рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Производство
- /
- Системы уровня цеха
Реферат Курсовая Конспект
Системы уровня цеха
Системы уровня цеха - раздел Производство, Министерство Образования И Науки Российской Федерации...
Министерство образования и науки Российской феДЕРАЦИИ
Новосибирский государственный университет
РЕФЕРАТ
Тема:Системы уровня цеха (Manufacturing Execution Systems - MES)
Преподаватель: Н.А. Исаева
студент: К.А. Бостанбеков
факультет: ФИТ
группа: 6205м
Новосибирск 2010г.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1 Исполнительные производственные системы MES (Manufacturing Execution System)
2 «Выталкивающая» логистическая система (push scheduling)
3 «Вытягивающая» логистическая система (pull scheduling)
4 Метод вычисляемых приоритетов
5 Внедрение MES-системы Factelligence в компании "Продукты питания" (г. Калининград)
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Вопросам построения корпоративных информационных систем (КИС) предприятий посвящен не один десяток специальных компьютерных изданий, в которых КИС, как правило, рассматриваются только на уровне ERP-систем (Enterprise Resource Planning — планирование ресурсов предприятия) и зачастую отождествляются с последними. Но давайте взглянем на задачу построения корпоративной информационной системы промышленного предприятия несколько шире, включив сюда, помимо ERP-систем, комплекс других компьютерных программ.
Международная ассоциация производителей и пользователей систем управления производством (MESA International) определила в 1994 году модель MESA-11, а в 2004 году модель c-MES, которые дополняют модели и стандарты управления производством и производственной деятельностью, сформировавшиеся за последние десятилетия:
1. Cтандарт ISA95, «Интеграция систем управления предприятием и технологическим процессом» («Enterprise-Control System Integration»), который определяет единый интерфейс взаимодействия уровней управления производством и компанией и рабочие процессы производственной деятельности отдельного предприятия.
2. Стандарт ISA88, «Управление периодическим производством» («Batch Control»), который определяет технологии управления периодическим производством, иерархию рецептур, производственные данные.
3. Сообщество Открытых Приложений (Open Applications Group, OAG): некоммерческое промышленное сообщество, имеющее своей целью продвижение концепции функциональной совместимости между бизнесприложениями и разработку стандартов бизнес-языков для достижения указанной цели.
4. Модель процессов цепочки поставок (Supply-Chain Operations Reference, SCOR): референтная модель для управления процессами цепочки поставок, связывающая деятельность поставщика и заказчика. Модель SCOR описывает бизнес-процессы для всех фаз выполнения требований заказчика. Раздел SCOR «Изготовление» («Make») посвящён, в основном, производству.
MES (сокр. от англ. Manufacturing Execution System) — производственная исполнительная система. Системы такого класса решают задачи синхронизации, координируют, анализируют и оптимизируют выпуск продукции в рамках какого-либо производства.
Положения работы MES-включают в себя:
1. Активация производственных мощностей
2. Отслеживание производственных мощностей
3. Сбор информации, связанной с производством от
1. Систем автоматизации производственного процесса
2. Датчиков
3. Оборудования
4. Персонала
5. Программных систем
4. Отслеживание и контроль параметров качества
5. Обеспечение персонала и оборудования информацией, необходимой для начала процесса производства
6. Установление связей между персоналом и оборудованием в рамках производства
7. Установление связей между производством и поставщиками, потребителями, инженерным отделом, отделом продаж и менеджментом
8. Реагирование на
1. Требования по номенклатуре производства
2. Изменение компонентов, сырья и полуфабрикатов, применяемых в процессе производства
3. Изменение спецификации продуктов
4. Доступность персонала и производственных мощностей
9. Гарантирование соответствия применимым юридическим актам, например нормам Food and Drug Administration (FDA) США
10. Соответствие вышеперечисленным индустриальным стандартам.
Термин "Логистика" нередко связывают со складированием и перемещением грузов, т.е. с логистикой поставок. При этом часто забывают, что к логистике относятся также и процессы планирования производства и оперативного управления технологическими операциями. Для производств мелкосерийного и единичного типов наиболее эффективной является «вытягивающая» логистическая система, именуемая «Методом вычисляемых приоритетов».
В работах [1],[2] приводится пять известных вариантов «вытягивающих» систем производственной логистики (Pull Scheduling), лежащих в основе современного управления производством:
- Восполнение «Супермаркета» (Supermarket Replenishment)
- Лимитированные очереди FIFO (Capped FIFO Lanes)
- Метод «Барабан-Буфер-Веревка» (Drum Buffer Rope)
- Лимит незавершенного производства (WIP Cap)
- Метод вычисляемых приоритетов (Priority Sequenced Lanes)
Следует отметить, что первые четыре логистические системы хорошо работают для ритмичных производств со стабильной номенклатурой выпускаемых изделий, отлаженными и неизменяемыми технологическими процессами, что обычно соответствует массовым, крупносерийным и серийным производствам. Но в производствах единичных и мелкосерийных, где постоянно запускаются в исполнение новые заказы с оригинальной технологией их изготовления, где сроки выпуска продукции диктуются потребителем и могут, вообще говоря, изменяться непосредственно в процессе обработки, в таких производствах упомянутые выше «вытягивающие» системы производственной логистики теряет свою эффективность [2].
1 Исполнительные производственные системы MES (Manufacturing Execution System)
Чтобы разобраться, что же представляют собой исполнительные производственные системы, рассмотрим регламентированный состав функций MES, число которых в классическом варианте равно одиннадцати (рис. 1).

Рис. 1 Состав функций MES (Источник: MESA International)
1. RAS (англ. Resource Allocation and Status) — Контроль состояния и распределение ресурсов. Управление ресурсами: технологическим оборудованием, материалами, персоналом, обучением персонала, а также другими объектами, такими как документы, которые должны быть в наличии для начала производственной деятельности. Обеспечивает детальную историю ресурсов и гарантирует, что оборудование соответствующим образом подготовлено для работы. Контролирует состояние ресурсов вреальном времени. Управление ресурсами включает резервирование и диспетчеризацию, с целью достижения целей оперативного планирования.
2. ODS (англ. Operations/Detail Scheduling) — Оперативное/ Детальное планирование. Обеспечивает упорядочение производственных заданий, основанное на очередности, атрибутах, характеристиках и рецептах, связанных со спецификой изделий таких как: форма, цвет, последовательность операций и др. и технологией производства. Цель— составить производственное расписание с минимальными перенастройками оборудования и параллельной работой производственных мощностей для уменьшения времени получения готового продукта и времени простоя.
3. DPU (англ. Dispatching Production Units) — Диспетчеризация производства. Управляет потоком единиц продукции в виде заданий, заказов, серий, партий и заказ-нарядов. Диспетчерская информация представляется в той последовательности, в которой работа должна быть выполнена, и изменяется в реальном времени по мере возникновения событий на цеховом уровне. Это дает возможность изменения заданного календарного плана на уровне производственных цехов. Включает функции устранение брака и переработки отходов, наряду с возможностью контроля трудозатрат в каждой точке процесса с буферизацией данных.
4. DOC (англ. Document Control) — Управление документами. Контролирует содержание и прохождение документов, которые должны сопровождать выпускаемое изделие, включая инструкции и нормативы работ, способы выполнения, чертежи, процедуры стандартных операций, программы обработки деталей, записи партий продукции, сообщения о технических изменениях, передачу информации от смены к смене, а также обеспечивает возможность вести плановую и отчётную цеховую документацию. Также включает инструкции по безопасности, контроль защиты окружающей среды, государственные и необходимые международные стандарты. Хранит историю прохождения и изменения документов.
5. DCA (англ. Data Collection/Acquisition) — Сбор и хранение данных. Взаимодействие информационных подсистем в целях получения, накопления и передачи технологических и управляющих данных, циркулирующих в производственной среде предприятия. Функция обеспечивает интерфейс для получения данных и параметров технологических операций, которые используются в формах и документах, прикрепляемых к единице продукции. Данные могут быть получены с цехового уровня как вручную, так и автоматически от оборудования, в требуемом масштабе времени.
6. LM (англ. Labor Management) — Управление персоналом. Обеспечивает получение информации о состоянии персонала и управление им в требуемом масштабе времени. Включает отчетность по присутствию и рабочему времени, отслеживание сертификации, возможность отслеживания непроизводственной деятельности, такой, как подготовка материалов или инструментальные работы, в качестве основы для учета затрат по видам деятельности (activity based costing, ABC). Возможно взаимодействие с функцией распределения ресурсов, для формирования оптимальных заданий.
7. QM (англ. Quality Management) — Управление качеством. Обеспечивает анализ в реальном времени измеряемых показателей, полученных от производства, для гарантированно правильного управления качеством продукции и определения проблем, требующих вмешательства обслуживающего персонала. Данная функция формирует рекомендации по устранению проблем, определяет причины брака путём анализа взаимосвязи симптомов, действий персонала и результатов этих действий. Может также отслеживать выполнение процедур статистического управления процессом и статистического управления качеством продукции (SPC/SQC), а также управлять выполнением лабораторных исследований параметров продукции. Для этого в состав MES добавляются лабораторные информационно-управляющие системы (LIMS).
8. PM (англ. Process Management) — Управление производственными процессами. Отслеживает производственный процесс и либо корректирует автоматически, либо обеспечивает поддержку принятия решений оператором для выполнения корректирующих действий и усовершенствования производственной деятельности. Эта деятельность может быть как внутриоперационной и направленной исключительно на отслеживаемые и управляемые машины и оборудование, так и межоперационной, отслеживающей ход процесса от одной операции к другой. Она может включать управление тревогами для обеспечения гарантированного уведомления персонала об изменениях в процессе, выходящих за приемлемые пределы устойчивости. Она обеспечивает взаимодействие между интеллектуальным оборудованием и MES, возможное благодаря функции сбора и хранения данных.
9. MM (англ. Maintenance Management) — Управление техобслуживанием и ремонтом. Отслеживает и управляет обслуживанием оборудования и инструментов. Обеспечивает их работоспособность. Обеспечивает планирование периодического и предупредительного ремонтов, ремонта по состоянию. Накапливает и хранит историю произошедших событий (отказы, уменьшение производительности и др.) для использования в диагностировании возникших и предупреждения возможных проблем.
10. PTG (англ. Product Tracking and Genealogy) — Отслеживание и генеалогия продукции. Обеспечивает возможность получения информации о состоянии и местоположении заказа в каждый момент времени. Информация о состоянии может включать данные о том, кто выполняет задачу, компонентах, материалах и их поставщиках, номере лота, серийном номере, текущих условиях производства, а также любые тревоги, данные о повторной обработке и другие события, относящиеся к продукту. Функция отслеживания в реальном времени создает также архивную запись. Эта запись обеспечивает отслеживаемость компонентов и их использование в каждом конечном продукте.
11. PA (англ. Performance Analysis) — Анализ производительности. Обеспечивает формирование отчетов о фактических результатах производственной деятельности, сравнение их с историческими данными и ожидаемым коммерческим результатом. Результаты производственной деятельности включают такие показатели, как коэффициент использования ресурсов, доступность ресурсов, время цикла для единицы продукции, соответствие плану и соответствие стандартам функционирования. Может включать статистический контроль качества процессов и продукции (SPC/SQC). Систематизирует информацию, полученную от разных функций, измеряющих производственные параметры. Эти результаты могут быть подготовлены в форме отчета или представлены в реальном времени в виде текущей оценки эксплуатационных показателей.
Характерно, что в приведенном списке нет функции SCM, которая является одной из основных в APS-системах. Несмотря на кажущееся, на первый взгляд, многообразие функций MES все они имеют оперативный характер и регламентируют соответствующие требования не к предприятию в целом, а к той его единице (цеху, участку, подразделению), для которой ведется планирование работ. При этом такие функции, как управление документами, персоналом – это управление цеховыми документами (наряд-заказами, отчетными ведомостями и пр.) и персоналом цеха. Основными функциями MES-систем из перечисленных выше являются – оперативно-календарное планирование (детальное планирование) и внутрицеховая диспетчеризация производственных процессов. Именно эти две функции определяют MES-систему как систему оперативного характера, нацеленную на формирование расписаний работы оборудования и оперативное управление производственными процессами на уровне цеха.
По состоянию на 2004 г. функции, относящиеся к составлению производственных расписаний (ODS), управлению ТО и ремонтами (MM), а также цеховому документообороту (DOC), были исключены из базовой модели MESA-11. Разработка новой модели Collaborative Manufacturing Execution System (c-MES) была вызвана тем фактом, что при управлении производством и цепочками поставок надёжный обмен информацией между несколькими системами необходим гораздо чаще, чем обмен между несколькими уровнями одной системы. В предыдущем поколении MES основное внимание уделялось обеспечению информацией пользователей из числа оперативного персонала, таких как диспетчеры, операторы или менеджеры. Для совместного использования информации с другими была разработана модель c-MES. Она дает возможность получить полную картину происходящего, необходимую для принятия решений. В частности, при управлении цепочками поставок и принятии решений c-MES предоставляет информацию о возможностях производства («что»), производительности («сколько»), расписании («когда») и качестве («доступный уровень»). Кроме того за прошедшее время (с 1994 по 2004 гг.) появились информационные системы, реализующие исключенный функционал:
§ Advanced Planning & Scheduling (APS) — решают задачи составления оптимизированных производственных расписаний
§ Enterprise Asset Management (EAM) — отвечает за управление ТОиР
Существует мнение, что APS работает только в сочетании с ERP системой, в то время как MES этим ограничением не связана. На самом деле на рынке присутствуют системы APS которые могут быть использован для расчета и оперативной коррекции внутрицеховых производственных расписаний даже в тех случаях, когда на предприятии отсутствует ERP.
2 «Выталкивающая» логистическая система (push scheduling)
«Выталкивающая» логистическая система - это такая организация движения материальных потоков через производственную систему, при которой материальные ресурсы подаются с предыдущей операции на последующую в соответствии с заранее сформированным жестким графиком поставок. Материальные ресурсы «выталкиваются» с одного звена производственной логистической системы на другое. Каждой операции общим расписанием устанавливается время, к которому она должна быть завершена.
Полученный продукт «проталкивается» дальше и становится запасом незавершенного производства на входе следующей операции. То есть такой способ организации движения материальных потоков как бы игнорирует информацию о том, продолжится ли обработка данного продукта на следующей стадии, и в каком состоянии в настоящее время находится используемое для этой обработки рабочее место: занято ли оно выполнением совсем другой задачи или ожидает поступления продукта для обработки. В результате нередко появляются задержки в работе технологического оборудования и рост запасов незавершенного производства. Структура «выталкивающей» логистической системы приведена на рисунке 2.
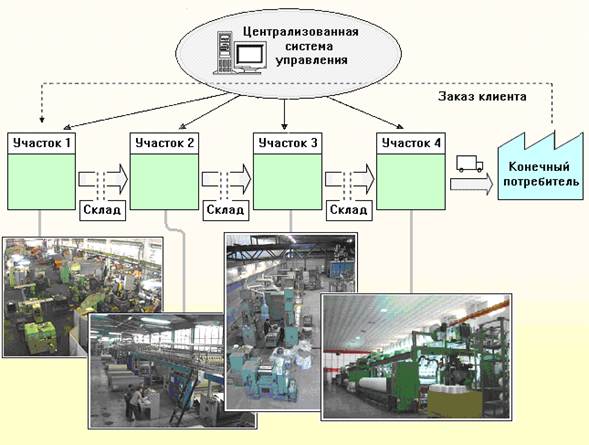
Рис.2. Структура «выталкивающей» системы производственной логистики.
«Выталкивающая» система с централизованным планированием предполагает, что каждый производственный участок получает конкретные задания на плановый период (это могут быть комплекты деталей) и отчитывается о его выполнении перед централизованной системой управления предприятием. Результаты своей работы каждое производственное подразделение передает на склад. При таком планировании и участок, и централизованную систему управления интересуют только выполнение сроков и объемов планового задания. Каждое отдельный участок при таком виде планирования существует как бы изолированно. Его не интересует, что будет с изделиями, которые он отправляет на промежуточный склад, и есть ли там остатки продукции предыдущего месяца.
При наличии остатков на складе возникает избыток запасов в системе, при задержке с пополнением запасов возникает дефицит, способный остановить производственный процесс. При возникновении изменений, например, спроса или поставок, планы должны оперативно пересматриваться, что резко увеличивает трудоемкость плановой работы. В отечественной практике этот вид планирования был до недавнего времени единственным; в условиях рыночной экономики он используется в основном на заготовительных предприятиях и предприятиях с массовым типом производства, производящих стандартизованную продукцию широкого назначения. «Выталкивающая» логистическая система является методологическим базисом для MRP-II и реализуется, как правило, на уровне современных ERP-систем [4].
3 «Вытягивающая» логистическая система (pull scheduling)
«Вытягивающая» логистическая система - это такая организация движения материальных потоков, при которой материальные ресурсы подаются («вытягиваются») на следующую технологическую операцию с предыдущей по мере необходимости, а поэтому жесткий график движения материальных потоков отсутствует. Размещение заказов на пополнение запасов или изготовления материальных ресурсов (операционных заделов) или ГП происходит, когда их количество достигает определенного критического уровня. Эта система основана на «вытягивании» продукта последующей операцией с предыдущей операции в тот момент времени, когда последующая операция готова к данной работе. То есть когда в ходе одной операции заканчивается обработка единицы продукции, посылается сигнал-требование на предыдущую операцию. И предыдущая операция отправляет обрабатываемую единицу дальше только тогда, когда получает на это запрос. (Just-in-Time) [1].
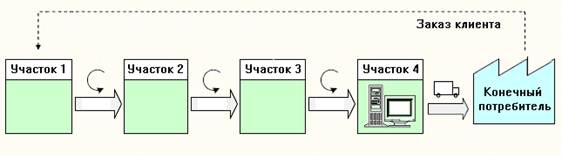
Рис.3. Структура «вытягивающей» системы производственной логистики.
Дэвид Хэллеттприводит следующее определение: «Вытягивающая» система - это система, используемая для управления производством, в которой объем создаваемых операционных заделов (запасов) определенным образом ограничен.
Операционные заделы, - далее производственные запасы, - могут включать в себя сырье, незавершенное производство (НЗП), готовую продукцию, а также специально резервируемый фонд времени технологического оборудования.
Опираясь на это определение можно сказать, что любая логистическая методика, которая ограничивает уровень операционных заделов, будет создавать «вытягивание».
Метод вычисляемых приоритетов
Метод вычисляемых приоритетов является своеобразным обобщением двух рассмотренных выше «выталкивающих» логистических систем: системы пополнения…ЗАКЛЮЧЕНИЕ
Подводя итог, еще раз вернемся к вопросу построения корпоративных информационных систем промышленных предприятий, относящихся прежде всего к… В идеале первые две группы следует объединить в одну, но на сегодняшний день… Рассмотренные в данном реферате типы «вытягивающих» логистических систем обладают общими для них характерными…СПИСОК ЛИТЕРАТУРЫ
1. Фролов Е.Б. Производственная логистика или что такое «Вытягивающее планирование». // Логистика и управление цепями поставок, №1 (36), 2010, с. 69-85.
2. Фролов Е.Б. Школа CIO: MES и производственная логистика. http://www.cio-world.ru/it-expert/500964/
3. Демидов Владимир/ Современные Технологии Автоматизации №1 2006 /
4. Гаврилов Д.А. Управление производством на базе стандарта MRP II. – СПб.: Питер, 2003. – 352с.
5. Фролов Е.Б., Загидуллин Р.Р. MES-системы как они есть или Эволюция систем планирования производства. // Генеральный директор, № 4, 2008, с. 84-91.
6. Мазурин А. ФОБОС: Эффективное управление производством на уровне цеха. // САПР и графика, № 3, март 2001, с. 73-78. — Компьютер Пресс.
– Конец работы –
Используемые теги: системы, уровня, цеха0.062
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Системы уровня цеха
Что будем делать с полученным материалом:
Если этот материал оказался полезным для Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.137 сек.
Новости и инфо для студентов