Лазерное упрочнение - раздел Транспорт, ЛОКОМОТИВНОЕ ХОЗЯЙСТВО электрифицированных железных дорог Лазерный Луч - Монохроматический (Имеющий Одну Длину Волны) И Когерентный (Од...
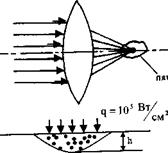
Лазерный луч - монохроматический (имеющий одну длину волны) и когерентный (однонаправленный) поток квантов энергии. Благодаря когерентности лазерный луч может быть сфокусирован практически в точку, а точнее в пятно диаметром, равным длине световой волны.
Если воздействие светового потока прекращается, то происходит мгновенное охлаждение разогретого слоя за счет теплоотдачи во внутренние холодные слои металла.
Температура нагрева поддерживается в пределах от температуры фазового превращения до температуры плавления.
Температура фазового превращения - температура, при которой происходит разрушение кристаллической решетки, но металл еще не расплавлен. При охлаждении, за счет быстроты протекания этого процесса, молекулы не успевают выстроиться обратно в кристаллическую решетку. Поверхностный слой металла, подверженный воздействию лазерного луча, остается в неупорядоченном, аморфном состоянии и приобретает высокие показатели твердости, прочности и износостойкости. Благодаря тому, что температура металла при обработке не превышает точки плавления, поверхность обрабатываемой детали не деформируется и не требует последующей механической обработки.
1 - колба, 2 - электроды на напряжение 25-30 кВ; 3 -регулировка: 4 - крышка с зеркалом с золоченой поверхностью с коэффициентом отражения 0,98
Устройство лазерной трубки показано на рисунке.
Молекулы газа поглощают кванты энергии, и электроны в атомах переходят на наиболее высокий энергетический уровень, происходит «накачка» лазера. Затем какой-то из электронов случайно или под действием какого-либо фактора возвращается на естественную орбиту, и атом излучает квант энергии. Этот квант воздействует на соседний атом и переводит электрон на естественную орбиту и т.д. Лавинообразно возрастает поток излучаемых квантов энергии, причем, если переход электрона осуществляется между одними и теми же орбитами, разность энергии - это постоянная величина, то согласно (h -постоянная Планка, - частота излучения) излучаемый поток имеет одну и ту же частоту колебаний, т.е. световой поток является монохроматическим. Фотоны попадают на зеркальную поверхность, отражаются, а за счет юстировки (точной установки) после отражения фотон направляется строго параллельно оси, т.е. на выходе получаем когерентный лазерный луч.
В процессе работы углекислый газ разлагается: 2СО2 <=> 2СО + О2 , поэтому необходима его смена, т.е. прокачка. Обычно лазерный излучатель собирается из целого пучка лазерных трубок для увеличения площади обрабатываемой поверхности. Лазерная установка для упрочнения металлических деталей состоит из лазерной пушки 1, которая излучает когерентный поток лучистой энергии, при помощи системы наводящих зеркал 2 этот поток может быть направлен так, что лазерный луч может быть транспортирован на большие расстояния.
Внутри рабочей головки 3 есть фокусирующая система из набора линз 4, выполненных из материала, прозрачного для лазерного луча; 6 - рабочий стол, позволяющий передвигать обрабатываемую деталь 5. Линзы выполнены из кристалла поваренной соли, но она гигроскопична, поглощает влагу из воздуха и со временем оптика теряет прозрачность и регулярно меняется. В рабочую головку подается инертный газ (аргон, гелий, криптон, азот), охлаждающий систему и создающий инертную среду, предотвращая окисление раскаленной поверхности кислородом воздуха.
Существуют два способа сканирования луча по обрабатываемой поверхности:
• обрабатываемая деталь неподвижна, луч перемещается по поверхности при помощи системы поворотных
зеркал;
• луч неподвижен, деталь перемещается относительно луча при помощи передвижения рабочего стола.
Способ 1 более универсален, позволяет полностью автоматизировать процесс, но требует дорогих автоматических устройств.
Способ 2 более прост, но из-за инерционности снижается точность обработки массивных деталей.
Металлические поверхности перед обработкой очищаются до металлического блеска, приобретая зеркальный эффект. Для увеличения коэффициента поглощения энергии металлическая поверхность перед лазерным облучением покрывается специальной пастой на основе графита или подвергается травлению.
Основные достоинства лазерной технологии:
а) высокие показатели износостойкости после обработки (увеличение до 10 раз). В депо Москва - Октябрьская обрабатываются бандажи колесных пар, при этом ресурс до обточки увеличивается в 2 раза;
б) очень высокая степень воспроизводимости благодаря очень высокой степени дозировки потока энергии;
в) высокая технологическая гибкость. Этот метод позволяет производить точечную закалку, закалку по контуру, закалку труднодоступных поверхностей.
Недостатки:
а) высокая стоимость лазерной установки;
б) большие эксплуатационные расходы на замену зеркал, оптической системы, приобретение рабочих газов;
в) необходимость предварительного покрытий обрабатываемых поверхностей светопоглощающими материалами.
Все недостатки компенсируются достоинствами и тем, что лазерная технология повышает культуру производства.
На сайте allrefs.net читайте: "ЛОКОМОТИВНОЕ ХОЗЯЙСТВО электрифицированных железных дорог"
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ:
Лазерное упрочнение
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
Структура управления
Централизованное управление железнодорожным транспортом как сложной многоотраслевой системой осуществляется по четырехзвенной схеме: ОАО «РЖД»— железная дорога (филиал ОАО «РЖД») — отделение дороги
Линейные предприятия и сооружения
Основное локомотивное депо (ТЧ) — линейное предприятие с обязательным приписным парком электровозов или электропоездов. Оно выполняет установленные виды технического об
На железнодорожных линиях
Размещение основных и оборотных депо на железнодорожных линиях определяет границы участков обращения электровозов. Максимальное расстояние между основными и оборотными депо
Технические характеристики электроподвижного состава
Локомотивы и моторвагонный подвижной состав составляют основу материально-технической базы локомотивного хозяйства и пригородных перевозок, и их технические характеристики должны соответствовать н
Организация эксплуатации электроподвижного состава
2.1. Графики движения поездов.
Работа электровозов и электропоездов, как и вся эксплуатационная деятельность железнодорожного транспорта, регламентируется графиком движени
Тяговое плечо, участок и зона обращения локомотивов
Тяговым плечомназывается участок железнодорожного пути, ограниченный основным и оборотным депо или пунктом оборота локомотивов. Тяговое плечо может соответствовать участку
Способы обслуживания поездов электровозами
В зависимости от размещения на участке железной дороги основных и оборотных депо, грузопотоков, типа графика движения применяют следующие способы работы электровозов с поездами: плечевой, кольцево
Оборот локомотива
Время обслуживания локомотивом одной пары поездов на тяговом плече называется полным оборотом локомотива, ч
Локомотиво- и секцие-километры (SMS).
Общий пробег электроподвижного состава S MSобщ эксплуатируемого парка депо (отделения, дороги) состоит из линейного (фактического) пробега S MSл и условного про
Скорости движения.
Ходовая скорость vх — средняя скорость движения электровоза по перегону или участку L, без учета времени стоянок tст на промежуточных станциях, на разгон
Перспективное планирование
Потребность электровозов эксплуатируемого парка для железной дороги и сети в целом определяется:
для грузового движения
Оперативное планирование
Эксплуатируемый парк электровозов депо определяется как сумма парков электровозов, работающих на участках обращения и отдельных тяговых плечах, примыкающим к данному депо:
По графику оборота (графический метод)
Графиком оборота электровозов называется план их работы, составленный на основе графика движения поездов с учетом принятой системы обслуживания поездов электровозами и способа обслуживания электров
Автоматизация управления локомотивными парками (АСУлок)
Важным фактором снижения себестоимости перевозок и повышения их доходности является разработка и внедрение комплексных автоматизированных систем, оптимизирующих организацию эксплуатационной работ
Состав, квалификация и обязанности локомотивных бригад
Локомотивные бригады назначаются для управления и технического обслуживания электровозов и электропоездов.
Локомотивная бригада обычно состоит из двух человек: машиниста и помощника машини
Способы обслуживания электровозов локомотивными бригадами
В практике организации эксплуатации электровозов есть несколько способов обслуживания электровозов бригадами. Выбор способа обслуживания определяет порядок работы и отдыха локомотивных бригад, а
Способы организации работы локомотивных бригад
Вызывная система предусматривает явку бригады в поездку по вызову нарядчика при назначении поезда, что позволяет обеспечить бригадами все поезда при любых колебаниях разме
Нормирование работы и отдыха локомотивных бригад
Нормирование работы и отдыха локомотивных бригад ведется в соответствии с Трудовым кодексом Российской Федерации и Положением об особенностях режима рабочего времени и времени отдыха отдельных кат
Основные положения
Под безопасностью понимают создание таких условий эксплуатации, которые исключают в процессе перевозок травмы людей, повреждение транспортных средств, порчу перевозимых грузов и дезорганизацию дви
Ремонтный цикл и его структура
На железнодорожном транспорте России принята система планового–предупредительного ремонта
Для этой системы характерны:
· постановка локомотивов в ремонт после норм
Основные типы зданий депо и их характеристики
По конфигурации зданий локомотивные депо бывают прямоугольные и веерные.
Прямоугольные депо строятся со сквозными и тупиковыми путями.
По взаимному расположению ре
Ремонтопригодность
Приспособленность конструкций машин к проведению работ с целью поддержания и восстановления работоспособного состояния и ресурса принято называть ремонтопригодностью В технической ли
Формирование ремонтного цикла
Основой для определения межремонтных пробегов являются статистические данные о неисправностях и отказах оборудования единиц ТПС в эксплуатации. Определяют базовые — наиболее ответственные детали,
Определение нормы межремонтных пробегов
Дифференцированные нормы пробега или продолжительности работы электровозов и тепловозов между техническими обслужи-ваниями и ремонтами для различных железных дорог установлены Главным управлением л
Методы организации технического обслуживания и ремонта локомотивов
Организационные формы ТО и ТР должны обеспечивать максимальную вероятность выявления и устранения всех неисправностей локомотивов при минимальных затратах трудовых и материальных ресурсов и прос
Определение межремонтных пробегов электровозов
Нормы пробега или продолжительности работы локомотивов между Т. О. и ремонтами для различных железных дорог установлены Ц. Т. М. П. С. на основе общественных норм в зависимости от т
Определение программы ремонтов
Программу ремонта рассчитывают для каждого типа электровоза.
Годовая программа ремонта определяется:
Формы организации ремонтных работ.
Применяют две основные формы организации ремонтных работ – стационарную и поточную.
При стационарной форме организации ремонтных работ локомотив в течение всего периода ремонта находится н
Виды износов Э. П. С. и пути их сокращения
В процессе эксплуатации узлы и детали электровоза подвергаются нагрузкам. Эти нагрузки результат реализации сил тяги и торможения взаимодействия экипажа и пути. Эти нагрузки возраст
ИЗНОС И ПОВРЕЖДЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОВОЗОВ
1. При работе электровоза в его узлах и деталях действуют значительные, нагрузки. Эти нагрузки могут быть результатом реализации сил тяги и торможения, взаимодействия экипажа и пути. Величина наг
Методы восстановления износов деталей и узлов
Для восстановления деталей в локомотивном депо применяют:
· электрическую дуговую сварку;
· газовую сварку;
· сварка порошковыми проволоками и наплавку.
Газопламенное напыление
Оно заключается в нанесении на упрочняемую поверхность (подложку) частиц металла, обладающего повышенной твердостью и износостойкостью.
Диффузионные методы
Они заключаются в насыщении тонкого поверхностного слоя соединениями, имеющими повышенную твердость и износостойкость.
Борирование - насыщение поверхности боридами железа-FеВ, Fе2
Повышение износостойкости эпиламированием
Эпилам представляет собой смазочную композицию марки 6СФК-180.05, которая является бесцветной жидкостью (не горючая, не токсичная), имеющей плотность 1,57 г/см3, температуру кипения 47°
Назначение, периодичность
Назначение. Контроль за состоянием оборудования локомотивов в процессе эксплуатации для обеспечения надежной работы и безопасности движения.
Исполнители: локомотивные брига
Методы выполнения Т. О. и Т. Р.
Применяют два основных метода Т. О. и Т. Р. индивидуальный и агрегатный.
Индивидуальный метод ремонта предусматривает возвращение деталей, агрегатов и узлов после ремонта н
Испытание электровозов после ремонта.
Послеремонтные испытания делятся на стационарные и обкаточные (путевые).
Стационарные испытания проводятся под высоким напряжением и включают в себя:
1. измерение сопротивления эл
Кислотные батареи.
Сульфитация – в результате не до разрядов и глубоких разрядов, длительном пребывании в разряженном состоянии электролита высокой плотности.
Короткое замыкание – в результате отложения шлак
Хотите получать на электронную почту самые свежие новости?
Подпишитесь на Нашу рассылку
Наша политика приватности обеспечивает 100% безопасность и анонимность Ваших E-Mail


 (h -постоянная Планка,
(h -постоянная Планка,  - частота излучения) излучаемый поток имеет одну и ту же частоту колебаний, т.е. световой поток является монохроматическим. Фотоны попадают на зеркальную поверхность, отражаются, а за счет юстировки (точной установки) после отражения фотон направляется строго параллельно оси, т.е. на выходе получаем когерентный лазерный луч.
- частота излучения) излучаемый поток имеет одну и ту же частоту колебаний, т.е. световой поток является монохроматическим. Фотоны попадают на зеркальную поверхность, отражаются, а за счет юстировки (точной установки) после отражения фотон направляется строго параллельно оси, т.е. на выходе получаем когерентный лазерный луч.






Новости и инфо для студентов