рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- Исполнительные размеры рабочих частей штампа
Реферат Курсовая Конспект
Исполнительные размеры рабочих частей штампа
Исполнительные размеры рабочих частей штампа - раздел Образование, ОБРАБОТКА АБРАЗИВНЫМ ИНСТРУМЕНТОМ Исполнительные Размеры Рабочих Частей Штампа (Пуансона И Матрицы) С Учётом Из...
Исполнительные размеры рабочих частей штампа (пуансона и матрицы) с учётом изменения их размеров в процессе обработки:
Для вырубки:
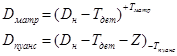 |
Для пробивки:
 |
Раскрой материала
При ХЛШ затраты на материал составляют от 50 до 70% себестоимости. Наиболее эффективным способом её снижения является экономия материала за счёт уменьшения доли отхода. В связи с этим возникает проблема оптимизации раскроя листовых материалов.
Раскрой – это отыскание наиболее эффективного размещения заготовок в листе (полосе, ленте) относительно друг друга и кромок листового материала. Мерой эффективности раскроя служит коэффициент использования материала k и коэффициент раскроя kр.
Коэффициент использования материала представляет собой отношение массы детали к норме расхода на её изготовление.
Коэффициент раскроя – это отношение массы деталей, полученных из одной исходной заготовки к её общей массе.
Если учесть, что толщина всех деталей и исходной заготовки одинакова, то:

 где f – площадь заготовки, n - количество деталей, полученных из исходной заготовки, B и L - ширина и длина исходной заготовки. Площадь детали, имеющей отверстия, рассчитывают так: f=fк-fотв, где fк - площадь по контуру, fотв - суммарная площадь отверстий. Тогда коэффициент использования можно записать следующим образом: k=n(fк-fотв)/BL.
где f – площадь заготовки, n - количество деталей, полученных из исходной заготовки, B и L - ширина и длина исходной заготовки. Площадь детали, имеющей отверстия, рассчитывают так: f=fк-fотв, где fк - площадь по контуру, fотв - суммарная площадь отверстий. Тогда коэффициент использования можно записать следующим образом: k=n(fк-fотв)/BL.
Коэффициент раскроя определяется по контуру, то есть если деталь не имеет отверстий, то k=kр. Если коэффициент раскроя зависит от формы внешнего контура изготовляемых деталей, а также от их взаимного расположения, то коэффициент использования зависит ещё и от наличия отверстий.
Коэффициент использования – главный показатель, определяющий как эффективность использования материала, так и технологичность конструкции штампуемых деталей. Чем выше значение этого коэффициента, тем больше эффект раскроя, тем технологичнее штампуемая деталь.
– Конец работы –
Эта тема принадлежит разделу:
ОБРАБОТКА АБРАЗИВНЫМ ИНСТРУМЕНТОМ
Все методы обработки абразивным abrasio соскабливание инструментом основаны на соскабливании материала заготовки абразивными з рнами входящими... В общем случае абразивный диск инструмент можно представить в виде фрезы... Обрабатываемая поверхность...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Исполнительные размеры рабочих частей штампа
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.018 сек.
Новости и инфо для студентов