рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- Режимы термической обработки стали Х12Ф1 (Х12М)
Реферат Курсовая Конспект
Режимы термической обработки стали Х12Ф1 (Х12М)
Режимы термической обработки стали Х12Ф1 (Х12М) - раздел Образование, Конструкционные легированные стали Режим Температура, °С Среда Охлажд...
| Режим | Температура, °С | Среда охлаждения | Твердость HRC (после закалки) | Количество аустенита, % | Температура отпуска, °С | Число отпусков | Твердость HRC (после отпуска) |
| I | 1070 ± 10 | Масло (селитра) | 62–64 | 20–25 | 62–64 | ||
| II | 1070 ± 10 | То же | 62–64 | 20–25 | 58–60 | ||
| III | 1170 ± 10 | Масло (селитра) + обработка холодом при -70°С | 51–53 | 30–35 | 2–3 | 60–62 | |
| IV | 1120 ± 10 | Масло (селитра) | 57–59 | 35–45 | Термическая доводка | 57–59 |
Примечание. I – обычный режим; II – применяют, если обработка по режиму I не обеспечивает необходимой вязкости; III – для режущих инструментов, когда требуется износостойкость; IV – используют тогда, когда требуется неизменность размеров.
Существенным недостатком стали Х12 является пониженная механическая прочность, обусловленная наличием в этой стали большого количества карбидной фазы. А поскольку этой фазы будет тем больше, чем больше углерода в стали, то в силу этой причины сталь Х12 (с 2,0–2,3% С) применяют лишь для неответственных назначений и для простого по конструкции инструмента (прочность этих сталей повышается при изготовлении их методами порошковой металлургии из-за диспергирования карбидной фазы).
Для быстрорежущих сталей и для сталей типа X12 большое значение имеет распределение карбидной фазы. Строчечное распределение карбидов, скопление карбидов, т. е. все то, что называется «карбидной ликвацией», сильно ухудшает прочность стали. Чем больше буков, а следовательно, чем меньше сечение металла (заготовки, прутка), тем сильнее раздробляются скопления карбидов, тем лучше качество стали (рис. 3.16, а, б). Поэтому основательную проковку следует рекомендовать в тех случаях, когда штамп имеет крупные размеры. Уковка в этом случае достигается попеременной осадкой и вытяжкой. Однако и в этом случае не всегда удается устранить в необходимой степени «карбидную ликвацию».
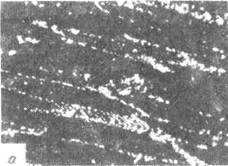
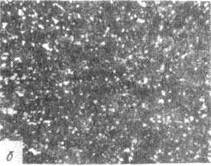
Рис. 3.16. Микроструктура сталей, × 100:
а – Х12; б – Х6ВФ
Кардинальным решением вопроса является применение порошковых сталей, не имеющих крупных первичных карбидов – из-за эвтектической кристаллизации в слитках (рис. 3.14). Следствием этого является повышение механических свойств.
Переходим теперь к рассмотрению сталей, применяемых для изготовления горячих штампов, деформирующих металл в горячем состоянии. Металл, применяемый для горячих штампов, должен иметь определенный комплекс свойств. Рассмотрим их.
Жаропрочность. Металл горячих штампов должен обладать большим пределом текучести и достаточным сопротивлением износу при высоких температурах, чтобы замедлить процессы истирания и деформирования элементов фигуры штампа, разогревающихся от соприкосновения с горячим металлом.
Теплостойкость. Высокие жаропрочные свойства не должны снижаться под длительным воздействием температуры, металл горячих штампов должен устойчиво сопротивляться отпуску.
Термостойкость. Циклический нагрев и охлаждение поверхности штампа во время работы и, следовательно, чередующееся расширение и сжатие поверхностных слоев приводят к появлению так называемых разгарных трещин. Материал штампа должен обладать высокой разгаростойкостью или, как чаще называют, термостойкостью или высоким сопротивлением термической усталости.
Вязкость. Деформирование металла при штамповке сопровождается ударными воздействиями этого металла на штампы, поэтому металл штампов должен обладать известной вязкостью – особенно при штамповке на молотах, когда приходится достигать нужного повышения вязкости даже за счет некоторого снижения жаропрочности.
Прокаливаемость. Многие штампы имеют весьма большие размеры (например, кубики ковочных штампов имеют размеры 500х500х1000 мм и т. п.). Для получения хороших свойств по всему сечению, в частности достаточной вязкости, сталь штампов должна глубоко прокаливаться.
Отпускная хрупкость. Поскольку быстрым охлаждением штампов крупных размеров нельзя устранить отпускную хрупкость, то сталь должна быть минимально чувствительной к этому пороку.
Слипаемость. При значительном давлении горячий металл может, как бы прилипать к металлу штампа (явление адгезии) и когда штампуемое изделие отдирается от штампа, то оно всякий раз частично разрушает его поверхность. Это явление разрушения будет тем сильнее выражено, чем сильнее адгезионное взаимодействие штампуемого металла и металла штампа. Поэтому подобное взаимодействие штамповой стали с металлом изделия должно быть минимальным.
Для штампов, работающих в легких условиях, применяют углеродистые стали с содержанием углерода от 0,6 до 1%, т. е. стали марок У7, У8 и У9. Наибольшее применение при изготовлении штампов имеет сталь У7.
Однако в современных условиях углеродистая сталь мало применима для штампов, т. к. штамповку проводят с большой интенсивностью, и штампы из углеродистой стали не будут обладать достаточной стойкостью в работе.
Для более тяжелых условий работы применяют легированные стали.
Тяжелые условия работы штампа – штамповка с большой производительностью, штамповка изделий больших размеров, в случаях, когда выемка в штампе, образующая фигуру, глубока и имеет сложную конфигурацию.
Состав легированных сталей для молотовых штампов приведен в табл. 3.8.
Типичной наиболее распространенной и, пожалуй, наилучшей является сталь 5ХНМ. Остальные представляют собой стали заменители, в которых никель (или молибден) заменен другими элементами, что несколько ухудшает их качество.
Таблица 3.8
Состав стали для молотовых штампов, %
| Марка стали | C | Мn | Si | Сr | Ni | Mo, W |
| 5ХНМ | 0,5–0,6 | 0,5–0,8 | 0,15–0,35 | 0,5–0,8 | 1,4–1,8 | 0,15–0,30 Мо |
| 5ХГМ | 0,5–0,6 | 1,2–1,6 | 0,25–0,65 | 0,6–0,9 | – | 0,15–0,30 Мо |
| 5ХНСВ | 0,5–0,6 | 0,3–0,6 | 0,6–0,9 | 1,3–1,6 | 0,8–1,2 | 0,4–0,7 W |
Механические свойства штамповых сталей при комнатной температуре могут быть оценены следующими цифрами (после закалки и отпуска при 550°С): σв = 1200–1300 МПа, δ – 10–13%, ψ = 40–45%, а1 = 400–500 кДж/м2.
Такими свойствами обладают все стали, указанные в табл. 3.8, кроме стали 5ХГМ.
Сталь 5ХГМ имеет пониженные пластичность (ψ =30%) и вязкость (а1 – 300–400 кДж/м2) – естественное следствие замены никеля марганцем.
Механические свойства молотовых сталей при 600°С приведены в табл. 3.9 и 3.10.
Таблица 3.9
Механические свойства штамповых сталей при 600°С
| Марка стали | σв, МПа | σ0,.2, МПа | Ψ, % | а1, кДж/м2 |
| 5ХНМ | ||||
| 5ХГМ | ||||
| 5ХНСВ |
Таблица 3.10
Ударная вязкость штамповых сталей после отпуска при 500°С, кДж/м2
| Марка стали | Охлаждение после отпуска | Степень охрупчивания | |
| быстрое | медленное | ||
| 5ХНМ 5ХНСВ | 6,20 4,70 | 0,8 0,3 |
Закалка и отпуск штампа – весьма ответственные и сложные операции, особенно если принять во внимание большой размер изделия.
Нагрев для закалки проводят на 20–40°С выше точки Ас3 (850°С) с медленным прогревом, что в общей сложности, принимая во внимание большие размеры штампа, составляет несколько часов, закалка производится в масле и затем длительное время штамп отпускается при ~600°С.
Прессовый инструмент, а также штампы для горизонтально-ковочных машин изготавливают из более легированных сталей, т. к. ввиду более спокойной работы здесь можно несколько поступиться вязкостью за счет более высокой жаропрочности.
Составы сталей для штампов горизонтально-ковочных машин и прессов указаны в табл. 3.11.
Таблица 3.11
– Конец работы –
Эта тема принадлежит разделу:
Конструкционные легированные стали
Белорусский государственный... технологический университет... А К Вершина Н А Свидунович Д В Куис...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Режимы термической обработки стали Х12Ф1 (Х12М)
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.021 сек.
Новости и инфо для студентов