Аппараты рельсового типа - Лекция, раздел Высокие технологии, ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ И ДАВЛЕНИЕМ Эти Аппараты Перемещаются Вдоль Шва По Вертикально Установленным Рельсам Или...
Эти аппараты перемещаются вдоль шва по вертикально установленным рельсам или специальным направляющим, укрепленным на свариваемом изделии параллельно шву. Рельсы или специальные направляющие снабжаются зубчатой рейкой, по которой перекатывается зубчатое колесо ходового механизма. Аппарат при этом перемещается снизу вверх. Рельсовый путь может быть жестким (для сварки прямолинейных швов) или гибким (для сварки криволинейных швов). Максимальная длина сварных швов, выполняемых аппаратами рельсового типа, сравнительно небольшая и ограничивается длиной рельса и зубчатой рейки. К аппаратам рельсового типа относятся аппараты А-372Р, А-433Р, А-535, А-1170 и др., а также электрошлаковый полуавтомат А-820М.
Универсальный аппарат А-535 (рис. 5.8) предназначен для выполнения электрошлаковой сваркой прямолинейных и кольцевых швов стыковых, угловых и тавровых соединений. Сварку можно выполнять проволочными или пластинчатыми электродами с двусторонним принудительным формированием шва. Один, два или одновременно три проволочных электрода обычно используют при сварке металла толщиной от 20 до 450 мм и длиной до 10—11 м. Сварка тремя электродами позволяет значительно повысить производительность аппарата, применять трехфазный ток и симметрично загружать сеть с высоким коэффициентом мощности, а также изменять химический состав шва в широких пределах, сочетая электродные проволоки различных марок. Пластинчатые электроды применяют при получении сваркой прямолинейных швов длиной не свыше 1,5 м при толщине металла до 800 мм.
Аппарат движется по направляющим рельсовой колонны /, установленной параллельно свариваемым кромкам на расстоянии 250—300 мм от изделия 11. Колонну можно прикрепить к изделию с помощью консоли 20 или монтировать на специальной установке или тележке. Высота колонны зависит от длины шва и может достигать 12 м. По колонне со скоростью сварки перемещается ходовая тележка 2, приводимая в движение электродвигателем 16.

Рис. 5.8 Универсальный электрошлаковый аппарат А-535
На тележке расположены все механизмы аппарата; с ней связан также несущий кронштейн 4, на котором укреплена головка 7 с электродвигателем постоянного тока, обеспечивающая подачу в зону сварки трех электродных проволок. Скорость подачи проволок плавно регулируется изменением частоты вращения электродвигателя. Кроме того, скорость подачи каждого электрода может изменяться ступенчато с помощью установки сменных зубчатых колес. В процессе сварки электродам сообщают также горизонтальное возвратно-поступательное движение между торцами свариваемых кромок. Это выполняют реверсированием электродвигателя механизма перемещения электродов с помощью концевых выключателей 3. Скорость горизонтального перемещения электродов можно изменять с помощью сменных зубчатых колес.
На несущем кронштейне аппарата также расположены пульт управления 5, бункер 18 для флюса с ручным дозатором 15, подвеска 8 для переднего ползуна 10 и пропущенная в зазор между кромками тяга 17, к которой на подвеске 13 прикреплен задний ползун 12. Оба ползуна охлаждаются проточной водой. Для подвода сварочного тока к электродной проволоке и направления ее в зазор служат мундштуки 14, которые выдвигаются для предварительной их настройки и корректировки внутри разделки шва с помощью маховичков 6. Аппарат подключают к шкафу управления 19. Катушки 9 с электродными проволоками устанавливают на специальной подставке рядом со сварочным аппаратом.
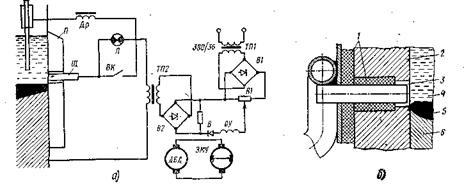
В процессе сварки скорость перемещения аппарата регулируется автоматически в зависимости от уровня металлической ванны относительно медных ползунов. С этой целью в передний медный ползун вмонтирован щуп, электрически связанный с устройством для автоматического регулирования скорости сварки (рис. 5.9).
Основными узлами регулирующего устройства являются вольфрамовый электрощуп Щ, вмонтированный в передний формующий ползун Я, электромашинный усилитель ЭМУ с обмоткой возбуждения ОУ, повышающий трансформатор ТП2, электродвигатель механизма вертикального перемещения аппарата ДВД и потенциометр R1, с помощью которого устанавливается необходимая скорость сварки. Щуп получает питание от вторичной обмотки сварочного трансформатора через дроссель Др. Так как расплавленный флюс обладает электропроводностью, между щупом и металлической ванной проходит ток. Падение напряжения между щупом и металлической ванной пропорционально расстоянию между ними. Обмотка возбуждения ОУ электромашинного усилителя, от которого питается электродвигатель механизма вертикального перемещения, включена на разность двух напряжений — снимаемого с щупа через лампу Л, трансформатор ТП2 и селеновый выпрямитель В2 и снимаемого с потенциометра R1, включенного через выпрямитель В1 на вторичную обмотку независимого понижающего трансформатора ТП1.
|
| Рис. 5.9. Принципиальная электрическая схема устройства для автоматического регулирования уровня металлической ванны (а) и схема установки щупа (б):
J — изоляционные прокладки, 2 — ползун, 3 — щуп , 4 — шлаковая ванна, 5 — металлическая ванна, 6 — сварной шов
|
В процессе сварки при небольшом расстоянии между щупом и металлической ванной напряжение на щупе незначительно, поэтому через обмотку ОУ будет проходить максимальный ток, значение которого определяется положением потенциометра R1. При этом напряжение электромашинного усилителя максимально и
сварочный аппарат будет перемещаться вверх со скоростью, превышающей скорость подъема металлической ванны. При увеличении расстояния между щупом и металлической ванной напряжение на щупе возрастет. В результате этого суммарный ток в обмотке ОУ уменьшается и скорость перемещения аппарата снижается. Положение щупа можно контролировать по накалу лампы Л. В схеме предусмотрен выпрямитель В, с помощью которого по обмотке ОУ проходит ток только одного направления, что исключает реверсирование электродвигателя ДВД.
При автоматической работе электрическая схема обеспечивает поддержание уровня металлической ванны в пределах ±2 мм против заданной величины. Для перехода на ручное управление аппаратом цепь электрощупа отключается выключателем ВК.
Все темы данного раздела:
Сущность сварки давлением.
Состоит в непрерывном или прерывистом пластическом деформировании металла по кромкам свариваемых частей. Пластическое деформирование достигается статической или динамической нагрузкой, под которой
Сварные соединения.
Сварным соединением называется участок конструкции или изделия, отдельные части которого соединены с помощью сварки.
Сварные швы.
Сварным швом называется закристаллизовавшийся металл, который в процессе сварки был в жидком состоянии (рис. 2.3).
Обозначение сварочных швов на чертежах.
Условное изображение, обозначающее, на чертежах шов сварного соединения устанавливается ГОСТом 2312-72, ЕСКД.
Видимый шов – это сплошная основная линия, невидимый – штриховая линия, сварна
Вольфрамовые электроды.
ГОСТ 23949-80. Температура плавления 3395°С, диаметр 0,5…10мм, длина стандартная 75, 150, 200, 300мм, изготавливаются из чистого вольфрама. Изготавливаются путем порошковой металлургии – сначала пр
Покрытые электроды.
Назначение покрытия – создание газовой или шлаковой защиты (от газов из окружающего воздуха).
Раскисление – это связывание и вывод кислорода.
Легирование – это придание специальны
Виды покрытия.
1. Кислые (А) – окислы железа, марганца, кремния. Сварка осуществляется в любом положении, на любом токе, по не зачищенным покрытиям. Применяются для неответственных конструкций, много брызг, токси
Обозначение и маркировка покрытых электродов.
Э42А – УОНИИ 13/45 – 30 – УДГ2
Е41 2 (5) – Б10
Э42А – тип электрода (относится к стержню)
Э – электрод
42 – предел прочнос
Параметры и режимы РДС. Выбор и расчет.
Режим сварки – это совокупность ряда параметров сварочного процесса обеспечивающих устойчивое горение дуги и получение сварочных швов заданного размера и качества.
Параметры РДС разделяютс
Диаметр электрода.
Диаметр электрода зависит от толщины основного металла, марки стали, формы разделки, положения шва и вида соединения.
Таблица 1. Выбор диаметра электрода от толщины металла.
Величина сварочного тока.
Определяется по формуле: Iсв=Fэл.g
Fэл – это площадь поперечного сечения электрода
Fэл=pd2/4
Iсв=g.pd2/4
Таблица 2. Коэффициент γ
Влияние основных параметров на форму шва.
1. При увеличении Iсв (все остальное const) все параметры шва увеличиваются (е, q, g).
2. При увеличении dэ (все остальные const).
3. Род и полярность тока: прямая и переменная
Определение площади поперечного сечения.
Fн=F1+2F2+F3
F1=0,75e.q
2F2=(S-c)2.tga/2
F3=b.S
Определение числа проходо
Техника РДС.
1. Манипуляция электрода.
2. Заполнение разделки.
3. Сварка швов различной длинны.
· Короткий, 0 – 300 мм, весь электрод. Варится в один проход.
· Средние, обычн
Оборудование сварочного поста для ручной дуговой сварки покрытыми электродами
Сварочным постом называется рабочее место электросварщика, оборудованное комплектом соответствующей аппаратуры и приспособлений. От правильной организации рабочего места в значительной мере завис
Мероприятия по повышению производительности труда.
Два вида:
1. организационные:
· рациональное расположение инструментов на рабочем месте.
· Применение механических устройств для основных и вспомогательных работ.
Сущность автоматической сварки под слоем флюса (АСФ)
По степени механизации процесса сварка под флюсом классифицируется на полуавтоматическую, автоматическую.
Стальная сварочная проволока.
ГОСТ 2246-70 предусматривает три группы проволок:
· низкоуглеродистых – 6 марок
· легированных – 30 марок
· высоколегированных – 39 марок
Предназначена для сварк
Флюсы для дуговой сварки и ЭШС.
Функции:
1. Физическая изоляция сварочной ванны от атмосферы. Лучше изоляция у флюсов с большой объемной массой (плотностью). Обычно с мелкими гранулами плотного строения, но в этом случае
Швы сварных соединений.
Форма разделки кромок и швов различны соединений для механизированной сварки под флюсом, регламентируется следующими стандартами:
ГОСТ 8713-79 “Швы сварных соединений. Автоматическая и пол
Параметры режима механизированной сварки под флюсом и их влияние на геометрию сварного соединения.
1. Сила сварочного тока. С увеличением Iсв повышается давление дуги, производительность сварки возрастает, глубина проплавления увеличивается, ширина шва та же. Необходимо увеличить напряжение, выс
Особенности техники АСФ.
Сварка стыковых швов.
По характеру выполнения односторонние и двусторонние. При сварку односторонних швов существует опасность протекания жидкого металла и шлака в зазор, образуя пр
Сварка двусторонних стыковых швов.
Соединение собирается с одинаковым зазором по всей длине. Сварка, как правило, на весу. Обеспечивается такой режим сварки, при котором обеспечивается провар на 60 – 70 % от всей толщины (при всей т
АСФ кольцевых швов.
Кольцевые швы применяют для сварки стыковых труб, обечаек, фланцев и др. Сварку кольцевых стыковых сосудов большого диаметра (больше 800мм) обычно начинают изнутри, используя снаружи флюсовые подуш
АСФ угловых швов.
Угловые швы при АСФ могут выполняться как вертикальным, так и наклонным электродом.
Сварку наклонным электродом применяют, когда электрод невозможно установить в другом положении.
Сварочный трактор – переносной самоходный сварочный аппарат, перемещающийся вдоль кромок или непосредственно по изделию, по направляющим или без них.
Подвесной сварочный аппарат – сварочная головка с системой механизмов корректировок, кассетой для проволоки, закрепленная не подвижного. При использовании подвесного сварочного аппарата пере
Самоходные сварочные автоматы.
Основные узлы:
1. Механизм подачи электродной проволоки или ленты.
2. Токоподводящие устройства (мундштуки, горелки).
3. Механизмы или системы механизмов настроечн
Механизм подачи сварочной проволоки.
Состоит из электродвигателя, редуктора (понижающего число оборотов); системы подающих и прижимающих роликов. Характеризуется типом, диаметром и скоростью подачи проволоки.
Принцип работ
Токоподводящие устройства.
Обеспечивают направление электрода в зону горения дуги и подвод к нему сварочного тока. Причем в аппаратах под флюсом называется мундштук, для аппаратов в среде защитных газов – горелкой.
Механизмы настроечных перемещений электрода.
В общем случае сварочный автомат должен иметь механизмы настроечного перемещения конца электрода вдоль трех осей декартовых координат и его наклона в двух плоскостях, параллельно и перпендикулярно
Устройство для размещения электродного материала.
Выбираются в зависимости от исполнения аппарата и применяемых форм поставки проволоки.
Флюсоаппарыты.
По способу создания потока воздуха делятся на 3 группы:
1. Всасывающие – работают на разреженном воздухе;
2. Нагнетающие – на сжатом воздухе;
3. Смешанные – на одних учас
Самоходные тележки.
Тележки самоходного типа являются одновременно корпусом, на котором крепятся остальные узлы автомата. Существует несколько разновидностей привода тележки. Используется ступенчатое или плавное регул
Системы управления сварочными автоматами.
В течении цикла сварки необходимо выполнить минимум 5 операций:
I – возбуждение дуги.
Существует несколько способов:
а) возбуждение дуги на скорости подач
Роликовые копиры.
Предназначены для направления электродной проволоки по кромкам, разделанным под сварку. Копир состоит из двух или
Сварочные трактора.
Сварочным трактором называется аппарат для автоматической сварки, имеющий две отличительные особенности:
1. При сварке он движется непосредственно по изделию или по легкому переносному рел
Сущность, технология и техника сварки в защитных газах.
Сварочные материалы.
Электродная проволока (см. АСФ)
Неплавящиеся электроды (см. РДС)
Защитные газы.
Инертные: аргон, гелий, азот (редко). Инертные газы применяются для
Параметры режима сварки и их влияние на форму и размеры шва.
1. Диаметр электрода: 0,5¸3,0мм. Фактически: 0,8¸2,5 мм. Зависит от толщины металла и положения соединения в пространстве. С уменьшением dэ повышается устойчивость горения, увеличиваетс
Расчет и выбор параметров режима.
Режим сварки в защитных газах составляет те же параметры, что при АСФ, кроме расхода газа. Устойчивое горение дуги должно обеспечиваться при j=100А/мм2, при этом обычно наступает струйны
Аргонодуговая (АрДС) сварка неплавящимся электродом.
Целесообразная сварка металла 1¸10мм и тавровых соединений с катетом 2 – 8мм, а также заварка корня шва металлов большой толщины. Свариваются низколегированные, высоколегированные стали, Al,
Технология механизированной сварки порошковой и самозащитной проволокой
Сварка порошковой проволокой — дуговая сварка, выполняемая плавящимся электродом из порошковой проволоки.
Сварку порошковой проволокой можно выполнять открытой дугой без дополнительной
Оборудование для сварки в защитных газах
Полуавтоматическая сварка является наиболее распространенной механизированной сваркой. Для неё применяются шланговые полуавтоматы с различными горелками. Специальные полуавтоматы, использующие меха
Газовые сопла.
Газовые сопла служат для направления защитного газа в зону сварки. Форма сопла и его размеры определяют ламинарность газового потока и надежную защиту расплавленного металла сварного соединения.
Система управления.
Рис. 4.7 Блок-схема системы управления сварочным полуавтоматом: 1 – источник питания, 2 – система управ
Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
К газовой аппаратуре, используемой при сварке в защитных газах, относят баллоны, газовые редукторы, подогреватели
Современные сварочные полуавтоматы.
Рассмотрим конструктивные особенности наиболее распространенных типов сварочных полуавтоматов.
Однокорпусные полуавтоматы. Их подающий механизм и система управления размещ
Сущность электрошлаковой сварки
Особенности процесса ЭШС.
1. Отсутствие дугового разряда, что исключает разбрызгивание металла и шлака.
2. Подготовка кромок достаточно проста, требует скоса, что сокращает отходы.
3. За один проход можно
Применение.
Основной областью применения ЭШС является тяжелое машиностроение, где с помощью ЭШС изготавливаются барабаны паровых котлов высокого давления, кожухи доменных печей, станины больших станков, валы г
Соединения и швы.
Регламентируются ГОСТ 15164. Предусматривается три типа соединений: стыковые, угловые, тавровые, начиная с толщины 16 мм. По стандарту обозначается:
ШЭ – электрошлаковая
ШМ – с му
Параметры режима ЭШС и их влияние на форму шва.
1. Ширина зазора (зависит от толщины).
Таблица 5.1 Зависимость ширины зазора от толщины.
S, [мм]
16 – 30
30 – 80
8
Техника электрошлаковой сварки
Электрошлаковой сваркой изготовляют стыковые, угловые и тавровые соединения. Стыковые соединения обычно собирают на П - образных скобах (рис. 5.5), временно привариваемых с одной стороны стыка. Эти
Аппараты безрельсового типа
Аппараты подвесного типа
В аппаратах этого типа, как правило, отсутствует механизм для сварочного движения, что делает их достаточно простыми и портативными. Обычно в состав таких аппаратов входит механизм подачи электродо
Сущность газокислородной сварки
Горючие газы.При газопламенной обработке (сварке, резке, поверхностной обработке, пайке) в качестве источника теплоты используется газовое пламя — пламя горючего газа, сжигаемого
Технология кислородной резки
Сущность кислородной резки.Кислородной резкой называют способ разделения металла, основанный на использовании для его нагрева до температуры воспламенения-теплоты
Дуговые и лучевые виды резки металлов
Интенсивный нагрев металла электрической дугой успешно используется в технике не только для сварки, но и для резки металла (рис. 10). Нашли применение следующие способы дуговой ре
Оборудование и аппаратура для газовой сварки и резки
Ацетиленовые генераторы. Ацетиленовым генератором называется аппарат, служащий для получения ацетилена при разложении карбида кальция водой.
Требования безопасности труда при газовой сварке, и резке
Основными источниками опасности при газовой сварке и резке являются:
взрывы ацетиленовых генераторов от обратных ударов пламени, если не срабатывает водяной затвор;
взрывы кислоро
Лучевые способы сварки.
ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА (ELs-)
Этот способ сварки основан на использовании энергии, высвобождаемой при торможении потока ускоренных электронов в свариваемых материалах. Преобразование
Границы применимости
Размеры: микроплазменную сварку рекомендуют для металла толщиной s = 0,01—1 мм; сварку сжатой дугой для s = 0,8—25 мм.
Группы материалов: углеродистые, низко- и высоколегированные стали;
Сущность и основы электроконтактных способов сварки.
ЭЛЕКТРОКОНТАКТНАЯ СВАРКА
Точечная сварка
Схема точечной сварки показана на рис, 1, 2.
Сварка вращающимся трансформатором.
Ток подводится к одной стороне детали роликовыми электродами, несущими вращающийся сварочный трансформатор, а сжатие кромок производится боковыми нажимными роликами. Сварка осуществляется непреры







Новости и инфо для студентов