рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Высокие технологии
- /
- Вид работы: Лекции
- /
- Оборудование и аппаратура для газовой сварки и резки
Реферат Курсовая Конспект
Оборудование и аппаратура для газовой сварки и резки
Оборудование и аппаратура для газовой сварки и резки - Лекция, раздел Высокие технологии, ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ И ДАВЛЕНИЕМ Ацетиленовые Генераторы. Ацетиленовым Генера...
Ацетиленовые генераторы. Ацетиленовым генератором называется аппарат, служащий для получения ацетилена при разложении карбида кальция водой.

Рис. 12. Схемы ацетиленовых генераторов:
а - «карбид в воду», б - «вода в карбид», в - «сухого разложения», г — «вытеснения воды», д — комбинированная система «вода в карбид» и «вытеснения»; 1 — бункер или барабан с карбидом кальция, 2 — реторта, 3 — система подачи воды, 4 - газосборник, 5 — спуск ила, 6 — отбор газа.
Ацетиленовые генераторы для сварки и резки классифицируются по следующим признакам (ГОСТ 5190):
по производительности — от 0,5 до 160 м3/ч;
по давлению вырабатываемого ацетилена — низкого давления до 10 кПа и среднего давления от 70 до 150 кПа;
по способу применения — на передвижение с производительностью 0,5—3 м3/ч и стационарные с производительностью 5—160 м3/ч;
в зависимости от взаимодействия карбида кальция с водой — генераторы системы КВ («карбид в воду»), в которых разложение карбида кальция осуществляется при подаче определенного количества карбида кальция в воду, находящуюся в реакционном пространстве; генераторы системы ВК («вода на карбид»), в которых разложение карбида кальция происходит при подаче определенного количества воды в реакционное пространство, где находится карбид кальция; генераторы системы ВВ («вытеснение воды»), в которых разложение карбида кальция осуществляется при соприкосновении его с водой в зависимости от изменения уровня воды, находящейся в реакционном пространстве и вытесняемой образующимся газом; комбинированные генераторы.
Все ацетиленовые генераторы независимо от их системы имеют следующие основные части: газообразователь, газосборник, предохранительный затвор, автоматическую регулировку вырабатываемого ацетилена в зависимости от его потребления. Схемы ацетиленовых генераторов различных систем представлены на рис. 12.
Предохранительные затворы. Предохранительные затворы — устройства, предохраняющие ацетиленовые генераторы и газопроводы от попадания в них взрывной волны при обратных ударах пламени из сварочной горелки или резака.
Обратным ударом называется воспламенение горючей смеси в каналах горелки или резака и распространение пламени по шлангу горючего газа. Горящая смесь газов при обратном ударе устремляется по ацетиленовому каналу горелки или резака в шланг и при отсутствии предохранительного затвора — в ацетиленовый генератор, что может привести к взрыву ацетиленового генератора. Обратный удар может произойти в случае, если скорость истечения горючей смеси станет меньше скорости ее сгорания, и от перегрева и засорения канала мундштука горелки.
Предохранительные затворы бывают жидкостные и сухие. Жидкостные затворы заливают водой, сухие — заполняют мелкопористой металлокерамической массой. Затворы классифицируют по пропускной способности — 0,8; 1,25; 2,0; 3,2 м"/ч; по предельному давлению — низкого давления, в которых предельное давление ацетилена не превышает 10 кПа, среднего давления — 70 и высокого давления — 160 кПа (ГОСТ 8766).
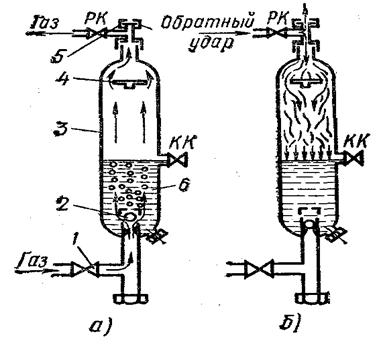
Рис, 13. Схема водяного затвора: а - при нормальной работе, б – при обратном ударе.
Предохранительные затворы устанавливают между ацетиленовым генератором или ацетиленопроводом (при многопостовом питании от стационарных генераторов) и горелкой или резаком.
Принцип действия водяного затвора показан на рис. 13. Корпус 3 затвора заполняют водой до уровня контрольного крана КК. Ацетилен подводится по трубке 1, проходит через обратный клапан 2, расположенный в нижней части корпуса. В верхнюю часть корпуса газ проходит через отражатель4. Ацетилен отводится к месту потребления через расходный кран РК. В верхней части корпуса имеется трубка, закрытая мембраной 5 из алюминиевой фольги. При обратном ударе мембрана разрывается, и взрывчатая смесь выходит наружу. Давление взрыва через воду 6 передается на клапан 2, который закрывает подвод газа от генератора. После выхода взрывчатой смеси мембрану заменяют.
Баллоны для сжатых газов. Для хранения и транспортировки сжатых, сжиженных и растворенных газов, находящихся под давлением, применяют стальные баллоны вместимостью от 0,4 до 55 дм3 ГОСТ 949—73.
Наибольшее распространение при газовой сварке и резке получили баллоны вместимостью 40 дм3. Баллоны представляют собой стальные цилиндрические сосуды, в горловине которых имеется конусное отверстие с резьбой, куда ввертывается запорный вентиль разной конструкции для горючих газов и кислорода.
Каждому газу соответствует свой условный цвет баллона и цвет надписи газа, например, кислородные баллоны окрашивают в голубой цвет, надпись делают черной краской; ацетиленовый — соответственно в белый и красной краской; водородный — в темно-зеленый и красной краской, пропан — в красный и белой краской.
Кислород наполняют в баллоны до давления 15 МПа. Баллон вместимостью 40 дм3 при давлении газа 15 МПа содержит кислорода 6 м3.
Питание постов газовой сварки и резки от ацетиленовых генераторов связано с рядом неудобств, поэтому большое распространение получило питание ацетиленом от ацетиленовых баллонов. Ацетиленовые баллоны заполняют пористой массой (древесный уголь пемза, инфузорная земля), образующей микрополости, необходимые для безопасного хранения ацетилена. Массу в баллоне пропитывают ацетоном (225—300 г на 1 дм3 вместимости баллона), в котором хорошо растворяется ацетилен. При нормальных условиях в одном объеме ацетона растворяется 23 объема ацетилена. Давление растворенного ацетилена в наполненном баллоне не должно превышать 1,9 МПа при 20°С. Для уменьшения потерь ацетона из баллона ацетилен необходимо отбирать со скоростью не более 1700 дм3/ч.
Баллоны снабжены вентилями — запорными устройствами, которые позволяют сохранить в баллоне сжатый или сжиженный газ. Каждый вентиль имеет шпиндель, который перемещается при вращении маховика, открывая или закрывая клапан.
Редуктор для газопламенной обработки — прибор для понижения давления газа, при котором он находится в баллоне или магистрали, до величины рабочего давления и для автоматического поддержания этого давления постоянным. Редуктор имеет клапан, управляемый гибкой мембраной, на которую с одной стороны действует сила пружины, а с другой — давление газа. Регулированием силы пру жины обеспечиваются заданное давление и расход газа.
краской; водородный — в темно-зеленый и красной краской, пропан — в красный и белой краской.
Кислород наполняют в баллоны до давления 15 МПа. Баллон вместимостью 40 дм3 при давлении газа 15 МПа содержит кислорода 6 м3.
Питание постов газовой сварки и резки от ацетиленовых генераторов связано с рядом неудобств, поэтому большое распространение получило питание ацетиленом от ацетиленовых баллонов. Ацетиленовые баллоны заполняют пористой массой (древесный уголь пемза, инфузорная земля), образующей микрополости, необходимые для безопасного хранения ацетилена. Массу в баллоне пропитывают ацетоном (225—300 г на 1 дм3 вместимости баллона), в котором хорошо растворяется ацетилен. При нормальных условиях в одном объеме ацетона растворяется 23 объема ацетилена. Давление растворенного ацетилена в наполненном баллоне не должно превышать 1,9 МПа при 20°С. Для уменьшения потерь ацетона из баллона ацетилен необходимо отбирать со скоростью не более 1700 дм3/ч.
Баллоны снабжены вентилями — запорными устройствами, которые позволяют сохранить в баллоне сжатый или сжиженный газ. Каждый вентиль имеет шпиндель, который перемещается при вращении маховика, открывая или закрывая клапан.
Редуктор для газопламенной обработки — прибор для понижения давления газа, при котором он находится в баллоне или магистрали, до величины рабочего давления и для автоматического поддержания этого давления постоянным. Редуктор имеет клапан, управляемый гибкой мембраной, на которую с одной стороны действует сила пружины, а с другой — давление газа. Регулированием силы пружины обеспечиваются заданное давление и расход газа.
Рукава служат для подвода газа к горелке и резаку от баллонов и рамп. Рукава должны обладать прочностью, гибкостью, не стеснять движений сварщика. Их изготовляют из вулканизированной резины с тканевыми прокладками по ГОСТ 9356—75 следующих классов: I—для подачи ацетилена и других горючих газов под давлением до 0,63 МПа красного цвета; II —для подачи жидкого топлива (бензин и др.) под давлением до 0,63 МПа желтого цвета; III — для подачи кислорода под давлением до 2,0 МПа синего цвета.
Сварочная горелка. Основным инструментом газосварщика является сварочная горелка. Сварочной горелкой называется устройство, служащее для смешивания горючего газа или паров горючей жидкости с кислородом и получения сварочного пламени. Каждая горелка позволяет регулировать мощность, состав и форму сварочного пламени. Сварочные горелки согласно ГОСТ 1077—79 классифицируются: по способу подачи горючего газа и кислорода в смесительную камеру — инжекторные и безынжекторные; по роду применяемого газа; по назначению — универсальные и специализированные; по числу пламени — однопламенные и многопламенные; по мощности — малой мощности (расход ацетилена 25—400 дм3/ч), средней мощности (400—2800 дм3/ч), большой мощности (2800—7000 дм8/ч); по способу применения — ручные и машинные. Наибольшее применение имеют инжекторные горелки, работающие на смеси ацетилена с кислородом. В инжекторных горелках горючий газ подсасывается в смесительную камеру струей кислорода, подаваемого в горелку с большим давлением, чем горючий газ. Этот процесс подсоса называется инжекцией. Схема инжекторной горелки показана на рис. 44.
Рис. 14. Схемы ацетиленовых горелок; а - инжекторные, б — безинжекторные.
Кислород под давлением поступает в горелку и через присоединительный штуцер 8 и регулировочный вентиль 7 подается к инжектору 6. Выходя с большой скоростью из узкого канала инжекторного конуса, кислород создает значительное разрежение в камере 5 и засасывает горячий газ, поступающий через ацетиленовые каналы горелки в камеру смесителя 5, где и образуется горючая смесь. Затем горючая смесь поступает по наконечнику 3 к мундштуку 4, на выходе из которого при сгорании образует сварочное пламя (2 — гайка, 1 — ствол горелки).
Горелки этого типа имеют сменные наконечники с различными диаметрами выходных отверстий инжектора и мундштука, что позволяет регулировать мощность ацети-лено-кислородного пламени.
В безынжекторных горелках горючий газ и кислород подают примерно под одинаковым давлением до 100 кПа. В них отсутствует инжектор, который заменен простым смесительным соплом, ввертываемым в трубку наконечника горелки.
Резаки для газовой резки.Резаки служат для смешивания горючего газа с кислородом для образования подогревающего пламени и подачи к разрезаемому металлу струи режущего кислорода.
Ручные резаки для газовой резки классифицируют по следующим признакам:
по роду горючего газа, на котором они работают,— для ацетилена, газов-заменителей жидких, горючих;
по принципу смешения горючего газа и кислорода — на инжекторные и безынжекторные;
по назначению — универсальные и специальные;
по виду резки — для разделительной, поверхностной, кислородно-флюсовой, копьевой.
В настоящее время широкое применение получили универсальные инжекторные резаки, позволяющие резать сталь толщиной от 3 до 300мм. Схема резака показана на рис. 45. В резаке конструктивно объединены подогревающая и режущая части. Подогревающая часть аналогична устройству 1 сварочной горелки. Режущая часть состоит из дополнительной трубки 5 для подачи режущего кислорода и вентиля 4 для регулировки подачи. В мундштуке 3 находятся два концентрически расположенных отверстия для выхода подогревающего пламени / и режущей струи 2. Газы в мундштук подают и регулируют с помощью соответствующих вентилей.
Рис 15. Схема газокислородного резака:
Р - режущая часть, П — подогревающая часть.
Для газопламенной обработки материалов наряду с универсальными используют специальные горелки и резаки для термической обработки, поверхностной очистки, пайки, сварки термопластов, газопламенной наплавки, резаки для поверхностной, копьевой, кислородно-флюсовой резки, для резки металла больших толщин и др.
Машины для кислородной резки.Для повышения производительности, качества реза и сокращения тяжелого ручного труда используют машинную резку. Машины для кислородной резки разделяют на два основных типа — стационарные и переносные. Стационарные машины делятся:
по конструктивному исполнению — на портальные (П), которые располагаются непосредственно над разрезаемой деталью; портально-консольные (Пк), когда над разрезаемой деталью располагается только консоль; шарнирные (Ш);
по способу резки — на кислородные (К), кислородно-флюсовые (Кф), плазменно-дуговые (Пл) и газолазерные (Гл);
по способу движения или системе контурного управления — на линейные (Л), для прямолинейной резки, магнитные (М) по стальному копиру для фигурной резки, фотокопировальные (Ф) по чертежу для фигурной резки, цифровые программные (Ц) для фигурной резки;
по технологическому назначению — для раскройных работ (Р), для точной прямолинейной и фигурной вырезки деталей (Т), универсальные — для прямолинейной и фигурной вырезки деталей (У), для фигурной вырезки малогабаритных деталей (М).
Переносные машины подразделяются: по способу резки — на кислородные (К), плазменно-дуговые (Пл);
по способу движения или системе контурного управления — по разметке (Р), по циркулю (Ц), по направляющим (Н), по гибкому копиру (Г).
Каждая машина состоит из несущей части, резака (одного или нескольких), пульта управления и ведущего механизма. У стационарных машин основным узлом, автоматизирующим процесс резки, является система копирования. В таких машинах применяют принципы механического, электромагнитного, фотоэлектронного, дистанционно-масштабного и программного копирования.
Переносные машины изготовляют в виде самоходной тележки, перемещающейся электродвигателем, пружинным механизмом или газовой турбинкой. Машину устанавливают на разрезаемый лист или трубу и направляют по разметке, циркульному устройству, направляющим или гибкому копиру.
Основным рабочим инструментом машины для кислородной резки является машинный газовый резак. Используют следующие основные типы машинных резаков: инжекторные, равного давления и внутрисоплового смешения.
– Конец работы –
Эта тема принадлежит разделу:
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ И ДАВЛЕНИЕМ
Лекция... Введение... г Петров открытие электрической дуги г Бенардос Н Н запантетовал сварку металлов электрической дугой между угольными электродами...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Оборудование и аппаратура для газовой сварки и резки
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.028 сек.
Новости и инфо для студентов