рефераты конспекты курсовые дипломные лекции шпоры

Реферат Курсовая Конспект
Електроди
Електроди - Конспект, раздел Философия, КОНСПЕКТ ЛЕКЦІЙ Технологія зварювання спеціальних сталей плавленням Ручне Зварювання Високоміцних Низьколегованих Сталей Виконують Еле-Ктродами А...
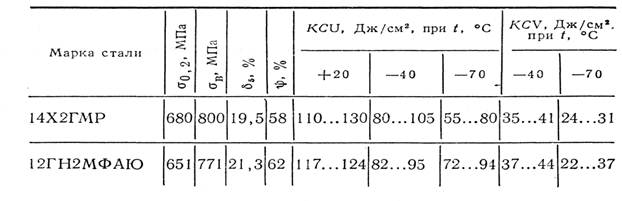
Ручне зварювання високоміцних низьколегованих сталей виконують еле-ктродами АНП-2, які відповідають типу Е70 і мають фтористо-кальціэве пок-риття. Коефіцієнт наплавлення електродів не менш 9 г / А-Ч, коефіцієнт пере-ходу металу в шов не менш 96 %. Метал, наплавлений електродами АНП-2, має наступний склад: <0,1 % С ; 0,8...1,2 % Мn; 0,2...0,4 % Sі; 0,6...0,1 % Сr; 0,2...0,4 % Мо; 1,3...1 ,8 % Nі; < 0,03 % S і ; < 0,03 % Р. Це дозволяє забезпечувати необ-хідні показники механічних властивостей металу швів:  02 > 590МПа
02 > 590МПа в >720 МПа;
в >720 МПа;  5 >17 %; KCU>49 Дж/см2 при - 70° С (табл. 5).
5 >17 %; KCU>49 Дж/см2 при - 70° С (табл. 5).
Таблиця 5 - Механічні властивості металу шиа при ручному дуговому зварюванні електродами АНП-2 стикових з'єднань високоміцних сталей
Особливістю електродів АНП-2 є низький вміст водню в наплавленому металі. Після прокалки при температурі 420...450°С вміст дифузійного водню не перевищує 2 мл/100 г метала.
Електроди АНП-2 технологічні при зварюванні у всіх просторових поло-
женнях. Для зварювання застосовують постійний струм зворотної полярності.
Зварювальний струм установлюють відповідно до діаметра електрода й положенням шва. Електроди забезпечують стійке горіння дуги, гарне формування шва, легку віддільність жужільної кірки, незначні втрати розплавленого металу від розбризкування. Метал шва, виконаний електродами АНП-2, стійкий до утворення кристаллизационных тріщин, не схильний до утворення опор.
Зварювання високоміцних сталей з низьколегованими сталями підвищений- ний міцності 09Г2, 10Г2С1, 14Г2, 10ХСНД, 15ХСНД, а також з низкоуглеро- дистой сталлю Стз виконують електродами УОНИ-13/45А або УОНИ-13/55А.
Для сарки среднеуглеродистыхвысокопрочных сталей типу 42Х2ГСНМА, 30Х2ГСНВМА рекомендуються електроди ВИ10-6 типу Э100 (стрижень Св-18ХМА) і типу Э НИАТ-3М зі стрижнем Св-08А. Можливе застосування аустенітних електродів Э-10Х20Н9Г6С, Э-06Х19Н11Г2М2. Зварені соеди- нения не піддаються термообробці.
– Конец работы –
Эта тема принадлежит разделу:
КОНСПЕКТ ЛЕКЦІЙ Технологія зварювання спеціальних сталей плавленням
Кафедра Обладнання та технології зварювального виробництва... КОНСПЕКТ ЛЕКЦІЙ...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Електроди
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.015 сек.
Новости и инфо для студентов