рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Спорт
- /
- УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
Реферат Курсовая Конспект
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ - раздел Спорт, МОНИТОРИНГ ОБОРУДОВАНИЯ ТРУБОПРОВОДНОГО ТРАНСПОРТА Физической Основой Ультразвуковой Дефектоскопии Является Свойство Ультразвук...
Физической основой ультразвуковой дефектоскопии является свойство ультразвуковых волн отражаться от несплошностей.
Действие приборов ультразвукового контроля основано на посылке ультразвуковых импульсов и регистрации отраженных эхосигналов или ослабленных сигналов.
Посылка ультразвуковых импульсов и прием эхо-сигналов производится пьезоэлементами (пьезоэлектрическими преобразователями), преобразующими переменное электрическое поле в акустическое поле и наоборот.
В зависимости от типа дефекта ввод ультразвуковых волн осуществляется перпендикулярно или под определенным утлом к поверхности изделия. При контроле толщины стенки трубы и контроле дефектов, параллельных стенке трубы (расслоений, неметаллических включений), ультразвуковые колебания вводятся по нормали к поверхности трубы. При ручном контроле для этого используются прямые пьезопреобразователи-искатели. Толщина стенки трубы или расстояние до несплошности определяется путем измерения времени прохождения зондирующего (т.е. излучаемого в изделие) импульса от наружной до внутренней поверхности трубы или от наружной поверхности до несплошности и отраженного импульса в обратном направлении (5850 м/с для продольных волн).
Существует несколько методов (схем) ультразвукового контроля. Наиболее распространенным является импульсный эхометод, или просто эхометод. Метод основан на регистрации ультразвуковых волн, отраженных от несплошности при импульсном прозвучивании. Амплитуда эхосигнала при этом пропорциональна площади несплошности, служащей отражателем.
Ультразвуковой контроль проводится для выявления внутренних и выходящих на поверхность протяженных (ими могут быть: непровары, несплавления, трещины, подрезы, цепочки скопления пор и включений) и не протяженных (ими могут быть: одиночные газовые поры, шлаковые включения) дефектов.
Перед проведением контроля следует произвести очистку поверхности от изоляционного покрытия, пыли, грязи, окалины, застывших брызг металла, забоин и других неровностей и нанести контактную смазку.
Контроль сварных соединений осуществляют путем перемещения (сканирования) ПЭП по поверхности околошовной зоны сваренных элементов параллельно сварному шву с одновременным возвратно-поступательным движением в направлении, перпендикулярном ему.
Признаком обнаружения дефекта служит появление на поисковом уровне чувствительности эхо-сигнала на экране дефектоскопа. При появлении признаков обнаружения дефекта следует зафиксировать преобразователь в положении, при котором амплитуда наблюдаемого сигнала максимальна, и определить координаты и параметры дефекта.
Дефекты по результатам ультразвукового контроля относят к одному из следующих видов:
непротяженные (одиночные поры, компактные шлаковые включения);
протяженные (трещины, непровары, несплавления, удлиненные шлаковые включения и поры);
цепочки и скопления (цепочки и скопления пор и шлака - три и более дефекта).
Акустические колебания и волны.
Акустическими волнами называют колебания частичек среды в упругой среде. Различают четыре основных типа волн: продольные, поперечные поверхностные и нормальные волны.
Рис. 18. Продольная волна.
Классификация методов контроля
Известно много акустических методов неразрушающего контроля, некоторые из которых применяются в нескольких вариантах. Классификация акустических методов показана на рисунке 19. Их делят на две большие группы - активные и пассивные методы. Активные методы основаны на излучении и приеме упругих волн, пассивные - только на приеме волн, источником которых служит сам контролируемый объект.
Активные методы делят на методы прохождения, отражения, комбинированные (использующие как прохождение, так и отражение), импедансные и методы собственных частот.
Методы прохождения используют излучающие и приемные преобразователи, расположенные по разные или по одну сторону контролируемого изделия. Применяют импульсное или (реже) непрерывное излучение и анализируют сигнал, прошедший через контролируемый объект.
В методах отражения используют как один, так и два преобразователя; применяют импульсное излучение. К этой подгруппе относят следующие методы дефектоскопии:

Рис. 19. Классификация акустических методов контроля
Эхо-метод (рис. 20, а) основан на регистрации эхо-сигналов от дефекта. На экране индикатора обычно наблюдают посланный (зондирующий) импульс I, импульс III, отраженный от противоположной поверхности (дна) изделия (донный сигнал) и эхо-сигнал от дефекта II. Время прихода импульсов II и III пропорционально глубине залегания дефекта и толщине изделия. При совмещенной схеме контроля (рис. 20, а) один и тот же преобразователь выполняет функции излучателя и приемника. Если эти функции выполняют разные преобразователи, то схему называют раздельной.
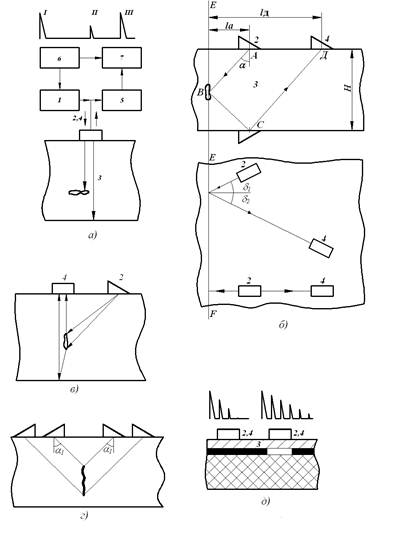
Рис. 20. Методы отражения:
а - эхо; б – эхо - зеркальный; в - дельта-метод;г - дифракционно - временной; д - реверберационный:
1 - генератор; 2 - излучатель; 3 - объект контроля; 4 - приемник;5 - усилитель; 6 - синхронизатор; 7 – индикатор
Эхо-зеркальный метод основан на анализе сигналов, испытавших зеркальное отражение от донной поверхности изделия и дефекта, т.е. прошедших путь АВСД (рис. 20, б). Вариант этого метода, рассчитанный на выявление вертикальных дефектов в плоскости ЕF, называют методом тандем. Для его реализации при перемещении преобразователей А и D поддерживают постоянным значение  ; для получения зеркального отражения от невертикальных дефектов, значение
; для получения зеркального отражения от невертикальных дефектов, значение  варьируют. Один из вариантов метода, называемый "косой тандем", предусматривает расположение излучателя и приемника не в одной плоскости (рис. 20, б, вид в плане внизу), а в разных плоскостях, но таким образом, чтобы принимать зеркальное отражение от дефекта. Еще один вариант, называемый К-метод, предусматривает расположение преобразователей по разные стороны изделия, например, располагают приемник в точке С.
варьируют. Один из вариантов метода, называемый "косой тандем", предусматривает расположение излучателя и приемника не в одной плоскости (рис. 20, б, вид в плане внизу), а в разных плоскостях, но таким образом, чтобы принимать зеркальное отражение от дефекта. Еще один вариант, называемый К-метод, предусматривает расположение преобразователей по разные стороны изделия, например, располагают приемник в точке С.
Дельта-метод (рис. 20, в) основан на приеме преобразователем для продольных волн 4, расположенным над дефектом, рассеянных на дефекте волн, излученных преобразователем для поперечных волн 2.
Дифракционно-временной метод (рис. 20, г), в котором излучатели 2 и 2¢, приемники 4 и 4¢ излучают и принимают либо продольные, либо поперечные волны, причем могут излучать и принимать разные типы волн. Преобразователи располагают так, чтобы получать максимумы эхо-сигналов волн, дифрагированных на концах дефекта. Измеряют амплитуды и время прихода сигналов от верхнего и нижнего концов дефекта.
Реверберационный метод (рис. 20, д) использует влияние дефекта на время затухания многократно отраженных ультразвуковых импульсов в контролируемом объекте. Например, при контроле клееной конструкции с наружным металлическим слоем и внутренним полимерным слоем дефект соединения препятствует передаче энергии во внутренний слой, что увеличивает время затухания многократных эхо-сигналов во внешнем слое. Отражения импульсов в полимерном слое обычно отсутствуют вследствие большого затухания ультразвука в полимере.
В комбинированных методах используют принципы как прохождения, так и отражения акустических волн.
Зеркально-теневой метод основан на измерении амплитуды донного сигнала. На рисунке 21, а отраженный луч условно смещен в сторону. По технике выполнения (фиксирует эхо-сигнал) его относят к методам отражения, а по физической сущности контроля (измеряют ослабление сигнала дважды прошедшего изделие в зоне дефекта) он близок к теневому методу.
Эхо-теневой метод основан на анализе как прошедших, так и отраженных волн (рис. 21, б).
В эхо-сквозном методе фиксируют сквозной сигнал I, сигнал II, испытавший двукратное отражение в изделии, а в случае появления полупрозрачного дефекта - также сигналы III и IV, соответствующие отражениям волн от дефекта и испытавших также отражение от верхней и нижней поверхностей изделия. Большой непрозрачный дефект обнаруживают по исчезновению или сильному уменьшению сигнала I, т.е. теневым методом, а также сигнала II. Полупрозрачные или небольшие дефекты обнаруживают по появлению сигналов III и IV, которые являются главными информационными сигналами.
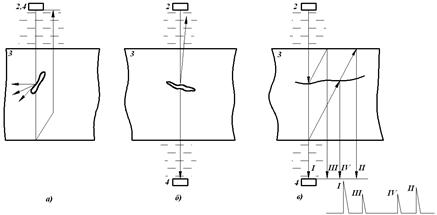
Рис. 21. Комбинированные методы, использующие прохождение и отражение: а - зеркально-теневой; б – эхо - теневой; в – эхо - сквозной:2 - излучатель; 4 - приемник; 3 - объект контроля
Методы собственных частот основаны на измерении этих частот (или спектров) колебаний контролируемых объектов. Собственные частоты измеряют при возбуждении в изделиях как вынужденных, так и свободных колебаний. Свободные колебания обычно возбуждают механическим ударом, вынужденные - воздействием гармонической силы меняющейся частоты.
Импедансные методы используют зависимость импедансов изделий при их упругих колебаниях от параметров этих изделий и наличия в них дефектов. Обычно оценивают механический импеданс  , где
, где  и
и  - комплексные амплитуды возмущающей силы и колебательной скорости, соответственно. В отличие от характеристического импеданса
- комплексные амплитуды возмущающей силы и колебательной скорости, соответственно. В отличие от характеристического импеданса  , являющегося параметром среды, механический импеданс характеризует конструкцию. В импедансных методах используют изгибные и продольные волны.
, являющегося параметром среды, механический импеданс характеризует конструкцию. В импедансных методах используют изгибные и продольные волны.
Пассивные акустические методы основаны на анализе упругих колебаний волн, возникающих в самом контролируемом объекте.
Наиболее характерным пассивным методом является акустико-эмиссионный метод. Явление акустической эмиссии состоит в том, что упругие волны излучаются самим материалом в результате внутренней динамической локальной перестройки его структуры. Такие явления, как возникновение и развитие трещин под влиянием внешней нагрузки, аллотропические превращения при нагреве или охлаждении, движение скоплений дислокаций,- наиболее характерные источники акустической эмиссии. Контактирующие с изделием пьезопреобразователи принимают упругие волны и позволяют установить место их источника (дефекта).
Пассивными акустическими методами являются вибрационно-диагностический и шумодиагностический. При первом анализируют параметры вибраций какой-либо отдельной детали или узла (ротора, подшипников, лопатки турбины) с помощью приемников контактного типа, при втором - изучают спектр шумов работающего механизма, обычно с помощью микрофонных приемников.
По частотному признаку акустические методы делят на низкочастотные и высокочастотные. К первым относят колебания в звуковом и низкочастотном (до нескольких десятков кГц), ультразвуковом диапазонах частот. Ко вторым - колебания в высокочастотном ультразвуковом диапазоне частот: обычно от нескольких сот кГц до 20 МГц. Высокочастотные методы обычно называют ультразвуковыми.
Области применения
Из рассмотренных акустических методов контроля наибольшее практическое применение находит эхо-метод. Около 90% объектов, контролируемых акустическими методами, проверяют эхо-методом. Применяя различные типы волн, с его помощью решают задачи дефектоскопии поковок, отливок, сварных соединений, многих неметаллических материалов. Эхо-метод используют также для измерения размеров изделий. Измеряют время прихода донного сигнала и, зная скорость ультразвука в материале, определяют толщину изделия при одностороннем доступе. Если толщина изделия неизвестна, то по донному сигналу измеряют скорость, оценивают затухание ультразвука, а по ним определяют физико-механические свойства материалов.
Эхо-зеркальный метод также применяют для выявления дефектов, ориентированных перпендикулярно поверхности ввода. При этом он обеспечивает более высокую чувствительность к таким дефектам, но требует, чтобы в зоне расположения дефектов был достаточно большой участок ровной поверхности (рис. 21, б). В рельсах, например, это требование не выполняется, поэтому там возможно применение только зеркально-теневого метода. Дефект может быть выявлен совмещенным наклонным преобразователем, расположенным в точке А. Однако, в этом случае зеркально-отраженная волна уходит в сторону и на преобразователь погадает лишь слабый рассеянный сигнал. Преобразователи, расположенные в точках С или D обнаруживают дефект с высокой чувствительностью.
Эхо-зеркальный метод в варианте "тандем" используют для выявления вертикальных трещин и непроваров при контроле сварных соединений. Дефекты некоторых видов сварки, например, непровар при электронно-лучевой сварке, имеют гладкую отражающую поверхность, очень слабо рассеивающую ультразвуковые волны, но такие дефекты хорошо выявляются эхо-зеркальным методом. Дефекты округлой формы (шлаковые включения, поры) дают большой рассеянный сигнал и хорошо регистрируются совмещенным преобразователем в точке А, в то же время зеркальное отражение от них слабое. В результате сравнения отраженных сигналов в точках А и D определяют форму дефекта сварного соединения.
Вариант "косой тандем" применяют, когда расположение преобразователей в одной плоскости затруднительно. Его используют, например, для выявления поперечных трещин в сварных швах. Преобразователи в этом случае располагают по разные стороны валика усиления шва. Углы  и
и  выбирают либо малыми (не более 10°), либо большими (св. 35°) для предотвращения трансформации поперечных волн в продольные. При угле меньше 10° трансформация мала. Угол 35° и больше превосходит третье критическое значение и трансформация отсутствует. Существуют варианты с
выбирают либо малыми (не более 10°), либо большими (св. 35°) для предотвращения трансформации поперечных волн в продольные. При угле меньше 10° трансформация мала. Угол 35° и больше превосходит третье критическое значение и трансформация отсутствует. Существуют варианты с  . Например, излучают поперечную волну с
. Например, излучают поперечную волну с  , а принимают трансформированную продольную волну.
, а принимают трансформированную продольную волну.
Дельта и дифракционно-временной методы также используют для получения дополнительной информации о дефектах при контроле сварных соединений. В варианте, показанном на рисунке 2,в, излучают поперечные, а принимают продольные волны. Эффективная трансформация волн на дефекте произойдет, если угол падения на плоский дефект меньше третьего критического, либо если продольная волна возникает в результате рассеяния на дефекте. Для создания хорошего контакта приемного прямого преобразователя с поверхностью сварного соединения валик усиления зачищают. С помощью этого метода довольно точно определяют положение дефекта вдоль сварного шва, что важно для его автоматической регистрации.
Лекция 6
– Конец работы –
Эта тема принадлежит разделу:
МОНИТОРИНГ ОБОРУДОВАНИЯ ТРУБОПРОВОДНОГО ТРАНСПОРТА
Государственное образовательное учреждение высшего профессионального образования... ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.048 сек.
Новости и инфо для студентов