Границы применимости - Лекция, раздел Высокие технологии, ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ И ДАВЛЕНИЕМ Размеры: Микроплазменную Сварку Рекомендуют Для Металла Толщиной S = 0,01—1 М...
Размеры: микроплазменную сварку рекомендуют для металла толщиной s = 0,01—1 мм; сварку сжатой дугой для s = 0,8—25 мм.
Группы материалов: углеродистые, низко- и высоколегированные стали; цветные металлы, особенно медь, никель и их сплавы; титан, цирконий, серебро, золото, платина, тугоплавкие материалы. К условно свариваемым материалам относят алюминий, магний и их сплавы.
Область использования: продольная и кольцевая сварка листовых конструкций и сосудов, изготовление труб с продольным и спиральным швом.
Рабочие параметры для сварки сжатой дугой:
Сварочный ток, А ...... 40—400
Мощность сварки, кВт . . . 1,25—15
Скорость сварки, см/мин 40—250
Расход газа, л/мин: плазмообразующего 1—3; обжимающего 2—7; защитного 4—20.

Рис. ПЛ-5. Атомно-водородная сварка: 1— шов; 2 — сварочная ванна; 3 — присадочный металл; 4 — вольфрамовые электроды.
ЛАЗЕРНАЯ СВАРКА (La-)
Лазерная сварка—это сварка, при которой для местного расплавления соединяемых частей используется энергия светового луча, полученного от оптического квантового генератора. Сконцентрированный световой луч характеризуется монохроматичностью, когерентностью (согласованное протекание во времени нескольких колебательных или волновых процессов при их сложении), параллельностью и высокой плотностью энергии. (Термин «лазер» соответствует сочетанию первых букв слов Light—amplification by simulated emission of radiation, что означает, усиление света использованием индуцированного излучения) При этом ионы кристаллической решетки или атомы (молекулы) газа в результате поглощения электромагнитного излучения переходят на более высокий энергетический уровень. При их стимулированном переходе в исходное состояние в лазере образуется когерентное световое излучение большой энергии.
Рубиновый лазер на базе Al2O3 содержит в качестве активных ионов 0,05 % Сг. При высокочастотном облучении рубинового стержня, например зеленым светом, ионы хрома переходят на наиболее высокий энергетический уровень. Из этого возбужденного состояния они быстро переходят без излучения на метастабильный энергетический уровень. Собственно лазерный переход осуществляется при возврате иона в исходное состояние. Переходу соответствует выделение кванта энергии 1,79 эВ. Схема действия рубинового лазера показана на рис. ЛЗ-1.
Искусственный рубиновый кристалл расположен в кварцевой трубке, которая представляет собой газоразрядную лампу, наполненную газом ксеноном. При замыкании выключателя происходит разряд высоковольтного конденсатора, а в кварцевой трубке (лампе) появляется вспышка света, в результате чего рубиновый кристалл испускает мощный световой импульс (луч), который после фокусирования направляется в зону сварки. Сварка ведется как бы отдельными точками, перекрывающими друг друга.

Рис. ЛЗ-1. Лазерная сварка: 1 — высоковольтный конденсатор, 2 — повышающий трансформатор, 3 — выпрямитель, 4 — переключатель, 5 — рубиновый кристалл (резонатор), 6 —импульсная лампа (лампанакачки), 7 — луч лазера,8 — оптическая система, 9 — свариваемая деталь.
Гелий-неоновый газовый лазер. Активной средой в лазере служит нейтральный газ. Условия ее возбуждения очень просты.
Аргонный лазер. Для работы лазера нужны очень высокие плотности тока. Достигаются большие мощности излучения, чем у гелий-неонового лазера.
Углекислотный газовый лазер Активной средой в этом лазере служит молекулярный газ СО2. Длина волны эмиттируемого излучения, лежит в инфракрасной части спектра. В газовый объем вводят дополнительно азот и гелий. Рекомендуемое соотношение газов:

Коэффициент полезного действия этого лазера может достигать 15—20 %. Наиболее высокая достигнутая в настоящее время выходная мощность равна 20 кВт [S4]. Лазеры обычного типа имеют выходную мощность 0,5—2 кВт. При больших мощностях излучения излучающие системы имеют весьма большие размеры.
Лазер на иттрий алюминиевом гранате. Имеется в виду лазер с неодимом в кристалле иттрий-алюминиевого граната Механическая и термическая стабильность кристалла такая же, как и рубина. Длина волны эмиттируемого излучения 0,6— 1,1 мкм. Этот лазер работает преимущественно в импульсном режиме, а энергия, выделяющаяся в импульсах длительностью от 0,5 до 10 мс, составляет 1—100 Вт-с. При работе в непрерывном режиме мощность лазера достигает 500 Вт.
Жидкостные, полупроводниковые, рентгеновые лазеры и лазеры на красителях в настоящее время находятся в стадии разработки. Существенное повышение мощности возможно при использовании газодинамического лазера. У этих лазеров смесь газов, например азота, углекислого газа и паров воды, нагревается при давлении 1,5—1,6 МПа до высокой температуры (1400 К). Скорость распространяющейся в течение короткого времени струи газовой смеси, вытекающей из батареи сопла, во много раз превышает скорость звука. Освобождающаяся лазерная мощность (описанный процесс аналогичен обычной оптической накачке в твердотельных лазерах) может достигнуть 60 кВт.
В химических лазерах с преобразованием частоты процесс накачки осуществляется химическим возбуждением лазера. Энергия, выделяющаяся при экзотермической химической цепной реакции, сообщается возбуждаемой среде (CO2). Таким образом, накачка углекислого лазера осуществляется химическим путем. В импульсном режиме при длительной мощности 30 мкс пиковая мощность достигает 200 кВт.
Лазер для сварки и обработки материалов должен иметь волновой спектр излучения, соответствующий малой отражающей способности и возможно большему коэффициенту поглощения обрабатываемым материалом.При большой удельной энергии в фокусном пятне материал в точке встречи его с лучом испаряется. Этот эффект используют при сверлении и резке лазерным лучом. При сварке, особенно при работе лазера в непрерывном режиме, испарение нежелательно, так как луч лазера экранируется образующейся плазмой. Диаметр фокусного пятна и скорость сварки (при работе лазера в импульсном режиме — длительность и частота импульсов) выбирают так, чтобы не было испарения при достаточном времени для расплавления материала в точке его встречи с лучом лазера.
Границы применимости
Границы применимости определяются, прежде всего, типом лазеров и способом их использования.
Группы материалов: тугоплавкие материалы, имеющие высокую теплопроводность, например Au, Ag, Си и Аl; комбинированные биметаллы.
Основные комбинации свариваемых материалов показаны на рис. ЛЗ-2.
Область использования: приборы точной механики и электронное оборудование; детали часов; самолетостроение; обрабатываемые прецизионные
детали большой толщины (например, кольца шарикоподшипников, колеса редукторов).
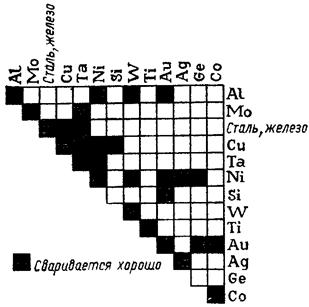
Рис. ЛЗ-2. Сочетания свариваемых материалов при лазерной сварке.
Все темы данного раздела:
Сущность сварки давлением.
Состоит в непрерывном или прерывистом пластическом деформировании металла по кромкам свариваемых частей. Пластическое деформирование достигается статической или динамической нагрузкой, под которой
Сварные соединения.
Сварным соединением называется участок конструкции или изделия, отдельные части которого соединены с помощью сварки.
Сварные швы.
Сварным швом называется закристаллизовавшийся металл, который в процессе сварки был в жидком состоянии (рис. 2.3).
Обозначение сварочных швов на чертежах.
Условное изображение, обозначающее, на чертежах шов сварного соединения устанавливается ГОСТом 2312-72, ЕСКД.
Видимый шов – это сплошная основная линия, невидимый – штриховая линия, сварна
Вольфрамовые электроды.
ГОСТ 23949-80. Температура плавления 3395°С, диаметр 0,5…10мм, длина стандартная 75, 150, 200, 300мм, изготавливаются из чистого вольфрама. Изготавливаются путем порошковой металлургии – сначала пр
Покрытые электроды.
Назначение покрытия – создание газовой или шлаковой защиты (от газов из окружающего воздуха).
Раскисление – это связывание и вывод кислорода.
Легирование – это придание специальны
Виды покрытия.
1. Кислые (А) – окислы железа, марганца, кремния. Сварка осуществляется в любом положении, на любом токе, по не зачищенным покрытиям. Применяются для неответственных конструкций, много брызг, токси
Обозначение и маркировка покрытых электродов.
Э42А – УОНИИ 13/45 – 30 – УДГ2
Е41 2 (5) – Б10
Э42А – тип электрода (относится к стержню)
Э – электрод
42 – предел прочнос
Параметры и режимы РДС. Выбор и расчет.
Режим сварки – это совокупность ряда параметров сварочного процесса обеспечивающих устойчивое горение дуги и получение сварочных швов заданного размера и качества.
Параметры РДС разделяютс
Диаметр электрода.
Диаметр электрода зависит от толщины основного металла, марки стали, формы разделки, положения шва и вида соединения.
Таблица 1. Выбор диаметра электрода от толщины металла.
Величина сварочного тока.
Определяется по формуле: Iсв=Fэл.g
Fэл – это площадь поперечного сечения электрода
Fэл=pd2/4
Iсв=g.pd2/4
Таблица 2. Коэффициент γ
Влияние основных параметров на форму шва.
1. При увеличении Iсв (все остальное const) все параметры шва увеличиваются (е, q, g).
2. При увеличении dэ (все остальные const).
3. Род и полярность тока: прямая и переменная
Определение площади поперечного сечения.
Fн=F1+2F2+F3
F1=0,75e.q
2F2=(S-c)2.tga/2
F3=b.S
Определение числа проходо
Техника РДС.
1. Манипуляция электрода.
2. Заполнение разделки.
3. Сварка швов различной длинны.
· Короткий, 0 – 300 мм, весь электрод. Варится в один проход.
· Средние, обычн
Оборудование сварочного поста для ручной дуговой сварки покрытыми электродами
Сварочным постом называется рабочее место электросварщика, оборудованное комплектом соответствующей аппаратуры и приспособлений. От правильной организации рабочего места в значительной мере завис
Мероприятия по повышению производительности труда.
Два вида:
1. организационные:
· рациональное расположение инструментов на рабочем месте.
· Применение механических устройств для основных и вспомогательных работ.
Сущность автоматической сварки под слоем флюса (АСФ)
По степени механизации процесса сварка под флюсом классифицируется на полуавтоматическую, автоматическую.
Стальная сварочная проволока.
ГОСТ 2246-70 предусматривает три группы проволок:
· низкоуглеродистых – 6 марок
· легированных – 30 марок
· высоколегированных – 39 марок
Предназначена для сварк
Флюсы для дуговой сварки и ЭШС.
Функции:
1. Физическая изоляция сварочной ванны от атмосферы. Лучше изоляция у флюсов с большой объемной массой (плотностью). Обычно с мелкими гранулами плотного строения, но в этом случае
Швы сварных соединений.
Форма разделки кромок и швов различны соединений для механизированной сварки под флюсом, регламентируется следующими стандартами:
ГОСТ 8713-79 “Швы сварных соединений. Автоматическая и пол
Параметры режима механизированной сварки под флюсом и их влияние на геометрию сварного соединения.
1. Сила сварочного тока. С увеличением Iсв повышается давление дуги, производительность сварки возрастает, глубина проплавления увеличивается, ширина шва та же. Необходимо увеличить напряжение, выс
Особенности техники АСФ.
Сварка стыковых швов.
По характеру выполнения односторонние и двусторонние. При сварку односторонних швов существует опасность протекания жидкого металла и шлака в зазор, образуя пр
Сварка двусторонних стыковых швов.
Соединение собирается с одинаковым зазором по всей длине. Сварка, как правило, на весу. Обеспечивается такой режим сварки, при котором обеспечивается провар на 60 – 70 % от всей толщины (при всей т
АСФ кольцевых швов.
Кольцевые швы применяют для сварки стыковых труб, обечаек, фланцев и др. Сварку кольцевых стыковых сосудов большого диаметра (больше 800мм) обычно начинают изнутри, используя снаружи флюсовые подуш
АСФ угловых швов.
Угловые швы при АСФ могут выполняться как вертикальным, так и наклонным электродом.
Сварку наклонным электродом применяют, когда электрод невозможно установить в другом положении.
Сварочный трактор – переносной самоходный сварочный аппарат, перемещающийся вдоль кромок или непосредственно по изделию, по направляющим или без них.
Подвесной сварочный аппарат – сварочная головка с системой механизмов корректировок, кассетой для проволоки, закрепленная не подвижного. При использовании подвесного сварочного аппарата пере
Самоходные сварочные автоматы.
Основные узлы:
1. Механизм подачи электродной проволоки или ленты.
2. Токоподводящие устройства (мундштуки, горелки).
3. Механизмы или системы механизмов настроечн
Механизм подачи сварочной проволоки.
Состоит из электродвигателя, редуктора (понижающего число оборотов); системы подающих и прижимающих роликов. Характеризуется типом, диаметром и скоростью подачи проволоки.
Принцип работ
Токоподводящие устройства.
Обеспечивают направление электрода в зону горения дуги и подвод к нему сварочного тока. Причем в аппаратах под флюсом называется мундштук, для аппаратов в среде защитных газов – горелкой.
Механизмы настроечных перемещений электрода.
В общем случае сварочный автомат должен иметь механизмы настроечного перемещения конца электрода вдоль трех осей декартовых координат и его наклона в двух плоскостях, параллельно и перпендикулярно
Устройство для размещения электродного материала.
Выбираются в зависимости от исполнения аппарата и применяемых форм поставки проволоки.
Флюсоаппарыты.
По способу создания потока воздуха делятся на 3 группы:
1. Всасывающие – работают на разреженном воздухе;
2. Нагнетающие – на сжатом воздухе;
3. Смешанные – на одних учас
Самоходные тележки.
Тележки самоходного типа являются одновременно корпусом, на котором крепятся остальные узлы автомата. Существует несколько разновидностей привода тележки. Используется ступенчатое или плавное регул
Системы управления сварочными автоматами.
В течении цикла сварки необходимо выполнить минимум 5 операций:
I – возбуждение дуги.
Существует несколько способов:
а) возбуждение дуги на скорости подач
Роликовые копиры.
Предназначены для направления электродной проволоки по кромкам, разделанным под сварку. Копир состоит из двух или
Сварочные трактора.
Сварочным трактором называется аппарат для автоматической сварки, имеющий две отличительные особенности:
1. При сварке он движется непосредственно по изделию или по легкому переносному рел
Сущность, технология и техника сварки в защитных газах.
Сварочные материалы.
Электродная проволока (см. АСФ)
Неплавящиеся электроды (см. РДС)
Защитные газы.
Инертные: аргон, гелий, азот (редко). Инертные газы применяются для
Параметры режима сварки и их влияние на форму и размеры шва.
1. Диаметр электрода: 0,5¸3,0мм. Фактически: 0,8¸2,5 мм. Зависит от толщины металла и положения соединения в пространстве. С уменьшением dэ повышается устойчивость горения, увеличиваетс
Расчет и выбор параметров режима.
Режим сварки в защитных газах составляет те же параметры, что при АСФ, кроме расхода газа. Устойчивое горение дуги должно обеспечиваться при j=100А/мм2, при этом обычно наступает струйны
Аргонодуговая (АрДС) сварка неплавящимся электродом.
Целесообразная сварка металла 1¸10мм и тавровых соединений с катетом 2 – 8мм, а также заварка корня шва металлов большой толщины. Свариваются низколегированные, высоколегированные стали, Al,
Технология механизированной сварки порошковой и самозащитной проволокой
Сварка порошковой проволокой — дуговая сварка, выполняемая плавящимся электродом из порошковой проволоки.
Сварку порошковой проволокой можно выполнять открытой дугой без дополнительной
Оборудование для сварки в защитных газах
Полуавтоматическая сварка является наиболее распространенной механизированной сваркой. Для неё применяются шланговые полуавтоматы с различными горелками. Специальные полуавтоматы, использующие меха
Газовые сопла.
Газовые сопла служат для направления защитного газа в зону сварки. Форма сопла и его размеры определяют ламинарность газового потока и надежную защиту расплавленного металла сварного соединения.
Система управления.
Рис. 4.7 Блок-схема системы управления сварочным полуавтоматом: 1 – источник питания, 2 – система управ
Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
К газовой аппаратуре, используемой при сварке в защитных газах, относят баллоны, газовые редукторы, подогреватели
Современные сварочные полуавтоматы.
Рассмотрим конструктивные особенности наиболее распространенных типов сварочных полуавтоматов.
Однокорпусные полуавтоматы. Их подающий механизм и система управления размещ
Сущность электрошлаковой сварки
Особенности процесса ЭШС.
1. Отсутствие дугового разряда, что исключает разбрызгивание металла и шлака.
2. Подготовка кромок достаточно проста, требует скоса, что сокращает отходы.
3. За один проход можно
Применение.
Основной областью применения ЭШС является тяжелое машиностроение, где с помощью ЭШС изготавливаются барабаны паровых котлов высокого давления, кожухи доменных печей, станины больших станков, валы г
Соединения и швы.
Регламентируются ГОСТ 15164. Предусматривается три типа соединений: стыковые, угловые, тавровые, начиная с толщины 16 мм. По стандарту обозначается:
ШЭ – электрошлаковая
ШМ – с му
Параметры режима ЭШС и их влияние на форму шва.
1. Ширина зазора (зависит от толщины).
Таблица 5.1 Зависимость ширины зазора от толщины.
S, [мм]
16 – 30
30 – 80
8
Техника электрошлаковой сварки
Электрошлаковой сваркой изготовляют стыковые, угловые и тавровые соединения. Стыковые соединения обычно собирают на П - образных скобах (рис. 5.5), временно привариваемых с одной стороны стыка. Эти
Аппараты рельсового типа
Эти аппараты перемещаются вдоль шва по вертикально установленным рельсам или специальным направляющим, укрепленным на свариваемом изделии параллельно шву. Рельсы или специальные направляющие сна
Аппараты безрельсового типа
Аппараты подвесного типа
В аппаратах этого типа, как правило, отсутствует механизм для сварочного движения, что делает их достаточно простыми и портативными. Обычно в состав таких аппаратов входит механизм подачи электродо
Сущность газокислородной сварки
Горючие газы.При газопламенной обработке (сварке, резке, поверхностной обработке, пайке) в качестве источника теплоты используется газовое пламя — пламя горючего газа, сжигаемого
Технология кислородной резки
Сущность кислородной резки.Кислородной резкой называют способ разделения металла, основанный на использовании для его нагрева до температуры воспламенения-теплоты
Дуговые и лучевые виды резки металлов
Интенсивный нагрев металла электрической дугой успешно используется в технике не только для сварки, но и для резки металла (рис. 10). Нашли применение следующие способы дуговой ре
Оборудование и аппаратура для газовой сварки и резки
Ацетиленовые генераторы. Ацетиленовым генератором называется аппарат, служащий для получения ацетилена при разложении карбида кальция водой.
Требования безопасности труда при газовой сварке, и резке
Основными источниками опасности при газовой сварке и резке являются:
взрывы ацетиленовых генераторов от обратных ударов пламени, если не срабатывает водяной затвор;
взрывы кислоро
Лучевые способы сварки.
ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА (ELs-)
Этот способ сварки основан на использовании энергии, высвобождаемой при торможении потока ускоренных электронов в свариваемых материалах. Преобразование
Сущность и основы электроконтактных способов сварки.
ЭЛЕКТРОКОНТАКТНАЯ СВАРКА
Точечная сварка
Схема точечной сварки показана на рис, 1, 2.
Сварка вращающимся трансформатором.
Ток подводится к одной стороне детали роликовыми электродами, несущими вращающийся сварочный трансформатор, а сжатие кромок производится боковыми нажимными роликами. Сварка осуществляется непреры







Новости и инфо для студентов