Математическая модель сборки и ее свойства. - раздел Производство, ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ЛЕТАТЕЛЬНЫХ АППАРАТОВ Синтез Технологических Процессов - Один Из Ответственейших Этапов Разработки ...
Синтез технологических процессов - один из ответственейших этапов разработки ЛА. Можно выделить несколько видов задач синтеза технологии. Например, синтез технологии на первом уровне предполагает принятие таких технологических решений, которые не приводят к изменению параметров конструкции, а направлены лишь на снижение технологической себестоимости, улучшение условий труда и т.д. К задачам технологического синтеза второго уровня следует отнести решения, связанные с изменением параметров конструкции. К ним относятся поиск и разработка технологических методов повышения качества и надежности конструкции, обеспечение ее технологичности и т.д. Задачи технологии третьего уровня отражают технологические решения, приводящие к изменению механики и аэромеханики ЛА при его эксплуатации. И, наконец, к задачам синтеза технологии высшего уровня можно отнести ее технологические решения, приводящие к изменению тактико-технических характеристик ЛА, требуя тем самым исследований функционирования ЛА как системы.
Решения перечисленных задач технологии требуют, прежде всего, геометрического изображения ЛА в ЭВМ для отработки на нем соответствующих принимаемых решений. Для этого наиболее подходящим методом представления ДА в ЭВМ является формальное описание.
Можно с уверенностью подчеркнуть, что математическим аппаратом решения названных задач является математическая логика, позволяющая достаточно четко формализовать предлагаемые технологом решения. Чтобы последнему удобно было при этом работать, необходимо организовать общение с ЭВМ на естественном языке.
Поскольку реализация технологических решений приводит к формализации, то рассмотрим постановку и решение такой задачи в терминах исчисления предикатов первого порядка. Задачу будем решать на примере сборной единицы третьей группы сложности (сборки кессона киля).
Очевидно, в этом случае нам необходимо построить некоторую среду, которая обеспечивает достижения сборки.
Представим собираемую конструкцию изделия I в виде множества N отдельных деталей

. Обозначим вершинами графа G
i’ детали

, а ребрами

- связи между ними.

 Рис. 3.19.
Рис. 3.19.
Граф Gi’, отражающий информацию о реальных конструктивных связях между деталями, называется графом сопряжений G(N,Σ).
В зависимости от конструктивных особенностей собираемого изделия граф сопряжения G(N,Σ) может быть в виде линейной цепи, звезды, дерева или произвольного вида.
Граф сопряжений G(N,Σ) показывает возможные связи между деталями в изделии, но не отражает конструктивно-технологических и ресурсных ограничений, всегда имеющих место при сборке реальных конструкций в конкретных производственных условиях. Поэтому необходимо знать все ограничения:
конструктивные:
-нельзя ставить деталь di+2 в сборочное положение до тех пор, пока не будет установлена деталь di+1 на деталь di (например, нельзя установить гайку на болт, пока не будет установлена шайба);
- нельзя установить деталь di+2 до тех пор, пока не будет установлена деталь di+1 на деталь di (например, нельзя установить на обшивку стрингеры, а затем между ними проложить прокладку);

Рис. 3.20
-нельзя установить деталь dk внутрь объема, созданного деталями d1, d2, … , dk-1, если последние образовали замкнутый объем (например, нельзя установить рядовую нервюру внутрь крыльевого объекта, если он уже накрыт обшивками);
Из числа технологических ограничений можно назвать:
-нельзя начинать последующую операцию, пока не выполнена предыдущая;
-нельзя нарушать порядок сборки, устанавливаемый методом сборки и т.д.
Организационные ограничения сводятся к наличию свободных рабочих зон, к определенному количеству множителей, полноте занятости располагаемых ресурсов. Эти ограничения должны отражаться в модели сборочного процесса при решении задачи оптимизации сборки изделия.
Введем понятие графа сборки. При выполнении операции соединения двух деталей (di, di+1) образуется подборка V(di, di+1), а в графе сопряжений G(N,Σ) исчезает соответствующее ребро σ(di, di+1). Следовательно, если выполнить в определенной последовательности удаление ребер в графе сопряжений G(N,Σ), то тем самым будет выполнено соединение всех деталей и получено готовое изделие I.
Рассмотрим пример сборки лонжерона (рис 3.21). Он состоит из семи элементарных деталей: 1- стенка лонжерона; 2 и 3 – силовые пояса; 4,5,6,7 – поперечные стойки.
Основная связующая деталь – стенка лонжерона – к ней крепятся пояса и стойки. Стойки крепятся также и к поясам лонжерона. Граф сопряжений лонжерона будет иметь вид (рис 3.22):
Первая операция – установка одного из поясов (2 или 3) на стенку. Пусть устанавливаем пояс 2. Тогда в графе сопряжений следует удалить ребро σ1,2. Далее устанавливаем пояс 3, т.е. удаляем ребро σ1,3 и т.д. В результате получаем собранный лонжерон.
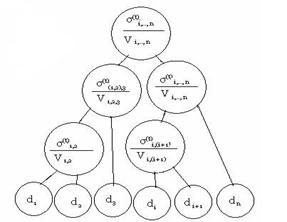
Т.о. полная сборка любого изделия I означает стягивание графа сопряжений T(N,Σ) в точку (рис 3.23). Этот процесс стягивания можно представить в виде графа сборки S(Σ), где вершины – операции стягивания σi, а ребра – соотношение этих операций в последовательности выполнения.


Т.к. для выполнения операции необходимо затратить время t(σ), то в графе сборки S(Σ) вершинам σi припишем длительности σ(t) их выполнения. Тогда граф сборки S(Σ) можно представить в виде. Рассмотрим ориентированный граф, вершины которого соответствуют сборочным операциям σ(t), а дуги ведут в две вершины, означающие либо детали, либо подсборки.
Рис. 3.23.
Назовем граф D(N,Σ) деревом сборки.
Из анализа дерева сборки D(N,Σ) следует, что оно представляет собой схему сборки, общепринятую в технологии производства ЛА.
Отличительной особенностью дерева сборки D(N,Σ) от технологической схемы сборки является указание не только на последовательность сборки, но и на наличие информации о величинах потребного времени для выполнения отдельных технологических операций σ(t) сборки.
Построение графа сборки S(Σ) как и дерева сборки D(N,Σ) нельзя вести произвольно. Надо учитывать конструктивные, технологические и организационные ограничения (рис 3.24).
Конструктивные ограничения накладываются характером пространственных геометрических связей между деталями ЛА. Сама конструкция иногда диктует порядок наслоения деталей.
Математически эти ограничения могут быть сформулированы так: для некоторых множеств Г заданы заранее множества операций σ(Г), которые должны быть выполнены (окончены) не позднее начала выполнения одной из операций из σ(Г) множества Г.
заданы заранее множества операций σ(Г), которые должны быть выполнены (окончены) не позднее начала выполнения одной из операций из σ(Г) множества Г.
Технологические ограничения накладываются в виде отношений порядка, т.е. некоторые операции должны быть полностью выполнены до начала последующих операций. Эти ограничения формулируются так: для некоторых пар операций  должно выполняться условие
должно выполняться условие  , где U(σ) – множество операций, предшествующих σ в графе S(Σ).
, где U(σ) – множество операций, предшествующих σ в графе S(Σ).
Для выполнения операций сборки по графу S(Σ) необходимо располагать достаточным количеством ресурсов  . Множество ресурсов R(S) будет достаточным для сборки изделия I по графу S(Σ), если количество ресурсов
. Множество ресурсов R(S) будет достаточным для сборки изделия I по графу S(Σ), если количество ресурсов  достаточно для выполнения каждой сборочной операции.
достаточно для выполнения каждой сборочной операции.
Все темы данного раздела:
ЛЕТАТЕЛЬНЫХ АППАРАТОВ
Учебное пособие
Москва 2009
Технологичность конструкции самолета
1.5.1. Понятие технологичности конструкции………………….……32
1.5.2. Технологичность - основа повышения эффективности
целевой отдачи авиационной техники…………….............36
1.5.
Понятие качества.
1.7.1. Особенности качества, применительно к авиационному производству……………………………………………………..84
1.7.2. Инструменты управления качеством.
Методы достижения качества…………………….……….….87
Требования к точности обводов агрегатов и их взаимному
положению………………………….…………………………………….135
2.4. Взаимосвязь конструкции и технологии……………....…………..136
2.5. Схема сборочны
Теория и практика разработки автоматизированных систем
технологической обработки……………………………………………195
3.2. Анализ современных подходов к разработке САПР-ТП…………..198
3.2.1. Обзор р
Становление и развитие технологии производства летательных аппаратов от ремесленного искусства (XVIII в.) до науки (XX в.)
Авиация – область науки и промышленности, которая сегодня развивается чрезвычайно быстро, что требует постоянного совершенствования, внедрения современных технологий в теори
Структура предприятий и производственный процесс.
Структуру практически любого самолетостроительного предприятия можно представить в виде рис. 1.1
Рис 1.1 Производственная структур
Основные составляющие части ЛА.
Деталь – первичная монолитная часть самолета – получается из исходных материалов, полуфабрикатов и заготовок в результате различных технологических процессов.
Виды производства
Различие в программе выпуска изделий привело к условному разделению производства на три типа: единичное (опытное), серийное и массовое.
Единичное производство —
Технологический процесс - основа производства.
Особенностями авиационного производства являются:
а) частая сменяемость объектов производства,
б) повышение насыщенности изделий элементами электро
Понятие о технологическом процессе и его составляющих.
Технологический процесс - это сложный комплекс действий оборудования и исполнителей по преобразованию исходных материалов в готовое изделие.
Пер
Структура технологического процесса.
Ø Технологический процесс
Ø Технологическая операция
Ø Технологические переходы
Ø Технологические проходы
Понятие технологичности конструкции
Технологичность является одним из основных параметров самолета, который должен быть обеспечен при проектировании наряду с летными характеристиками, надежностью, ресурсом и др. Это з
Технологичность - основа повышения эффективности целевой отдачи авиационной техники
Характеристика технологичности и направления ее решения.
Развитие авиации характер
Технологичность наружных обводов и членение планера.
Технологичность самолетов в значительной степени определяется рациональным выбором аэродинамических обводов, к которым предъявляются следующие требования:
1) простота аэро
Качественная оценка технологичности
Качественная оценка технологичности конструкции изделия выражается понятием "хорошо - плохо", "соответствует - не соответствует", "технологично-нетехнологи
Факторы, определяющие требования к деталям различного производств
Вид деталей
Конструктивно-технологические факторы
Количественная оценка технологичности.
Оптимальное сочетание применяемых в конструктивно-технологических решениях (элементной базы, компоновки, базовых несущих конструкций, принципов коммутации, материалов, теплофизическ
Производства.
Помимо непосредственного назначения самолета, условий его функционирования, уровня развития науки и техники, конструкция летательного аппарата определяется конкретным перечнем требований, выработан
Особенности качества, применительно к авиационному производству.
Таким образом, качество в первую очередь это способность удовлетворять требованиям заказчика.
Стадии качества:
1. Фаза отбраковки (потребитель должен получ
Методы достижения качества.
В своем развитии методы достижения качества прошли определенную эволюцию. Современный подход к обеспечению качества базируется на управлении всеми объектами деятельности организации по достижению з
Обеспечение качества ЛА.
Особенности производства самолета как изделия вызваны, прежде всего, предъявляемыми высокими требованиями к его аэродинамическому качеству, весовой эффективности и надежности.
Большое знач
Изготовления и сборки изделий.
Ø Взаимозаменяемость и точность изделия являются важными показателями качества изделия.
Ø Взаимозаменяемость - свойство части изделия, обеспечивающее возможно
Методы увязки размеров.
Различают 3 метода увязки:
1. связанный метод (Рис. 1.21.)
2. независимый метод (Рис. 1.22.)
3. метод компенсации (Рис. 1.23.)
1. dA
Точности
Рис. 1.24. Построение размерной цепи ступенчатого валика:
а- схема простановки размеров;
б – размерная цепь.
Реализация плазово-шаблонного метода.
Принципиальная схема увязки форм и размеров агрегатов при использовании плазово-шаблонного метода увязки. (Рис.1.25)
Основные шаблоны и конструкторские плазы.
Основные шаблоны:
Ø шаблон контрольно-контурный ШКК;
Ø отпечаток контрольный ОК;
Ø конструктивный плаз.
ШКК изготовляют
Краткая характеристика некоторых производственных шаблонов
Сокращенное обозначение шаблона
Название шаблона
Назначение шаблона
ШК
Шаблон контура
Изготовле
Структура себестоимости изделия. Технологическая себестоимость.
Для оценки экономической эффективности технологических процессов используются следующие показатели:
Ø Производительность труда
Ø Себестоимость продукции
&Os
Методы сокращения основного и вспомогательного времени изготовления изделия.
Условия обеспечения максимальной производительности труда:
1. Выбор рациональной структуры технологического процесса, наиболее прогрессивных процессов сборки и обработки;
Производственных систем.
ГПС (ГАП) – гибкая производственная система, гибкое автоматизированное производство.
Предпосылками послужили:
• Опыт эксплуатации жестко программируемых ав
Процессы изготовления деталей ЛА.
Государственное предприятие «Всероссийский научно-исследовательский институт авиационных материалов (ВИАМ)» на протяжении 75 лет(с 1932 года) является головной материаловедческой организацией, отве
Материалы для планера самолетов и вертолетов.
Материальный облик ЛА определяют более 120 конструкционных и функциональных материалов, внедренных в самолетах Ил-96М, Ту-204,Бе-200 и последних модификаций самолетов Ту-154М, Ил-86
Характерные полуфабрикаты и заготовки в производстве.
Материалы:
1. Алюминиевые сплавы:
Д16- листы, монолитные панели, прессованные профили (обливки, обтекатели работают до 2000С);
Д16АТ – термические
Заготовительно-обработочный процесс.
Рис.1.34. Классификация заготовительно-обработочных процессов.
Минимальный при
Механические процессы.
Резка ножницами и штампами - сдвиг одной части полуфабриката относительно другой. Рис. 1.37.
Рис. 1.37. Схема процесса резки:
а
Процессы холодного деформирования.
а) резка — отрезка, вырубка, пробивка, просечка:
б) гибка — гибка, скручивание;
в) вытяжка — вытяжка, обтяжка, протяжка;
г) формовка — рельефная формовка, растяжка, отбор
Обтяжка.
Рис.1.55. Схемы гибки профелей обтягиванием по оправке:
1-стол,
2-сменная оправа,
3-поворотная платформа,
4-цилиндр поворота платфо
Вытяжка.
Процесс преобразования незакрепленной по краям плоской заготовки в полую деталь замкнутого контура. Рис. 1.51.
Рис.1.51. Схема выт
Гибка профилированным инструментом. Универсальная матрица.
Рельефная формовка.
Рельефная формовка заключается в образовании местных углублений или выпуклостей за счет растяжения и частичного перемещения материала. Возможность ф
Аппаратов.
Создание такого сложного изделия, как вертолёт, представляло бы чрезвычайно трудную задачу, если бы в процессе эскизного и технического проектирования его не делили на законченные в конструктивном
Технологическая характеристика процессов сборки.
Процесс создания ЛА представлял бы чрезвычайно трудную задачу, если бы при эскизном и техническом проектировании не предлагалось членение – деление его на отдельные, законченные в конструктивном и
Взаимному положению.
При сборке планера самолета необходимо учитывать жесткие требования в отношении точности воспроизведения его аэродинамических обводов и достижения заданной точности узлов и агрегато
Схемы сборочных процессов
В зависимости от степени членения конструкции планера самолета на сборочные единицы и степени дифференциации, сборочных и монтажных работ сборочный процесс может выполняться по посл
Взаимосвязь конструкции и технологии.
Две стороны единого производственного процесса создания любого ЛА, а именно конструкция изделия и технология его изготовления, находятся в постоянной взаимосвязи и взаимозависимости.
Сущес
Пути повышения эффективности сборочных процессов.
Частая смена объектов производства или значительные по своим объемам и частоте модификации выпускаемых машин проводят к большим изменениям в технологии и перестройке производства. О
Методы сборки и сборочные базы.
Сборка – совокупность технологических операций по установке деталей в сборочное положение и соединению их в узлы, панели, агрегаты и самолет в целом.
В о
Бесплазовая увязка размеров в агрегатно-сборочном прозводстве)
Интегрированное количество самолетов, определяемое параметрами летно-эксплуатационных, ресурсных и экономических показателей, во многом зависит от технологии и организации производства ЛА. Одной из
Сущность метода бесплазовой увязки размеров.
Основным направлением в области совершенствования процессов сборки является создание автоматизированных систем на базе развития аппарата математического моделирования объектов и процессов производс
Сборки.
В зависимости от конструкции собираемого изделия, программы его выпуска, оснащения производства оборудованием и инструментом методы сборки и базирования характеризуются различными технико-экономиче
Виды и технологические характеристики соединений.
В конструкциях современных самолетов и вертолетов наиболее широко применяются заклепочные, болтовые, сварные, паяные, клеевые и комбинированные соединения. Вид соединения выбирают с учетом нагрузок
Выполнения соединения.
Соединения выполняются после взаимной ориентации, фиксации и закрепления собираемых элементов конструкции.
Первым этапомТП выполнения соединения является образование и обр
Силовые схемы соединений.
Все многообразие соединений можно разделить на подвижные и неподвижные. Подвижные обеспечивают в некоторых условиях подвижность одних элементов конструкции относительно других. Они применяются для
Показатели качества соединений.
Все показатели разбивают на четыре группы: конструктивные, технологические, эксплуатационные и экономические.
Конструктивные это те, которые определяются констр
Технологические методы соединения болтовых высокоресурсных соединений.
Ресурс конструкции – важнейший показатель ее качества. В наибольшей степени ресурс соединения определяется конструктивными и технологическими факторами Схема 2.2.
Технология выполнения высокоресурсных клеевых и клеесварных соединений.
Укрупненный технологический процесс склеивания включает следующие операции:
- предварительная сборки разборка узла;
- подготовка поверхностей деталей под склеивание;
- на
Изготовление конструкций с сотовым заполнителем.
Конструкции с сотовым заполнителем отличается высокой удельной прочностью, лучшими характеристиками по усталостной прочности, улучшенными аэродинамическими качествами, меньшим количеством деталей и
Изготовление сотового заполнителя.
Металлические соты изготавливают из фольги алюминиевых сплавов толщиной 0,03…0,15 мм. Толщина фольги, форма и размер ячейки определяются из условия обеспечения необходимой прочности и жесткости кон
Контроль качества сотовых агрегатов.
При изготовлении сотовых агрегатов значительный объем работ приходится на пооперационный и окончательный контроль.
Для контроля качества обезжиривания фольги применяется люминесцентная уст
Изготовление узлов с заполнителем в виде пенопласта.
При использовании в качестве легких заполнителей пенопластов возможны следующие методы изготовления: прессовый, беспрессовый и комбинированный.
На рис.2.22. приведенаттиповая конструкция у
Конструкционные и функциональные наноматериалы.
Наноматериалы – объекты с размером менее 100 нм. Объекты с наноразмерами имеют уникальные свойства вследствие значительной роли поверхностных прессов.
Нанотехнология
Нанотехнологии и наноматериалы.
В настоящее время технологическая гонка в сфере нанотехнологий приобрела мировой масштаб.
Наноматериалы обладают значительно большей удельной площадью поверхности в сравнении с традиционны
Теория и практика разработки автоматизированных систем технологической обработки.
Процесс технологической подготовки машиностроительного производства заключается в разработке различной технологической и плановой информации, в приобретении материалов и покупных ко
САПР-ТП.
Деление алгоритмического комплекса САПР-ТП на две части, каждая из которых относится к деталям с различным уровнем конструкторско-технологической унификации - тенденция, проявляющаяся у целого ряда
Организационное обеспечение САПР.
Стандарты по САПР требуют выделения в качестве самостоятельного компонента организационного обеспечения, которое включает в себя положения, инструкции, приказы, штатные расписания, квалифицированны
Разработка САПР-ТП на базе идей типизации.
При проектировании технологических процессов по типовым или групповым процессам АСТП представляет собой информационно-поисковую систему, в которой по определенным признакам отыскива
Стратегия, концепция, принципы CALS.
CALS- это аббревиатура, которая сменила несколько значения. Сегодня придерживаются мнения, что CALS(Coninuous Acquisition and Life cycle Support) – непрерывная информационная п
Этапы жизненного цикла изделий и развитие CALS.
К этапам ЖЦИ относятся маркетинговые исследования, проектирование, технологическая подготовка производства (ТПП), собственно производство, послепродажное обслуживание и эксплуатация продукции, утил
Причины появления и принципы CALS.
Исторически по ряду объективных и субъективных причин многие подсистемы САПР и АСУ создавались как автономные системы, не ориентированные на взаимодействие с другими АС. При этом каждая из АС успеш
Подготовки производства в авиастроении.
Рис.3.1
Авиационная промышленность России приступила к созданию ЛА нового поколения. Особенност
Основные принципы.
Наиболее актуальной проблемой модернизации производства на предприятии авиационного моторостроения является проблема внедрения современных информационных технологий и их последовательная интеграция
Реализация процессов в системе PDM.
Основой для любого высокотехнологического производства является цифровая мастер-модель, так как именно 3D-модель позволяет однозначно определить ее точную реализацию на станках ЧПУ. Это утверждение
Основные характеристики
Современная система PDM в наиболее полном объеме реализует функции управления составом изделия, структурой всех его составных частей, деталей, узлов и агрегатов. Кроме того, в управляемую структуру
Задачи оптимального проектирования в САПР технологического назначения.
Под оптимальным понимают такое проектирование, цель которого состоит в создании технологического процесса, не только выполняющего заданные функции, но и отвечающие некоторым заранее
Математические модели оптимального проектирования.
Математические модели оптимального проектирования технологического процесса представляют собой формализованное описание критерия качества, условий, обеспечивающих выполнение заданных функций процес
Метод множителей Лагранжа.
Метод множителей Лагранжа в отличие от предыдущего подхода, позволяет решать задачи оптимизации того же порядка сложности, но с ограничения на переменные типа равенств. Суть метода заключается во в
Линейное программирование.
Линейное программирование – это математический аппарат для решения задач оптимизации, в которых целевая функция и ограничения линейны.
Задачу линейного программирования в общем виде можно
Затраты времени на обработку одного изделия для каждого из типов оборудования.
Тип оборудования
Затраты времени (станко-час) на изготовление одного изделия вида
Общий фонд рабочего времени оборудования (4)
Метод ветвей и границ.
Метод ветвей и границ заключается в разбиении конечного множества, на котором ищется экстремум, на несколько подмножеств и в выяснении перспективности каждого из них. Если подмножество неперспектив
Решение-цикл
Условие Сii=∞ принимается для того, чтобы исключить возможность появления в оптимальном решении значений Xii=I, не имеющих смысла.
Наилучшие результаты при реше
Производства.
Применение производственных систем (ГПС) повышает производительность труда, улучшает загрузку оборудования и сокращает затраты на транспортные работы.
При проектировании те







Новости и инфо для студентов