рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- Типы раскроя листовых заготовок
Реферат Курсовая Конспект
Типы раскроя листовых заготовок
Типы раскроя листовых заготовок - раздел Образование, ОБРАБОТКА АБРАЗИВНЫМ ИНСТРУМЕНТОМ ...
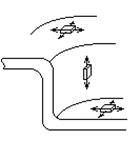
 Различают три типа раскроя:
Различают три типа раскроя:
1) Раскрой с отходами;
2) Малоотходный раскрой;
3) Безотходный раскрой.
Ширина перемычек влияет на коэффициент использования (k), на точность вырубаемых деталей, а также стойкость пуансона и матрицы. Чем она больше, тем меньше коэффициент использования, тем выше точность. Перемычка должна быть достаточно жёсткой, так как при малой жёсткости она может быть втянута в зазор между пуансоном и матрицей, что в свою очередь может привести к порче оборудования. Снижение жёсткости приводит к понижению точности шага штамповки из-за упругого изгиба перемычки при подаче заготовки с упором на неё.
Ширина перемычки зависит от толщины заготовки, механических свойств материала, длины вырубаемых участков (вдоль перемычки) и конструкции штампа. Для S больше 4, ширина перемычки выбирается из интервала 1¸3,2 мм.
Малоотходный раскрой характеризуется отсутствием внешних перемычек.
Вытяжка
Вытяжка – процесс формообразования полых деталей различной формы из плоских заготовок. Различают две разновидности вытяжки: без уплотнения стенок и с уплотнением.



 Сущность процесса вытяжки заключается в том, что пуансон под действием усилия Р, создаваемого прессом, вместе с заготовкой внедряется внутрь матрицы. При этом за счёт пластического деформирования материала происходит изменение формы заготовки.
Сущность процесса вытяжки заключается в том, что пуансон под действием усилия Р, создаваемого прессом, вместе с заготовкой внедряется внутрь матрицы. При этом за счёт пластического деформирования материала происходит изменение формы заготовки.
 Первая операция вытяжки, в результате которой происходит первоначальное полой заготовки, называется свёрткой. В общем случае, при вытяжке площадь заготовки сохраняется. При дальнейшей вытяжке уменьшается диаметр заготовки и увеличивается её высота.
Первая операция вытяжки, в результате которой происходит первоначальное полой заготовки, называется свёрткой. В общем случае, при вытяжке площадь заготовки сохраняется. При дальнейшей вытяжке уменьшается диаметр заготовки и увеличивается её высота.



 В результате силового воздействия пуансона в части заготовки, расположенной по поверхности матрицы действуют растягивающие напряжения sр и сжимающие тангенциальные напряжения sq. Сжимающие растяжения могут привести к образованию складок. Для предотвращения этого используют прижим с усилием Q. Усилие прижима Q определяется по формуле: Q=qF, где q – рекомендованная величина, а F – площадь заготовки, расположенная под прижимом. Величины Q должно быть достаточно для предотвращения складкообразования, но она не должна препятствовать процессу формообразования. В результате перемещения заготовки, при больших значениях Q может произойти её разрыв. Прижим используется при относительной толщине заготовки D не более 2%, где D=S/D0 (D0 - диаметр исходной заготовки). Усилие Р должно удовлетворять неравенству: Р<LSsр, где L – длина периметра по пуансону или матрице, sр - предел прочности.
В результате силового воздействия пуансона в части заготовки, расположенной по поверхности матрицы действуют растягивающие напряжения sр и сжимающие тангенциальные напряжения sq. Сжимающие растяжения могут привести к образованию складок. Для предотвращения этого используют прижим с усилием Q. Усилие прижима Q определяется по формуле: Q=qF, где q – рекомендованная величина, а F – площадь заготовки, расположенная под прижимом. Величины Q должно быть достаточно для предотвращения складкообразования, но она не должна препятствовать процессу формообразования. В результате перемещения заготовки, при больших значениях Q может произойти её разрыв. Прижим используется при относительной толщине заготовки D не более 2%, где D=S/D0 (D0 - диаметр исходной заготовки). Усилие Р должно удовлетворять неравенству: Р<LSsр, где L – длина периметра по пуансону или матрице, sр - предел прочности.
 Процесс формообразования детали вытяжкой происходит в несколько операций.
Процесс формообразования детали вытяжкой происходит в несколько операций.
 При уменьшении D, возрастает h.
При уменьшении D, возрастает h.
 | |||
 | |||
Коэффициент свёртки:
 |
 Суммарный Коэффициент вытяжки:
Суммарный Коэффициент вытяжки:

 må=m1+m2+m3+…+mn, но всегда m1<m2<m3<…<mn, так как в процессе деформации повышается прочность, а следовательно понижается пластичность.
må=m1+m2+m3+…+mn, но всегда m1<m2<m3<…<mn, так как в процессе деформации повышается прочность, а следовательно понижается пластичность.
Для простоты расчётов, допустим, что m1=m2=m3=…=mср, тогда må= mсрn , где n – количество вытяжек.
 |
В то же время,
 |
Приравняв оба уравнения и прологарифмировав их, получим:
В процессе вытяжки площадь заготовки остаётся неизменной, поэтому можно определить диаметр заготовки при вытяжке осесимметричных деталей: Dз=1,13ÖåFi, где åFi – сумма элементарных площадей, из которых состоит деталь.
При вытяжке с уплотнением, зазор между пуансоном и матрицей меньше толщины заготовки. При данном методе происходит большее пластическое деформирование материала. Его используют для получения тонкостенных полых цилиндрических деталей (сильфонов).
– Конец работы –
Эта тема принадлежит разделу:
ОБРАБОТКА АБРАЗИВНЫМ ИНСТРУМЕНТОМ
Все методы обработки абразивным abrasio соскабливание инструментом основаны на соскабливании материала заготовки абразивными з рнами входящими... В общем случае абразивный диск инструмент можно представить в виде фрезы... Обрабатываемая поверхность...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Типы раскроя листовых заготовок
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.019 сек.
Новости и инфо для студентов