей вентиляции устраивают местные отсосы, поглощающие вредные газы и пыль непосредственно в зоне их образования. Для сборки и сварки деталей внутри кабины устанавливают сварочный стол, высота которого 500 - 600 мм для работы, сидя и около 900 мм для работы стоя. Крышку стола площадью около 1 м2 изготовляют или из листовой стали толщиной 15 - 20 мм, или из чугунной плиты толщиной около 25 мм, что лучше, так как чугунная крышка не коробится от нагревания. К нижней части крышки или к ножке стола приваривают стальной болт, служащий для крепления токоподводящего кабеля от источника сварочного тока и для заземления стола. Сбоку стола имеются два кармана для электродов разных марок и ящик, предназначенный для сбора огарков. В выдвижном ящике хранится инструмент (молоток, зубило, стальная щетка и т. д.), а также технологическая документация. Для удобства работы в кабине устанавливают металлический стул с подъемным винтовым сиденьем, изготовленным из неэлектропроводного материала (дерево, пластмасса и др.). Под ногами у сварщика должен находиться резиновый коврик.
Передвижные посты применяют при сварке изделий крупных габаритов: трубопроводов большой длины, металлоконструкций, сосудов и т. д. Для защиты работающих от ультрафиолетовых лучей сварочной дуги устанавливают переносные щиты, ширмы высотой 1,2 — 1,5 м из несгораемых материалов. Передвижные сварочные посты, как правило, применяются при монтаже и ремонтных работах. При этом часто используют переносные сварочные трансформаторы, сварочные агрегаты и выпрямители, устанавливаемые на специальные прицепы или закрытые автомобили. Такие прицепы и автомобили оборудованы специальными рубильниками, к которым подключены установки. При работе на различной высоте электроды и необходимый инструмент сварщика находятся в брезентовых сумках, подвешиваемых к поясу сварщика, либо в специальных пеналах или ящиках. Для обеспечения удобства и безопасности работы делают подмости с перилами (инвентарные леса) или подвешивают люльки. При работе на высоте и значительном удалении от источника питания применяют дистанционные регуляторы сварочного тока. А при сварке в сосудах закрытого типа для обеспечения безопасных условий труда используют ограничители (отключатели) холостого хода.

В зависимости от технологического процесса, (марки свариваемого материала и типа покрытия электрода) сварочные работы выполняют либо на переменном, либо на постоянном токе. Постоянный ток, по-сравнению с переменным, имеет то преимущество, что дуга горит стабильнее, а, следовательно, процесс сварки вести легче, особенно на малых токах.
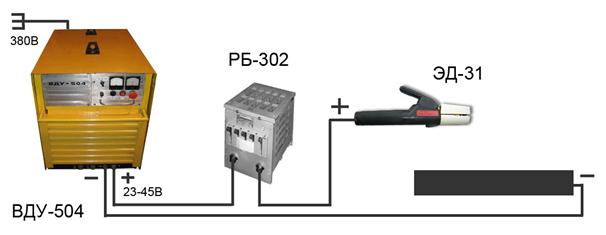
Питание сварочных постов переменным током осуществляют от специальных трансформаторов, а постоянным током — от преобразователей и выпрямителей. На рис. 1.2 показана принципиальная электрическая схема поста для ручной дуговой сварки постоянным током От сети переменный ток напряжением 220 или 380 В через рубильник и предохранители подается к источнику питания – сварочному выпрямителю, где ток трансформируется до напряжения 60—75 В, необходимого для возбуждения дуги, и по сварочным приводам поступает на балластный реостат (вольт - амперная характеристика из жесткой преобразуется в падающую), регулирующий ступенчато величину сварочного тока, и электрододержатель подводится - к изделию.
При больших объемах сварочных работ рационально использовать многопостовые сварочные выпрямители, преобразователи или трансформаторы. Величину сварочного тока при этом регулируют на каждом рабочем посту балластными реостатами (при использовании постоянного тока) и дросселями (при использовании переменного тока). В многопостовых системах источник питания снабжает энергией одновременно несколько сварочных постов. Такая система создает условия для более рационального использования производственных площадей и значительного уменьшения расходов на электроэнергию и обслуживание оборудования.
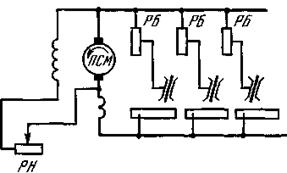 Для многопостовой сварки применяют мощный источник питания с жесткой внешней характеристикой (рис. 1.3).
Для многопостовой сварки применяют мощный источник питания с жесткой внешней характеристикой (рис. 1.3).
Для получения падающей характеристики на каждом сварочном посту сварочная дуга включается последовательно через балластный реостат (рис. 4). Изменением сопротивления реостата регулируют сварочный ток по формуле:
где UВ,- напряжение на зажимах выпрямителя (оно обычно равно 70 В), UД - напряжение дуги, R - сопротивление балластного резистора (реостата).
Для ручной дуговой сварки покрытыми электродами используют многопостовые выпрямительные установки ВДМ-1001 или ВДМ-1601. Количество сварочных постов, которые можно подключить к многопостовому выпрямителю, определяют по формуле:
где n - количество постов; I - номинальный ток выпрямителя, А; IO - наибольший ток, потребляемый одним сварочным постом; α - коэффициент одновременности работы постов, применяемый в расчетах равным 0,6-0,65.

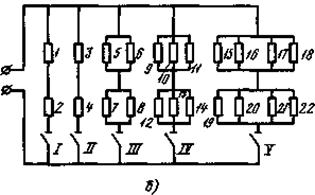

Балластные реостаты (см. рис. 4). Назначение балластного реостата - создание падающей характеристики на каждом посту и регулирование сварочного тока. Реостатом производится ступенчатая регулировка сварочного тока в достаточно широких пределах (20 ступеней). Реостат состоит из пяти ступеней сопротивления, которые при помощи пяти рубильников могут включаться в цепь сварочной дуги. Каждая ступень включает в себя несколько элементов сопротивлений, выполненных из проволоки или ленты с большим удельным сопротивлением.
Из рис. 1.4 видно, что минимальный сварочный ток будет при включении рубильника I, а максимальный - при включении всех пяти рубильников. Выпускаются балластные реостаты РБ-201, РБ-301 и РБ-501. Реостат РБ-201 дает возможность регулировать сварочный ток от 10 до 200 А через каждые 10 А; РБ-301-от 15 до 300 А через каждые 15 А; РБ-501-от 25 до 500 А через каждые 25 А.
Электрододержатель - один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасные условия труда.

Электрододержатель должен удовлетворять следующим требованиям: быть легким (не более 0,5 кг) и удобным в обращении; иметь надежную изоляцию; не нагреваться при работе и обеспечивать наиболее полное расплавление электрода; обеспечивать быстрое и надежное закрепление электрода в удобном для сварки положении; его зажимное устройство должно действовать без больших усилий как при закреплении электрода, так и при его смене; присоединение сварочного провода к стержню держателя должно быть прочным и обеспечивать надежный контакт. Электродержатели применяют для закрепления электрода и подвода к нему тока при ручной дуговой сварке по ГОСТ 14651. Электродержатели допускают захват электрода не менее чем в двух положениях: перпендикулярно и под углом не менее 115° к оси электрододержателя. Токоведущие части электрододержателя необходимо надежно изолировать от случайного соприкосновения со свариваемым изделием или руками сварщика.
Сопротивление изоляции не менее 5 МОм Изоляция рукоятки должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В при частоте 50 Гц. Превышение температуры наружной поверхности рукоятки при номинальном режиме работы не более 55 °С. Поперечное сечение рукоятки на длине, охватываемой ладонью сварщика, должно вписываться в круг диаметром не более 40 мм. Схемы некоторых конструкций электрододержателей показаны на рис 1.5.
В некоторых из них для безопасности работы сварщика в момент прекращения процесса сварки предусмотрено либо ручное, либо автоматическое отключение тока. Один из таких электрододержатслей показан на рис. 1.6. Он состоит из губки 1, для зажима электрода, цилиндрической рукоятки 2 и трубки 3, изготовленных из пластических материалов и являющихся изоляторами. В рукоятке расположен цилиндрический контакт 4, в продольный канал 5 которого вставлен шток соединительного стержня 6. Соединительный стержень ввинчивается в трубку и фиксируется винтом 7. В трубку вставлен электрический провод 8. На оголенный участок провода надевается чашечный контакт 10, который фиксируется в трубке винтом 11. При ввинчивании стержня 9 в трубку до соприкосновения его с контактом 10 электрическая цепь от провода до цилиндрического контакта 4 замыкается. При одном - двух поворотах цилиндрической рукоятки стержень 6 вывинчивается из трубки 3 и образует зазор между ним и контактом 10, в результате чего электрическая цепь размыкается.
Щитки и маски (Рис. 1.7) применяют для защиты глаз и лица электросварщика от прямого излучения электрической дуги, брызг расплавленного металла и искр. Их изготовляют по ГОСТ 12.4035 из токонепроводящего, нетоксичного и невоспламеняющегося материала. Стандарт не распространяется на специализированные щитки и маски, предназначенные для работы в труднодоступных местах, в помещениях с повышенной загазованностью и при других особых условиях работы
.
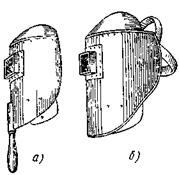 Внутренняя сторона корпусов щитков и масок должна иметь матовую гладкую поверхность черного цвета. Щиток имеет ручку овального сечения длиной не менее 120 мм, а маска снабжена устройством, удерживающим ее на наголовнике не менее чем в двух фиксированных положениях, опущенном (рабочем) и откинутом назад. Щитки и маски должны иметь массу не более 0,6 кг. Они комплектуются светофильтрами.
Внутренняя сторона корпусов щитков и масок должна иметь матовую гладкую поверхность черного цвета. Щиток имеет ручку овального сечения длиной не менее 120 мм, а маска снабжена устройством, удерживающим ее на наголовнике не менее чем в двух фиксированных положениях, опущенном (рабочем) и откинутом назад. Щитки и маски должны иметь массу не более 0,6 кг. Они комплектуются светофильтрами.
 Светофильтр выбирается в зависимости от мощности дуги (сварочного тока).
Светофильтр выбирается в зависимости от мощности дуги (сварочного тока).
По ГОСТ 12.4.080 выпускают стеклянные светофильтры следующих марок (см. Таблицу 1.1):
Таблица 1.1. Выбор светофильтров по силе сварочного тока.
| Светофильтры | Э-1 | Э-2 | Э-3 | Э-4 |
| Сварочный ток, А | 30-75 | 75-200 | 200-400 | > 400 |
Для вспомогательных рабочих при электросварке используются светофильтры В-1, В-2; В-3.
По заказу потребителя щитки и маски комплектуются покровным стеклом (за светофильтром) для защиты светофильтра от брызг металла, и защитным стеклом из оргстекла (перед светофильтром), которое защищает от инфракрасного излучения, его нужно 2 — 3 раза в месяц заменять новым. Рамка щитков и масок, предназначенная для установки стекол, должна иметь размеры в свету 40 х 90 мм. Нельзя пользоваться случайными цветными стеклами, так как они не могут надежно защищать глаза от невидимых лучей сварочной дуги, вызывающих хроническое заболевание глаз.
Д о п о л н и т е л ь н ы й и н с т р у м е н т. Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, конец провода в которые впаивают твердым припоем. Зажимы должны обеспечивать плотный контакт со свариваемым изделием. Для зачистки швов и удаления шлака применяют проволочные щетки — ручные и с электроприводом. Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки.
 Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы, изготовленные из отрезка трубы диаметром 50-75 мм, длиной 300 мм, с приваренным донышком — подставкой.
Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы, изготовленные из отрезка трубы диаметром 50-75 мм, длиной 300 мм, с приваренным донышком — подставкой.
| Сила тока, А | Площадь сечения провода, мм2 | |
| одинарного | двойного | |
| - 2 х 16 2 х 25 |
С в а р о ч н ы е п р о в о д а служат для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию. Электрододержатели снабжаются гибким изолированным проводом ПРГДО или ПРГД, сплетенным из большого числа медных, отожженных и луженых проволочек диаметром 0,18— 0,2 мм. Рекомендуемые сечения сварочного провода приведены в табл. 1.2. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи.
– Конец работы –
Эта тема принадлежит разделу:
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ И ДАВЛЕНИЕМ
Лекция... Введение... г Петров открытие электрической дуги г Бенардос Н Н запантетовал сварку металлов электрической дугой между угольными электродами...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Оборудование сварочного поста для ручной дуговой сварки покрытыми электродами
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.027 сек.
Новости и инфо для студентов