Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
Газовая аппаратура, применяемая в автоматах для сварки в защитных газах - Лекция, раздел Высокие технологии, ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ И ДАВЛЕНИЕМ ...
К газовой аппаратуре, используемой при сварке в защитных газах, относят баллоны, газовые редукторы, подогреватели и осушители газа, расходомеры, смесители газов, электромагнитные газовые клапаны и газоэлектрические горелки.
Баллоны (рис. 5) предназначены для хранения и транспортирования защитного газа под высоким давлением. Наибольшее применение имеют баллоны емкостью 40 дм3, размеры и масса которых приведены ниже (масса указана без вентилей, колпаков, колец и башмаков).
Все газы, кроме углекислого, находятся в баллонах в сжатом состоянии, а углекислый газ—в жидком состоянии.
Редуктор (рис. 89) предназначен для понижения давления газа, поступающего в него из баллона или
распределительного трубопровода, и автоматического поддержания постоянным заданного рабочего давления.
Давление газа в баллоне показывает манометр высокого давления 2. Защитный газ из баллона поступает в камеру высокого давления 1 проходит через приоткрытый пружиной 8 клапан 11 и поступает в камеру низкого давления 10. При прохождении через клапан газ преодолевает значительное сопротивление, в результате чего давление за клапаном, т. е в камере низкого давления, снижается. Это давление показывает манометр низкого давления 3. Из камеры низкого давления защитный газ через
вентиль 6 направляется в сварочную головку (держатель). Автоматическое поддержание рабочего давления в редукторе постоянным происходит следующим образом. С уменьшением расхода газа давление его в камере низкого давления будет возрастать, и он с большей силой будет давить на мембрану 7, которая отойдет вниз и сожмет пружину 8. При этом пружина 4 прикроет клапан 11 и будет держать его в
таком положении до тех пор, пока давление в камере 10 (низкого рабочего давления) не станет вновь равным первоначальному. Наоборот, с увеличением расхода газа давление его в камере низкого давления уменьшается, мембрана под действием пружины 8 перемещается вверх и открывает клапан.
Таким образом, автоматически регулируется подача защитного газа из камеры высокого в камеру низкого давления и тем самым поддерживается постоянным рабочее давление. При случайном повышении давления свыше допустимого в камере низкого давления откроется предохранительный клапан 5 и сжатый газ выйдет в атмосферу.
Регулирование рабочего давления защитного газа производится следующим образом. При ввертывании регулировочного винта 9 сжимаются пружины 8 и 4, открывается клапан 11 и давление в камере низкого давления повышается. Чем больше открыт клапан, тем большее количество газа будет приходить через него и тем выше будет рабочее давление газа. При вывертывании винта 9, наоборот, клапан 11 прикрывается и давление газа в камере 10 уменьшается.
При сварке в среде аргона применяют редукторы АР-10, АР-40 или АР-150. При сварке в углекислом газе или в его смесях используют редукторы обратного действия, одновременно являющиеся расходомерами (рис. 90),—У-30 и ДЗД-1-59М. Возможно применение также обычных кислородных редукторов, например РК-53, РКД-8-61 и др.
Подогреватель (рис. 8) предназначен для подогрева углекислого газа, поступающего из баллона в редуктор, с целью предотвращения замерзания редуктора. При большом расходе углекислого газа (вследствие поглощения теплоты при испарении жидкого углекислого газа) температура газа понижается, что может привести к замерзанию имеющейся в нем влаги и закупорке каналов редуктора.
Подогреватель используют при сварке в углекислом газе. Он состоит из корпуса 1, трубки-змеевика 3, по которой проходит углекислый газ, кожуха 2, теплоизоляции 4 и нагревательного элемента 5 из хромоникелевой проволоки, расположенного внутри змеевика. Подогреватель крепят к баллону накидной гайкой 6. Питание его осуществляют постоянным током напряжением 20 В или переменным током напряжением 36 В. Провода от шкафа управления присоединяют к зажимам 7.
Осушитель, применяемый при использовании влажного углекислого газа для поглощения из него влаги, может быть высокого и низкого давления.
Осушитель высокого давления, устанавливаемый до понижающего редуктора, имеет малые размеры и требует частой замены влагопоглотителя, что неудобно в работе.
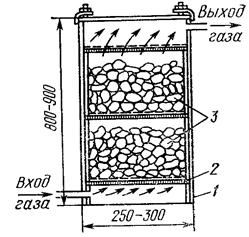
Предредукторный осушитель газа (рис. 9) служит для поглощения влаги, содержащейся в газе, и устанавливается после подогревателя газа. Он состоит из корпуса 7, в который сверху и снизу вставлены сетчатые шайбы 4. С внутренней стороны корпуса перед шайбами установлены фильтры 5 из стекловаты. Внутренняя часть корпуса заполнена осушителем. В качестве поглотителя влаги используется обезвоженный медный купорос CuSO4 · 5НдО или силикагель марки ШСМ. Перед заполнением осушителя купорос или силикагель необходимо прокалить в течение 2 часов при температуре 200° С. С помощью гайки 2 втулка 1 через пружину 3 сжимает массу осушителя до полного уплотнения.
Осушитель рассчитан на осушку 30-35 м3 (т. е 4-6 баллонов) углекислого газа при одной зарядке.
Осушитель низкого давления (рис. 10), имеющий значительные размеры, устанавливают после понижающего редуктора; он не требует частой замены влагопоглотителя. Осушители низкого давления целесообразно применять главным образом при централизованной газовой разводке.
В качестве поглотителя используют силикагель или алюмогликоль, реже - медный купорос и хлористый кальций. Силикагель и медный купорос, насыщенные влагой, поддаются восстановлению путем прокаливания при 250—300 °С.
Расходомеры предназначены для измерения расхода защитного газа. Они могут быть поплавкового и дроссельного типов. Расходомер поплавкового типа—ротаметр (рис. 11,а) — состоит из стеклянной трубки1 с коническим отверстием. Трубка располагается вертикально, широким концом отверстия вверх. Внутри трубки находится легкий поплавок 2, который может свободно в ней перемещаться. При прохождении снизу вверх газ будет поднимать поплавок до тех пор, пока зазор между ним и стенкой трубки не достигнет величины, при которой напор струи газа уравновешивает массу поплавка. Чем больше расход газа и его плотность, тем выше поднимается поплавок. Ротаметр снабжен шкалой 5, тарированной по расходу воздуха. Для пересчета на расход защитных газов пользуются графиками. Общий вид ротаметра РС-3 показан на рис. 11,б.
Расходомер дроссельного типа (рис. 11,б) построен на принципе измерения перепада давления на участках до и после дросселирующей диафрагмы 3 (P1 и P2), который зависит от расхода газа и замеряется манометрами 4. О примерном расходе защитного газа можно судить также по показанию манометра низкого давления газового редуктора. Для этого на выходе редуктора устанавливают дроссельную шайбу (дюзу) с небольшим калиброванным отверстием. Скорость истечения газа через его отверстие, а, следовательно, и расход газа будут пропорциональны давлению газа в рабочей камере. Этот принцип использован в редукторе У-30, где манометр 8 (см. рис. 7) показывает непосредственно расход газа, а не давление в рабочей камере. С этой целью редуктор снабжен двумя дюзами 9 и 13 с калиброванными отверстиями разных диаметров. Поворотом корпуса клапана 11 предельного давления против соответствующей дюзы устанавливают канал 10, каждому положению которого соответствует деление шкалы на манометре 8.
Смесители предназначены для получения смесей газов CO2+O2 и CO2+Ar + O2. Постовой смеситель УКП-1-71 для получения смеси газов CO2+ O2, отбираемых из баллонов, и автоматического поддержания постоянным заданного состава и расхода газовой смеси состоит из регулятора давления с редуктором ДКП-1-65 и узла смешения газов. Изменяют, состав смеси, заменой дюз. Рамповый смеситель УКР-1-72 позволяет получить смесь CO2+ O2 при отборе кислорода от рампы баллонов, а углекислого газа — от изотермической емкости, предназначенной для сжиженного переохлажденного диоксида углерода. Смеситель обеспечивает питание газом 10—50 сварочных постов.
Газовый клапан, используемый для экономии защитного газа, следует устанавливать по возможности ближе к сварочной горелке; иногда его встраивают в ее ручку. Наибольшее распространение получили электромагнитные газовые клапаны. Газовый клапан следует включать так, чтобы была обеспечена предварительная (до зажигания дуги) подача защитного газа, и выключать — после обрыва дуги и полного затвердевания кратера шва.
Перепускную рампу применяют для подачи в сварочный цех защитного газа при значительном его расходе. Она состоит из двух групп поочередно подключаемых баллонов, коллектора с газовой аппаратурой и трубопровода, по которому защитный газ подается к сварочным постам. Трубопроводы для подачи углекислого газа и его смесей окрашивают в черный цвет.
Лекция... Введение... г Петров открытие электрической дуги г Бенардос Н Н запантетовал сварку металлов электрической дугой между угольными электродами...
Сущность сварки давлением.
Состоит в непрерывном или прерывистом пластическом деформировании металла по кромкам свариваемых частей. Пластическое деформирование достигается статической или динамической нагрузкой, под которой
Сварные соединения.
Сварным соединением называется участок конструкции или изделия, отдельные части которого соединены с помощью сварки.
Сварные швы.
Сварным швом называется закристаллизовавшийся металл, который в процессе сварки был в жидком состоянии (рис. 2.3).
Обозначение сварочных швов на чертежах.
Условное изображение, обозначающее, на чертежах шов сварного соединения устанавливается ГОСТом 2312-72, ЕСКД.
Видимый шов – это сплошная основная линия, невидимый – штриховая линия, сварна
Вольфрамовые электроды.
ГОСТ 23949-80. Температура плавления 3395°С, диаметр 0,5…10мм, длина стандартная 75, 150, 200, 300мм, изготавливаются из чистого вольфрама. Изготавливаются путем порошковой металлургии – сначала пр
Покрытые электроды.
Назначение покрытия – создание газовой или шлаковой защиты (от газов из окружающего воздуха).
Раскисление – это связывание и вывод кислорода.
Легирование – это придание специальны
Виды покрытия.
1. Кислые (А) – окислы железа, марганца, кремния. Сварка осуществляется в любом положении, на любом токе, по не зачищенным покрытиям. Применяются для неответственных конструкций, много брызг, токси
Параметры и режимы РДС. Выбор и расчет.
Режим сварки – это совокупность ряда параметров сварочного процесса обеспечивающих устойчивое горение дуги и получение сварочных швов заданного размера и качества.
Параметры РДС разделяютс
Диаметр электрода.
Диаметр электрода зависит от толщины основного металла, марки стали, формы разделки, положения шва и вида соединения.
Таблица 1. Выбор диаметра электрода от толщины металла.
Величина сварочного тока.
Определяется по формуле: Iсв=Fэл.g
Fэл – это площадь поперечного сечения электрода
Fэл=pd2/4
Iсв=g.pd2/4
Таблица 2. Коэффициент γ
Влияние основных параметров на форму шва.
1. При увеличении Iсв (все остальное const) все параметры шва увеличиваются (е, q, g).
2. При увеличении dэ (все остальные const).
3. Род и полярность тока: прямая и переменная
Мероприятия по повышению производительности труда.
Два вида:
1. организационные:
· рациональное расположение инструментов на рабочем месте.
· Применение механических устройств для основных и вспомогательных работ.
Стальная сварочная проволока.
ГОСТ 2246-70 предусматривает три группы проволок:
· низкоуглеродистых – 6 марок
· легированных – 30 марок
· высоколегированных – 39 марок
Предназначена для сварк
Флюсы для дуговой сварки и ЭШС.
Функции:
1. Физическая изоляция сварочной ванны от атмосферы. Лучше изоляция у флюсов с большой объемной массой (плотностью). Обычно с мелкими гранулами плотного строения, но в этом случае
Швы сварных соединений.
Форма разделки кромок и швов различны соединений для механизированной сварки под флюсом, регламентируется следующими стандартами:
ГОСТ 8713-79 “Швы сварных соединений. Автоматическая и пол
Особенности техники АСФ.
Сварка стыковых швов.
По характеру выполнения односторонние и двусторонние. При сварку односторонних швов существует опасность протекания жидкого металла и шлака в зазор, образуя пр
Сварка двусторонних стыковых швов.
Соединение собирается с одинаковым зазором по всей длине. Сварка, как правило, на весу. Обеспечивается такой режим сварки, при котором обеспечивается провар на 60 – 70 % от всей толщины (при всей т
АСФ кольцевых швов.
Кольцевые швы применяют для сварки стыковых труб, обечаек, фланцев и др. Сварку кольцевых стыковых сосудов большого диаметра (больше 800мм) обычно начинают изнутри, используя снаружи флюсовые подуш
АСФ угловых швов.
Угловые швы при АСФ могут выполняться как вертикальным, так и наклонным электродом.
Сварку наклонным электродом применяют, когда электрод невозможно установить в другом положении.
Самоходные сварочные автоматы.
Основные узлы:
1. Механизм подачи электродной проволоки или ленты.
2. Токоподводящие устройства (мундштуки, горелки).
3. Механизмы или системы механизмов настроечн
Механизм подачи сварочной проволоки.
Состоит из электродвигателя, редуктора (понижающего число оборотов); системы подающих и прижимающих роликов. Характеризуется типом, диаметром и скоростью подачи проволоки.
Принцип работ
Токоподводящие устройства.
Обеспечивают направление электрода в зону горения дуги и подвод к нему сварочного тока. Причем в аппаратах под флюсом называется мундштук, для аппаратов в среде защитных газов – горелкой.
Механизмы настроечных перемещений электрода.
В общем случае сварочный автомат должен иметь механизмы настроечного перемещения конца электрода вдоль трех осей декартовых координат и его наклона в двух плоскостях, параллельно и перпендикулярно
Флюсоаппарыты.
По способу создания потока воздуха делятся на 3 группы:
1. Всасывающие – работают на разреженном воздухе;
2. Нагнетающие – на сжатом воздухе;
3. Смешанные – на одних учас
Самоходные тележки.
Тележки самоходного типа являются одновременно корпусом, на котором крепятся остальные узлы автомата. Существует несколько разновидностей привода тележки. Используется ступенчатое или плавное регул
Системы управления сварочными автоматами.
В течении цикла сварки необходимо выполнить минимум 5 операций:
I – возбуждение дуги.
Существует несколько способов:
а) возбуждение дуги на скорости подач
Роликовые копиры.
Предназначены для направления электродной проволоки по кромкам, разделанным под сварку. Копир состоит из двух или
Сварочные трактора.
Сварочным трактором называется аппарат для автоматической сварки, имеющий две отличительные особенности:
1. При сварке он движется непосредственно по изделию или по легкому переносному рел
Сварочные материалы.
Электродная проволока (см. АСФ)
Неплавящиеся электроды (см. РДС)
Защитные газы.
Инертные: аргон, гелий, азот (редко). Инертные газы применяются для
Параметры режима сварки и их влияние на форму и размеры шва.
1. Диаметр электрода: 0,5¸3,0мм. Фактически: 0,8¸2,5 мм. Зависит от толщины металла и положения соединения в пространстве. С уменьшением dэ повышается устойчивость горения, увеличиваетс
Расчет и выбор параметров режима.
Режим сварки в защитных газах составляет те же параметры, что при АСФ, кроме расхода газа. Устойчивое горение дуги должно обеспечиваться при j=100А/мм2, при этом обычно наступает струйны
Аргонодуговая (АрДС) сварка неплавящимся электродом.
Целесообразная сварка металла 1¸10мм и тавровых соединений с катетом 2 – 8мм, а также заварка корня шва металлов большой толщины. Свариваются низколегированные, высоколегированные стали, Al,
Оборудование для сварки в защитных газах
Полуавтоматическая сварка является наиболее распространенной механизированной сваркой. Для неё применяются шланговые полуавтоматы с различными горелками. Специальные полуавтоматы, использующие меха
Газовые сопла.
Газовые сопла служат для направления защитного газа в зону сварки. Форма сопла и его размеры определяют ламинарность газового потока и надежную защиту расплавленного металла сварного соединения.
Система управления.
Рис. 4.7 Блок-схема системы управления сварочным полуавтоматом: 1 – источник питания, 2 – система управ
Современные сварочные полуавтоматы.
Рассмотрим конструктивные особенности наиболее распространенных типов сварочных полуавтоматов.
Однокорпусные полуавтоматы. Их подающий механизм и система управления размещ
Особенности процесса ЭШС.
1. Отсутствие дугового разряда, что исключает разбрызгивание металла и шлака.
2. Подготовка кромок достаточно проста, требует скоса, что сокращает отходы.
3. За один проход можно
Применение.
Основной областью применения ЭШС является тяжелое машиностроение, где с помощью ЭШС изготавливаются барабаны паровых котлов высокого давления, кожухи доменных печей, станины больших станков, валы г
Соединения и швы.
Регламентируются ГОСТ 15164. Предусматривается три типа соединений: стыковые, угловые, тавровые, начиная с толщины 16 мм. По стандарту обозначается:
ШЭ – электрошлаковая
ШМ – с му
Техника электрошлаковой сварки
Электрошлаковой сваркой изготовляют стыковые, угловые и тавровые соединения. Стыковые соединения обычно собирают на П - образных скобах (рис. 5.5), временно привариваемых с одной стороны стыка. Эти
Аппараты рельсового типа
Эти аппараты перемещаются вдоль шва по вертикально установленным рельсам или специальным направляющим, укрепленным на свариваемом изделии параллельно шву. Рельсы или специальные направляющие сна
Аппараты подвесного типа
В аппаратах этого типа, как правило, отсутствует механизм для сварочного движения, что делает их достаточно простыми и портативными. Обычно в состав таких аппаратов входит механизм подачи электродо
Сущность газокислородной сварки
Горючие газы.При газопламенной обработке (сварке, резке, поверхностной обработке, пайке) в качестве источника теплоты используется газовое пламя — пламя горючего газа, сжигаемого
Технология кислородной резки
Сущность кислородной резки.Кислородной резкой называют способ разделения металла, основанный на использовании для его нагрева до температуры воспламенения-теплоты
Дуговые и лучевые виды резки металлов
Интенсивный нагрев металла электрической дугой успешно используется в технике не только для сварки, но и для резки металла (рис. 10). Нашли применение следующие способы дуговой ре
Требования безопасности труда при газовой сварке, и резке
Основными источниками опасности при газовой сварке и резке являются:
взрывы ацетиленовых генераторов от обратных ударов пламени, если не срабатывает водяной затвор;
взрывы кислоро
Лучевые способы сварки.
ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА (ELs-)
Этот способ сварки основан на использовании энергии, высвобождаемой при торможении потока ускоренных электронов в свариваемых материалах. Преобразование
Границы применимости
Размеры: микроплазменную сварку рекомендуют для металла толщиной s = 0,01—1 мм; сварку сжатой дугой для s = 0,8—25 мм.
Группы материалов: углеродистые, низко- и высоколегированные стали;
Сварка вращающимся трансформатором.
Ток подводится к одной стороне детали роликовыми электродами, несущими вращающийся сварочный трансформатор, а сжатие кромок производится боковыми нажимными роликами. Сварка осуществляется непреры
Хотите получать на электронную почту самые свежие новости?
Подпишитесь на Нашу рассылку
Наша политика приватности обеспечивает 100% безопасность и анонимность Ваших E-Mail

 К газовой аппаратуре, используемой при сварке в защитных газах, относят баллоны, газовые редукторы, подогреватели и осушители газа, расходомеры, смесители газов, электромагнитные газовые клапаны и газоэлектрические горелки.
К газовой аппаратуре, используемой при сварке в защитных газах, относят баллоны, газовые редукторы, подогреватели и осушители газа, расходомеры, смесители газов, электромагнитные газовые клапаны и газоэлектрические горелки. Редуктор (рис. 89) предназначен для понижения давления газа, поступающего в него из баллона или
Редуктор (рис. 89) предназначен для понижения давления газа, поступающего в него из баллона или


 вентиль 6 направляется в сварочную головку (держатель). Автоматическое поддержание рабочего давления в редукторе постоянным происходит следующим образом. С уменьшением расхода газа давление его в камере низкого давления будет возрастать, и он с большей силой будет давить на мембрану 7, которая отойдет вниз и сожмет пружину 8. При этом пружина 4 прикроет клапан 11 и будет держать его в
вентиль 6 направляется в сварочную головку (держатель). Автоматическое поддержание рабочего давления в редукторе постоянным происходит следующим образом. С уменьшением расхода газа давление его в камере низкого давления будет возрастать, и он с большей силой будет давить на мембрану 7, которая отойдет вниз и сожмет пружину 8. При этом пружина 4 прикроет клапан 11 и будет держать его в

 Осушитель, применяемый при использовании влажного углекислого газа для поглощения из него влаги, может быть высокого и низкого давления.
Осушитель, применяемый при использовании влажного углекислого газа для поглощения из него влаги, может быть высокого и низкого давления. Предредукторный осушитель газа (рис. 9) служит для поглощения влаги, содержащейся в газе, и устанавливается после подогревателя газа. Он состоит из корпуса 7, в который сверху и снизу вставлены сетчатые шайбы 4. С внутренней стороны корпуса перед шайбами установлены фильтры 5 из стекловаты. Внутренняя часть корпуса заполнена осушителем. В качестве поглотителя влаги используется обезвоженный медный купорос CuSO4 · 5НдО или силикагель марки ШСМ. Перед заполнением осушителя купорос или силикагель необходимо прокалить в течение 2 часов при температуре 200° С. С помощью гайки 2 втулка 1 через пружину 3 сжимает массу осушителя до полного уплотнения.
Предредукторный осушитель газа (рис. 9) служит для поглощения влаги, содержащейся в газе, и устанавливается после подогревателя газа. Он состоит из корпуса 7, в который сверху и снизу вставлены сетчатые шайбы 4. С внутренней стороны корпуса перед шайбами установлены фильтры 5 из стекловаты. Внутренняя часть корпуса заполнена осушителем. В качестве поглотителя влаги используется обезвоженный медный купорос CuSO4 · 5НдО или силикагель марки ШСМ. Перед заполнением осушителя купорос или силикагель необходимо прокалить в течение 2 часов при температуре 200° С. С помощью гайки 2 втулка 1 через пружину 3 сжимает массу осушителя до полного уплотнения.
 Расходомеры предназначены для измерения расхода защитного газа. Они могут быть поплавкового и дроссельного типов. Расходомер поплавкового типа—ротаметр (рис. 11,а) — состоит из стеклянной трубки1 с коническим отверстием. Трубка располагается вертикально, широким концом отверстия вверх. Внутри трубки находится легкий поплавок 2, который может свободно в ней перемещаться. При прохождении снизу вверх газ будет поднимать поплавок до тех пор, пока зазор между ним и стенкой трубки не достигнет величины, при которой напор струи газа уравновешивает массу поплавка. Чем больше расход газа и его плотность, тем выше поднимается поплавок. Ротаметр снабжен шкалой 5, тарированной по расходу воздуха. Для пересчета на расход защитных газов пользуются графиками. Общий вид ротаметра РС-3 показан на рис. 11,б.
Расходомеры предназначены для измерения расхода защитного газа. Они могут быть поплавкового и дроссельного типов. Расходомер поплавкового типа—ротаметр (рис. 11,а) — состоит из стеклянной трубки1 с коническим отверстием. Трубка располагается вертикально, широким концом отверстия вверх. Внутри трубки находится легкий поплавок 2, который может свободно в ней перемещаться. При прохождении снизу вверх газ будет поднимать поплавок до тех пор, пока зазор между ним и стенкой трубки не достигнет величины, при которой напор струи газа уравновешивает массу поплавка. Чем больше расход газа и его плотность, тем выше поднимается поплавок. Ротаметр снабжен шкалой 5, тарированной по расходу воздуха. Для пересчета на расход защитных газов пользуются графиками. Общий вид ротаметра РС-3 показан на рис. 11,б. Расходомер дроссельного типа (рис. 11,б) построен на принципе измерения перепада давления на участках до и после дросселирующей диафрагмы 3 (P1 и P2), который зависит от расхода газа и замеряется манометрами 4. О примерном расходе защитного газа можно судить также по показанию манометра низкого давления газового редуктора. Для этого на выходе редуктора устанавливают дроссельную шайбу (дюзу) с небольшим калиброванным отверстием. Скорость истечения газа через его отверстие, а, следовательно, и расход газа будут пропорциональны давлению газа в рабочей камере. Этот принцип использован в редукторе У-30, где манометр 8 (см. рис. 7) показывает непосредственно расход газа, а не давление в рабочей камере. С этой целью редуктор снабжен двумя дюзами 9 и 13 с калиброванными отверстиями разных диаметров. Поворотом корпуса клапана 11 предельного давления против соответствующей дюзы устанавливают канал 10, каждому положению которого соответствует деление шкалы на манометре 8.
Расходомер дроссельного типа (рис. 11,б) построен на принципе измерения перепада давления на участках до и после дросселирующей диафрагмы 3 (P1 и P2), который зависит от расхода газа и замеряется манометрами 4. О примерном расходе защитного газа можно судить также по показанию манометра низкого давления газового редуктора. Для этого на выходе редуктора устанавливают дроссельную шайбу (дюзу) с небольшим калиброванным отверстием. Скорость истечения газа через его отверстие, а, следовательно, и расход газа будут пропорциональны давлению газа в рабочей камере. Этот принцип использован в редукторе У-30, где манометр 8 (см. рис. 7) показывает непосредственно расход газа, а не давление в рабочей камере. С этой целью редуктор снабжен двумя дюзами 9 и 13 с калиброванными отверстиями разных диаметров. Поворотом корпуса клапана 11 предельного давления против соответствующей дюзы устанавливают канал 10, каждому положению которого соответствует деление шкалы на манометре 8.





Новости и инфо для студентов