рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Производство
- /
- Причины появления и принципы CALS.
Реферат Курсовая Конспект
Причины появления и принципы CALS.
Причины появления и принципы CALS. - раздел Производство, ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ЛЕТАТЕЛЬНЫХ АППАРАТОВ Исторически По Ряду Объективных И Субъективных Причин Многие Подсистемы Сапр ...
Исторически по ряду объективных и субъективных причин многие подсистемы САПР и АСУ создавались как автономные системы, не ориентированные на взаимодействие с другими АС. При этом каждая из АС успешно решает определенный круг задач отдельного этапа проектирования изделий или помогает принимать решения по отдельным бизнес-процедурам этапов ЖЦИ. Но задача взаимодействия АС разных производителей и их подсистем зачастую не ставилась и не рассматривалась. Языки и форматы представления данных в разных программах не были согласованными, например данные конструкторского проектирования не отвечали требованиям к входным данным для программ проектирования технологических процессов.
Негативные последствия несогласованности лингвистического и информационного обеспечений разных АС наиболее выпукло проявляются при росте сложности систем, в проектировании которых задействовано несколько предприятий. Показательным примером является попытка в 80-е годы создания в США системы стратегической оборонной инициативы. Стало очевидным, что без информационного взаимодействия разных АС и их подсистем эффективность автоматизации оказывается низкой, а создание многих современных сложных технических изделий — неразрешимой проблемой.
Таким образом, дальнейший прогресс в области техники и промышленных технологий оказался в зависимости от решения проблем интеграции АС путем создания единого информационного пространства управления, проектирования, производства и эксплуатации изделий. Ответом на возникшие проблемы стало создание методологии компьютерного сопровождения и информационной поддержки промышленных изделий на всех этапах их жизненного цикла. Эта методология получила название CALS.
К основным целям CALS относится прежде всего создание принципиальной возможности дальнейшего технического прогресса по пути разработки и производства усложняющихся промышленных изделий. Но CALS позволяет повысить эффективность разработки и изготовления также большинства традиционных изделий, что выражается в повышении качества, сокращении материальных и временных затрат как на проектирование и производство, так и на эксплуатацию изделий.
Первоначально CALS создавалась как совокупность методов и средств решения логистических задач и аббревиатура CALS расшифровывалась как Computer Aided Logistics Systems. В дальнейшем сфера применения CALS расширилась и охватила все стороны информационной поддержки промышленных изделий, включая проектирование, управление предприятиями и технологическими процессами. Соответственно CALS получила новую интерпретацию и стала рассматриваться как Continuous Acquisition and Life cycle Support. В качестве русскоязычного эквивалента CALS принято сокращение ИПИ — информационная поддержка изделий.
Что же такое CALS в современном понимании? Используется несколько толкований.
В широком смысле слова CALS — это методология создания единого информационного пространства промышленной продукции, обеспечивающего взаимодействие всех промышленных автоматизированных систем. В этом смысле предметом CALS являются методы и средства как взаимодействия разных АС и их подсистем, так и сами АС с учетом всех видов их обеспечения. Практически синонимом CALS становится термин PLM (Product Lifecycle Management), широко используемый в последнее время ведущими производителями АС. Например, в компании Dassault Systemes под PLM понимают CAD-систему высокого уровня, интегрированную с системами PDM, CAE и АС ТПП.
В узком смысле слова CALS — это технология интеграции различных АС со своими лингвистическим, информационным, программным, математическим, методическим, техническим и организационным видами обеспечения. Основным назначением CALS-систем является обеспечение интероперабельности, целостности и безопасности данных.
К лингвистическому обеспечению CALS относятся языки и форматы данных о промышленных изделиях и процессах, используемые для представления и обмена информацией между АС и их подсистемами на различных этапах ЖЦИ.
Информационное обеспечение составляют базы данных, включающие сведения о промышленных изделиях, используемые разными системами в процессе проектирования, производства, эксплуатации и утилизации продукции. В состав информационного обеспечения входят также серии международных и национальных CALS-стандартов и спецификаций.
Программное обеспечение CALS представлено программными комплексами автоматизации проектирования и поддержки единого информационного пространства этапов ЖЦИ. Это прежде всего программно-методические комплексы высокоуровневых САПР и ERP, системы управления документами и документооборотом, системы PDM, средства разработки интерактивных электронных технических руководств и некоторые другие.
Математическое обеспечение CALS включает методы и алгоритмы создания и использования моделей проектируемых объектов, логистических процессов и процессов взаимодействия различных систем в CALS-технологиях.
Методическое обеспечение CALS представлено методиками выполнения таких процессов, как параллельное (совмещенное) проектирование и производство, структурирование сложных объектов, их функциональное и информационное моделирование, объектно-ориентированное проектирование, создание онтологий приложений.
К техническому обеспечению CALS относят аппаратные средства получения, хранения, обработки, визуализации данных при информационном сопровождении изделий. Взаимодействие разных частей виртуальных предприятий и систем, поддерживающих разные этапы ЖЦИ, происходит через линии передачи данных и сетевое коммутирующее оборудование. При этом широко используются возможности Internet и Web-технологий. Однако используемые технические средства не являются специфическими для CALS.
При реализации целей и задач CALS необходимо соблюдать основные принципы:
ü информационную поддержку всех этапов ЖЦИ;
ü единство представления и интерпретации данных в процессах информационного обмена между АС и их подсистемами, что обусловливает разработку онтологий приложений и соответствующих языков представления данных;
ü доступность информации для всех участников ЖЦИ в любое время и в любом месте, что обусловливает применение современных телекоммуникационных технологий;
ü унификацию и стандартизацию средств взаимодействия АС и их подсистем;
ü поддержку процедур совмещенного (параллельного) проектирования изделий.
Экономическая эффективность CALS в маркетинге продукции авиационно-космического машиностроения
Внедрение CALS-технологий дает возможность сквозного прослеживания жизненного цикла новых изделий от начала до завершения и его оптимизации еще на стадии маркетинговых исследований и предварительного (внешнего) проектирования новой продукции.
Для того чтобы наиболее эффективно использовать эту благоприятную возможность, предлагается создавать комплексную экономико-математическую модель ЖЦ проекта перспективного изделия и системы его обслуживания.
Такая модель должна включать в себя следующие составные части:
· экономико-математические модели процессов разработки перспективных изделий, технологической подготовки производства и серийного производства (с участием поставщиков комплектующих изделий, субподрядчиков и других исполнителей);
· экономико-математические модели процессов эксплуатации и послепродажного обслуживания перспективных изделий в парках потенциальных заказчиков.
На самых ранних стадиях ЖЦИ возникает задача внешнего проектирования, успешность решения которой во многом определяет потенциальный рыночный успех нового продукта. В отличие от рабочего проектирования на этой стадии формируется не конструкция будущего изделия в виде электронных чертежей, а набор его основных технико-экономических параметров — так называемое техническое лицо. Поэтому экономико-математические модели этапов ЖЦИ, например, модели эксплуатации авиатехники в парке авиакомпании, являются средством прогнозирования стоимости ЖЦИ, а значит, инструментом управления ЖЦИ и неотъемлемым элементом CALS-технологий.
Непосредственное экономико-математическое моделирование некоторых этапов ЖЦИ перспективной продукции может оказаться неприемлемо сложным. В этом случае придется создавать имитационные модели этапов ЖЦИ с использованием программно-аппаратных средств систем PDM/PLM и соответствующих стандартов представления информации.
Построенную комплексную модель жизненного цикла проекта необходимо продемонстрировать:
· потенциальным разработчикам и производителям перспективных изделий, исполнителям ТОиР — с целью оценки технической реализуемости и возможной стоимости реализации проекта;
· потенциальным заказчикам — с целью оценки конкурентоспособности и прогнозирования спроса.
Затем на основе замечаний и пожеланий, высказанных заинтересованными лицами, необходимо скорректировать параметры проекта. Далее описанный алгоритм повторяется итерационным образом (см. рис. 3.7)
|

Такой циклический алгоритм подобен циклу Деминга, или циклу PDCA (Plan — Do — Check — Act, планирование — осуществление — проверка — коррекция), известному в теории всеобщего менеджмента качества (TQM, Total Quality Management). В результате реализации предлагаемого алгоритма появляются благоприятные возможности. Потенциальные заказчики получают возможность прогнозировать индивидуальную (т.е. достижимую, например, в условиях данной авиакомпании или ВВС данной страны) экономическую (боевую) эффективность перспективных изделий и сервисных услуг, что сокращает риск заказчика при выборе того или иного производителя. Большая определенность эффективности новой продукции, выводимой на рынок, повышает ее привлекательность для потенциальных заказчиков и конкурентоспособность. При наличии наглядной имитационной модели ЖЦИ появляется возможность продемонстрировать потенциальным заказчикам не только летно-технические и технико-экономические характеристики будущей продукции, но также, что не менее важно, процессы ее производства и послепродажного обслуживания. Такая возможность чрезвычайно важна на современных конкурентных рынках продукции авиационно-космического машиностроения. Только наличие открытой и достоверной модели ЖЦИ обеспечивает заказчикам уверенность в том, что необходимые изделия будут созданы и поставлены в требуемые сроки, а также будет обеспечена их комплексная поддержка в эксплуатации.
Можно заранее оценить достаточность потенциала предприятия для реализации той или иной продуктовой стратегии и при необходимости запланировать меры по развитию потенциала (т.е. стратегическому развитию). В основе стратегии развития предприятия лежит так называемая продуктовая стратегия, определяющая, какие изделия и услуги, для каких заказчиков и в каком объеме предполагается выпускать. Таким образом, предлагаемая экономико-математическая модель ЖЦИ становится основным инструментом стратегического планирования развития предприятия. В частности, на основе имитационной модели ЖЦИ можно обоснованно планировать:
· обучение и наем персонала;•
· строительство или реконструкцию производственных мощностей;
· привлечение дополнительных заемных средств или акционерного капитала;
· привлечение субподрядчиков и поставщиков комплектующих изделий и производственных услуг.
По существу, на рисунке 1 схематично изображен механизм интегрированного управления инновациями, спросом на продукцию и развитием предприятий авиационно-космического машиностроения на основе цикла управления качеством.
Безусловно, имитационное моделирование ЖЦИ с последующей демонстрацией модели всем потенциальным участникам ЖЦИ весьма трудоемко. Необходимые для этого программно-аппаратные средства также недешевы.
Необходимо оценить экономическую эффективность предлагаемой организации маркетинга и внешнего проектирования продукции с использованием CALS-технологий, выявив и измерив основные источники экономического эффекта. Прежде всего, имитационное моделирование ЖЦИ и согласование параметров новых изделий со всеми участниками ЖЦИ позволяет существенно повысить точность прогнозов спроса на перспективные изделия и себестоимости их производства. Оценить, насколько существенно для предприятий авиационно-космического машиностроения достигаемое при этом повышение точности прогнозирования, позволит нижеприведенная модель. В рыночных условиях создание любого нового изделия (в том числе и в авиакосмической индустрии) начинается с разработки бизнес-плана. С экономической точки зрения основой бизнес-плана является прогноз будущих значений производственных и финансовых показателей проекта (объемов производства, потребности в различных ресурсах, выручки, затрат и прибыли предприятия). Построим упрощенную экономико-математическую модель бизнес-плана создания нового летательного аппарата или двигателя. Введем следующие обозначения:
 - начальные вложения в проект (т.е. затраты на НИОКР и ТПП);
- начальные вложения в проект (т.е. затраты на НИОКР и ТПП);
Q - суммарный объем выпуска изделий данного типа за весь жизненный цикл программы;
 - суммарные затраты на стадии серийного производства изделий; Р - цена новых изделий.
- суммарные затраты на стадии серийного производства изделий; Р - цена новых изделий.
Тогда суммарная прибыль от реализации проекта выражается следующим образом:

Цена в данной модели считается постоянной в течение всего периода серийного производства изделий. Это допущение оправдано, поскольку значение цены необходимо заложить в бизнес-план и объявить инвесторам и потенциальным заказчикам еще до начала полномасштабной разработки нового изделия — для изучения их реакции, прогнозирования конкурентоспособности и потенциального спроса. Назначая тот или иной уровень цены, разработчики и производители принимают на себя определенные обязательства и риск, связанный с тем, что будущие значения себестоимости продукции еще не известны достоверно. Как правило, цены на новые изделия назначаются на уровне, заведомо более низком, чем себестоимость изделий в начале этапа серийного производства.
Такая политика, как показано в ряде работ зарубежных исследователей, является оправданной и не ведет, как представляется на первый взгляд, к убыткам производителей. Причина состоит в наличии чрезвычайно сильных эффектов обучения в процессе производства летательных аппаратов и двигателей. Во всех последующих расчетах принята простейшая модель кривой обучения:
 , (3.1)
, (3.1)
где  - трудозатраты (в денежном выражении) на выпуск первого экземпляра изделий нового типа;
- трудозатраты (в денежном выражении) на выпуск первого экземпляра изделий нового типа;
q - накопленный выпуск изделий данного типа с начала серийного производства.
Значение темпа обучения λ принято равным 0,2, т.е. при каждом удвоении накопленного выпуска удельные трудозатраты на одно изделие сокращаются на 20%. Такое значение соответствует реальному темпу обучения, достигнутому при выпуске реактивных пассажирских самолетов.
Себестоимость серийного производства изделий оценивается по следующей формуле:
 . (3.2)
. (3.2)
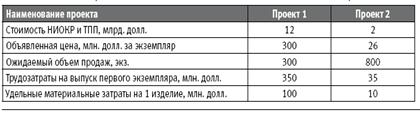
Рассмотрим два условных примера проектов создания новых пассажирских самолетов различных классов. Ожидаемые показатели бизнес-планов приведены в таблице 1.
Исходные данные, приведенные в таблице, вполне реалистичны. Если проект 1 соответствует программе создания дальне-магистрального самолета сверхбольшой вместимости, то проект 2 — регионального пассажирского самолета.
Отметим, что если цена будущего изделия и ожидаемые объемы продаж объявляются разработчиками открыто, то параметры себестоимости, как правило, не публикуются, более того, они даже составляют предмет коммерческой тайны. Тем не менее практически всегда объявляются объемы выпуска изделий  , при которых достигается окупаемость программы. На основании этих данных с помощью построенной выше упрощенной модели прибыли от реализации проекта можно оценить параметры себестоимости из условия:
, при которых достигается окупаемость программы. На основании этих данных с помощью построенной выше упрощенной модели прибыли от реализации проекта можно оценить параметры себестоимости из условия:
П()=0.
Ожидаемые значения прибыли от реализации приведенных проектов составят:
· для проекта 1 — 23,6 млрд. долл.;
· для проекта 2 — 6,0 млрд. долл.
Помимо прогнозирования ожидаемых значений параметров, характеризующих ход реализации проекта, и ожидаемых результатов осуществления проекта в бизнес-планах в обязательном порядке должен быть проведен анализ рисков. Он включает в себя:
· анализ чувствительности результатов осуществления проекта к изменениям проектных параметров;
· описание так называемых оптимистических и пессимистических сценариев развития проекта (т.е. наиболее и наименее благоприятных вариантов показателей реализации проекта);
· выработку комплекса мер по управлению рисками.
Высокие риски реализации масштабных проектов в авиационно-космическом машиностроении и во многих других наукоемких отраслях усугубляются следующими факторами:
· значительны потребные объемы инвестиций в разработку и освоение серийного производства новых изделий (порядка нескольких миллиардов долларов);
· предпроизводственные стадии ЖЦИ длятся несколько лет, а этапы серийного производства и эксплуатации — еще несколько десятков лет, что усиливает неопределенность будущих объемов спроса.
С помощью упрощенной экономико-математической модели оценим чувствительность прибыли П к возможным изменениям объемов продаж и себестоимости производства нового изделия. Пусть Х — прогнозируемый параметр (объем продаж, себестоимость и т.п.). Как правило, на практике при разработке бизнес-планов неопределенность прогнозов задается не с помощью законов распределения параметров (так называемая вероятностная неопределенность), а в виде интервала возможных значений  (так называемая интервальная неопределенность). Тогда относительная неопределенность прогноза может быть выражена следующим образом:
(так называемая интервальная неопределенность). Тогда относительная неопределенность прогноза может быть выражена следующим образом:
 (3.3)
(3.3)
где  - середина прогнозного интервала;
- середина прогнозного интервала;
 - предельное отклонение параметра от середины интервала.
- предельное отклонение параметра от середины интервала.
Таким образом, параметр X согласно прогнозу может принимать значения  .
.
|
При заданных значениях относительной неопределенности прогнозов объемов продаж  , трудозатрат на производство первого экземпляра , трудозатрат на производство первого экземпляра
, трудозатрат на производство первого экземпляра , трудозатрат на производство первого экземпляра  и удельных материальных затрат
и удельных материальных затрат  необходимо вычислить относительную неопределенность прибыли от реализации проекта
необходимо вычислить относительную неопределенность прибыли от реализации проекта  .
.
Она выражается следующей формулой:
 ,
,
где  и
и  — соответственно оптимистический и пессимистический прогнозы прибыли. Они могут быть получены из следующих соображений. Максимально достижимая прибыль от реализации проекта возможна в том случае, если:
— соответственно оптимистический и пессимистический прогнозы прибыли. Они могут быть получены из следующих соображений. Максимально достижимая прибыль от реализации проекта возможна в том случае, если:
§ трудозатраты на выпуск первого экземпляра и удельные материальные затраты в расчете на одно изделие минимальные;
§ объем продаж максимальный.
Такой набор параметров соответствует оптимистическому сценарию. Напротив, пессимистический сценарий реализуется при следующем наборе параметров:
 .
.
Аналитически выразить зависимость относительной неопределенности оценки прибыли от неопределенностей прогнозов параметров проекта в большинстве случаев не удается. Поэтому необходимые качественные выводы можно сделать лишь по результатам параметрических численных расчетов с использованием реалистичных исходных данных. Воспользуемся рассмотренным выше примером двух проектов создания пассажирских самолетов.
Как показывает опыт, наибольшей относительной неопределенностью характеризуется именно прогноз будущих объемов продаж, получаемый в результате маркетинговых исследований. Это вызвано следующими причинами:
ü прогнозирование этой величины является чрезвычайно долгосрочным, так как серийное производство и продажи начнутся лишь по прошествии нескольких лет после начала программы и должны продолжаться еще 10—20 лет или даже более;
ü объемы продаж зависят не только от политики фирмы-производителя и разработчика, но и от множества внешних факторов — реакции конкурентов, поведения заказчиков и их экономического положения и т.п.
Хотя параметры себестоимости  и
и  подвержены таким неконтролируемым изменениям в меньшей степени, на стадии разработки бизнес-плана они также неизвестны достоверно и могут существенно измениться за время разработки нового изделия и освоения его серийного производства.
подвержены таким неконтролируемым изменениям в меньшей степени, на стадии разработки бизнес-плана они также неизвестны достоверно и могут существенно измениться за время разработки нового изделия и освоения его серийного производства.
Предположим, что при традиционной методике прогнозирования параметров проекта относительные неопределенности прогнозов принимают следующие значения:
 .
.
(в реальности этот разброс может быть и больше). Тогда, как показывают расчеты, относительная неопределенность значений будущей прибыли составит:
- для проекта 1 — 57% (от 10,6 до 38,7 млрд. долл.);
- для проекта 2 — 51% (от 3,1 до 9,5 млрд. долл.).
Заметим, что небольшие относительные неопределенности в прогнозах отдельных показателей бизнес-планов приводят к недопустимо большой неопределенности оценки прибыли от реализации проекта. Более того, относительная неопределенность прогноза прибыли даже может превышать сумму относительных неопределенностей исходных параметров, что и наблюдается в приведенных примерах:
57% и 51% больше, чем 20% + 10% + 10% = 40%, т.е.
 .
.
Столь значительный относительный разброс возможных значений прибыли объясняется следующим образом. Прибыль от реализации проекта представляет собой разность суммарной выручки (за весь жизненный цикл продукта) и суммарных затрат. С одной стороны, и выручка, и затраты на реализацию проектов летательных аппаратов и двигателей характеризуются значительными объемами (порядка миллиардов или даже десятков миллиардов долларов). С другой стороны, в силу жесткой конкуренции в данной отрасли норма прибыли относительно невысока и выручка лишь незначительно превышает затраты.
В итоге прибыль является разностью больших, но близких по порядку величин. Поэтому даже небольшие относительные отклонения выручки и затрат от плановых значений могут превратить рентабельный проект в убыточный, и наоборот.
Именно этот эффект обусловливает эффективность применения CALS-технологий в маркетинге и на стадии внешнего проектирования продукции авиационно-космического машиностроения. Появляется возможность существенно сократить неопределенность финансовых результатов осуществления проекта, т.е. с финансовой точки зрения разработать более надежный бизнес-план. В конечном счете можно считать, что внедрение CALS-технологий на стадиях маркетинговых исследований и внешнего проектирования позволяет сократить неопределенность прогноза прибыли от реализации проекта.
Количественная оценка эффективности информационных маркетинговых технологий может быть проведена в рамках описанных выше примеров. Пусть после внедрения CALS-технологий в маркетинговую практику относительные неопределенности прогнозов исходных параметров бизнес-плана сократились вдвое (хотя в реальности можно ожидать и более значительного повышения точности прогнозов):
 .
.
Тогда относительная неопределенность значений прибыли составит:
-- для проекта 1 — 29% (от 16,8 до 30,9 млрд. долл.);
-- для проекта 2 — 26% (от 4,5 до 7,7 млрд. долл.).
Как было показано выше, относительная неопределенность будущей прибыли в несколько раз превышает относительную неопределенность прогнозов исходных параметров. Поэтому, например, если вследствие внедрения CALS-технологий будет достигнуто хотя бы двукратное сокращение неопределенностей прогнозов исходных параметров  ,
, ,
,  неопределенность прогнозов прибыли
неопределенность прогнозов прибыли  сократится радикально — в приведенных примерах с 51—57% до 26—29%.
сократится радикально — в приведенных примерах с 51—57% до 26—29%.
Для наглядности на рисунках 3.8 и 3.9 изображены диапазоны возможных значений прибыли от реализации описанных проектов в зависимости от ожидаемых объемов продаж.
Верхние границы диапазонов значений прибыли получены при значениях параметров себестоимости, соответствующих оптимистическому сценарию, нижние — пессимистическому. Области возможных значений объемов продаж и прибыли выделены горизонтальной штриховкой (до внедрения CALS) и вертикальной штриховкой (после внедрения CALS) ( рис. 3.8 и 3.9 ).
При заданных значениях относительной неопределенности прогнозов объемов продаж , трудозатрат на производство первого экземпляра , трудозатрат на производство первого экземпляра и удельных материальных затрат необходимо вычислить относительную неопределенность прибыли от реализации проекта .
Она выражается следующей формулой:
,
где и — соответственно оптимистический и пессимистический прогнозы прибыли. Они могут быть получены из следующих соображений. Максимально достижимая прибыль от реализации проекта возможна в том случае, если:
§ трудозатраты на выпуск первого экземпляра и удельные материальные затраты в расчете на одно изделие минимальные;
§ объем продаж максимальный.
Такой набор параметров соответствует оптимистическому сценарию. Напротив, пессимистический сценарий реализуется при следующем наборе параметров:
.
Аналитически выразить зависимость относительной неопределенности оценки прибыли от неопределенностей прогнозов параметров проекта в большинстве случаев не удается. Поэтому необходимые качественные выводы можно сделать лишь по результатам параметрических численных расчетов с использованием реалистичных исходных данных. Воспользуемся рассмотренным выше примером двух проектов создания пассажирских самолетов.
Как показывает опыт, наибольшей относительной неопределенностью характеризуется именно прогноз будущих объемов продаж, получаемый в результате маркетинговых исследований. Это вызвано следующими причинами:
ü прогнозирование этой величины является чрезвычайно долгосрочным, так как серийное производство и продажи начнутся лишь по прошествии нескольких лет после начала программы и должны продолжаться еще 10—20 лет или даже более;
ü объемы продаж зависят не только от политики фирмы-производителя и разработчика, но и от множества внешних факторов — реакции конкурентов, поведения заказчиков и их экономического положения и т.п.
Хотя параметры себестоимости и подвержены таким неконтролируемым изменениям в меньшей степени, на стадии разработки бизнес-плана они также неизвестны достоверно и могут существенно измениться за время разработки нового изделия и освоения его серийного производства.
Предположим, что при традиционной методике прогнозирования параметров проекта относительные неопределенности прогнозов принимают следующие значения:
.
(в реальности этот разброс может быть и больше). Тогда, как показывают расчеты, относительная неопределенность значений будущей прибыли составит:
--- для проекта 1 — 57% (от 10,6 до 38,7 млрд. долл.);
--- для проекта 2 — 51% (от 3,1 до 9,5 млрд. долл.).
Заметим, что небольшие относительные неопределенности в прогнозах отдельных показателей бизнес-планов приводят к недопустимо большой неопределенности оценки прибыли от реализации проекта. Более того, относительная неопределенность прогноза прибыли даже может превышать сумму относительных неопределенностей исходных параметров, что и наблюдается в приведенных примерах:
57% и 51% больше, чем 20% + 10% + 10% = 40%, т.е.
.
Столь значительный относительный разброс возможных значений прибыли объясняется следующим образом. Прибыль от реализации проекта представляет собой разность суммарной выручки (за весь жизненный цикл продукта) и суммарных затрат. С одной стороны, и выручка, и затраты на реализацию проектов летательных аппаратов и двигателей характеризуются значительными объемами (порядка миллиардов или даже десятков миллиардов долларов). С другой стороны, в силу жесткой конкуренции в данной отрасли норма прибыли относительно невысока и выручка лишь незначительно превышает затраты.
В итоге прибыль является разностью больших, но близких по порядку величин. Поэтому даже небольшие относительные отклонения выручки и затрат от плановых значений могут превратить рентабельный проект в убыточный, и наоборот.
Именно этот эффект обусловливает эффективность применения CALS-технологий в маркетинге и на стадии внешнего проектирования продукции авиационно-космического машиностроения. Появляется возможность существенно сократить неопределенность финансовых результатов осуществления проекта, т.е. с финансовой точки зрения разработать более надежный бизнес-план. В конечном счете можно считать, что внедрение CALS-технологий на стадиях маркетинговых исследований и внешнего проектирования позволяет сократить неопределенность прогноза прибыли от реализации проекта.
Количественная оценка эффективности информационных маркетинговых технологий может быть проведена в рамках описанных выше примеров. Пусть после внедрения CALS-технологий в маркетинговую практику относительные неопределенности прогнозов исходных параметров бизнес-плана сократились вдвое (хотя в реальности можно ожидать и более значительного повышения точности прогнозов):
.
Тогда относительная неопределенность значений прибыли составит:
- для проекта 1 — 29% (от 16,8 до 30,9 млрд. долл.);
- для проекта 2 — 26% (от 4,5 до 7,7 млрд. долл.).
Как было показано выше, относительная неопределенность будущей прибыли в несколько раз превышает относительную неопределенность прогнозов исходных параметров. Поэтому, например, если вследствие внедрения CALS-технологий будет достигнуто хотя бы двукратное сокращение неопределенностей прогнозов исходных параметров ,, неопределенность прогнозов прибыли сократится радикально — в приведенных примерах с 51—57% до 26—29%.
Для наглядности на рисунках 3.8 и 3.9 изображены диапазоны возможных значений прибыли от реализации описанных проектов в зависимости от ожидаемых объемов продаж. Верхние границы диапазонов значений прибыли получены при значениях параметров себестоимости, соответствующих оптимистическому сценарию, нижние — пессимистическому. Области возможных значений объемов продаж и прибыли выделены горизонтальной штриховкой (до внедрения CALS) и вертикальной штриховкой (после внедрения CALS) ( рис. 3.8 и 3.9 ).
|
|

Помимо описанного выше сокращения рисков моделирование ЖЦИ позволяет повысить само ожидаемое значение прибыли от реализации проекта. Следует иметь в виду, что в реальности такие параметры бизнес-плана, как объявленная цена и объем начальных инвестиций в проект, с одной стороны, и объемы продаж, с другой стороны, не являются независимыми. Более низкие цены на продукцию и в конечном счете более низкие затраты эксплуатирующих организаций позволяют повысить конкурентоспособность изделий и спрос. Повышение качества продукции и снижение ее себестоимости требует дополнительных вложений в НИОКР и ТПП.
Таким образом,
 .
.
и предприятию при разработке бизнес-плана создания нового продукта, по существу, целесообразно решить следующую оптимизационную задачу:

Однако возможность ее успешного решения зависит от достоверности прогноза возможной прибыли при заданных значениях p и 
Как показывают приведенные выше примеры, низкая точность прогнозирования исходных параметров бизнес-плана исключает какую-либо целенаправленную оптимизацию, поскольку возможные значения прибыли колеблются в чрезвычайно широком диапазоне (±50—60% и более). При незначительных отклонениях хода реализации проекта от плановой траектории выбранное «оптимальное» решение может даже привести к убыточности проекта. Если же разработчик перспективного изделия благодаря применению имитационного моделирования ЖЦИ получит более точную информацию об ожидаемых значениях прибыли от реализации проекта с теми или иными параметрами, он может подобрать оптимальные (или близкие к оптимальным) значения параметров проекта, в том числе объемов начальных инвестиций и цен на перспективную продукцию, на самых ранних стадиях ЖЦИ.
Информационные технологии являются не только средством автоматизации расчетов и коммуникации. Они становятся самостоятельным системообразующим фактором, в том числе и в области маркетинга. Внедрение информационных технологий открывает принципиально новые возможности, и традиционная организация маркетинговой деятельности становится недостаточно эффективной, даже при условии автоматизации всех операций. Проанализируем возможности, открываемые глобальными компьютерными сетями. В настоящее время на их основе формируется класс информационных маркетинговых систем, получивших в зарубежной литературе название CRM — Customer Relationship Management, т.е. системы управления взаимоотношениями с клиентами.
Все более важное место в маркетинговой деятельности занимает интернет-сайт машиностроительного или ремонтного предприятия.
На сайте должна быть представлена актуальная информация об ассортименте и характеристиках предлагаемых изделий и услуг (например, технические данные летательных аппаратов и двигателей, а также сведения о длительности ремонта тех или иных элементов узлов и агрегатов, о длительности доставки запчастей и сменных изделий), их стоимости. При этом принципиально неэффективно ограничиваться общими декларациями, а всю содержательную количественную информацию выдавать исключительно по запросу, что практикуется отечественными производителями (на фоне недопустимо низкой частоты обновления информации технико-экономического характера). Такая организация информационного обмена замедляет и затрудняет процесс общения производителя и заказчика. Кроме того, клиенты нуждаются в демонстрации качества предлагаемых изделий и услуг. Поэтому технико-экономические параметры и цены продукции открыто приводятся ведущими машиностроительными и ремонтными фирмами мира.
Помимо информации о продуктах и ценах сайт должен предоставлять потенциальным клиентам возможность оформления заказов на изделия, запчасти, услуги и работы в реальном масштабе времени. Интернет-сайт машиностроительного или ремонтного предприятия должен быть именно средством оперативного диалога производителя с каждым потенциальным заказчиком. Процессы технической эксплуатации авиационно-космической техники идут в круглогодичном и круглосуточном режиме («24х7»), и послепродажное обслуживание изделий также должно быть организовано в аналогичном режиме. Ввиду высокого уровня потерь из-за простоя воздушных судов (порядка нескольких десятков тысяч долларов в сутки) фактор времени играет первостепенную роль в процессах послепродажного обслуживания. Информационные технологии класса CRM могут быть эффективными только при условии, что они интегрированы в общую информационную среду управления предприятием. Например, заказы авиакомпаний на запчасти и услуги ТОиР в реальном масштабе времени должны поступать в логистические и производственные подразделения, которые, в свою очередь, информируют клиентов о своих возможностях на данный момент.
В качестве примера реализации перечисленных функций можно привести сайты ведущих зарубежных производителей авиадвигателей — CFM International, General Electric, Rolls-Royce, Pratt & Whitney, Snecma Moteurs и специализированных ремонтных предприятий. Так, на специализированном сайте для эксплуатантов авиадвигателей CFM56 авторизованным пользователям предоставляется:
§ подробная информация о конструкции и характеристиках двигателя;
§ электронный каталог запчастей;
§ интерактивное электронное техническое руководство (ИЭТР);
§ бюллетени по ТОиР и т.п.
На рисунке 3.10 представлена блок-схема предлагаемого алгоритма информационного взаимодействия машиностроительного (ремонтного) предприятия и эксплуатирующих организаций, организованного на основе интернет-сайта компании. На первый взгляд для прогнозирования эффективности изделий, оптимизации их использования в своем парке, технического обслуживания и ремонта эксплуатирующая организация может воспользоваться услугами независимых консалтинговых компаний. Следует ли встраивать эти функции в маркетинговые информационные технологии? Но предприятиям авиационно-космического машиностроения целесообразно самим предлагать услуги аналитического и консультационного характера, избавляя потенциальных заказчиков от необходимости обращения к консультантам.
Во-первых, в условиях конкурентного рынка предприятия должны стремиться предлагать заказчикам весь комплекс необходимых услуг — не только сервисное сопровождение своих изделий, но и информационно-аналитическое. Во-вторых, непосредственное участие производителей в процессе выбора потребителями поставщиков изделий и выработки стратегии их эксплуатации позволяет более оперативно учесть проблемы и пожелания заказчиков, реализуя на практике циклический алгоритм PDCA, описанный в теории всеобщего менеджмента качества. Важен и неформальный аспект: пассивность производителя, его неучастие в процессе выбора поставщика изделий и сервисных услуг справедливо расценивается заказчиками как отсутствие интереса производителя к потенциальным потребителям.
– Конец работы –
Эта тема принадлежит разделу:
ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ЛЕТАТЕЛЬНЫХ АППАРАТОВ
Московский Авиационный Институт... государственный технический университет... Комаров Ю Ю...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Причины появления и принципы CALS.
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.039 сек.
Новости и инфо для студентов