рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Философия
- /
- МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
Реферат Курсовая Конспект
МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ - раздел Философия, В. М. Волков ...
В. М. ВОЛКОВ
МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
ЧАСТЬ 1
ОМСК 2009
Федеральное агентство железнодорожного транспорта Омский государственный университет путей сообщения __________________________МЕТРОЛОГИЯ
Метрология – наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности. В практической деятельности человек всегда имеет дело с измерениями. С… Многие меры длины имели антропологическое происхождение. И совсем не случайно, древние говорили: «Человек – мера всех…Универсальная мера
Оригинальное предложение высказывал в свое время профессор Краковского университета С. Пудловский. Его идея заключалась в том, что в качестве… Несколько раньше, в 1673 г. голландский ученый Х. Гюйгенс издал блестящую… Однако было одно обстоятельство, которое смущало ученых. Период колебания маятника при одной и той же его длине был…Метрическая система мер
Проекты реформы систем мер появлялись в разных странах, но особенно острым этот вопрос был во Франции по перечисленным выше причинам. Постепенно… – система мер должна быть единой и общей; – единицы измерения должны иметь строго определенные размеры;Эталоны метра
Эталон метра представлял собой платиново-иридиевый стержень Х-образного сечения длинной 1020 мм. На нейтральной плоскости при 0 °C было нанесено по…Цели и задачи метрологии
Метрология имеет большое значение для прогресса естественных и технических наук, так как повышение точности измерений является одним из средств… Основные задачи метрологии: 1) установление единиц физических величин, государственных эталонов и образцовых средств измерения;ОСНОВНЫЕ ПОНЯТИЯ О РАЗМЕРАХ, ДОПУСКАХ И
ОТКЛОНЕНИЯХ
Виды деталей и размеров
В связи с тем, что при изготовлении детали невозможно с абсолютной точностью выдержать размеры, конструктор на рабочем чертеже детали проставляет… Детали, входящие одна в другую, подразделяются на валы и отверстия. Вал – термин, условно применяемый для обозначения наружных (охватываемых) элементов деталей, включая и элементы,…Ряды предпочтительных чисел (ГОСТ 8032-84)
Предпочтительными числами называются такие числа, которым отдается предпочтение по сравнению с другими. Примеры использования предпочтительных чисел встречаются повсюду: размеры… Результатом использования предпочтительных чисел является такое согласование параметров и размеров, которое…Предельные отклонения
Покажем вал и отверстие с указанием предельных размеров и отклонений (рис. 2.3): dmax и dmin – наибольший и наименьший допускаемый размер вала; Dmax и Dmin – наибольший и наименьший допускаемый размер отверстия;Условное обозначение допусков и расположение полей допусков

Рис. 2.4
Поле допуска – поле, ограниченное верхним и нижним предельными отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему предельным отклонениям относительно нулевой линии.
Поля допусков отверстий показаны на рис. 2.4, а поля допусков валов – на рис. 2.5.

Рис. 2.5
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК (ЕСДП)
Единая система допусков и посадок (ГОСТ 25346-89) введена в СССР с 1 января 1977 г. ЕСДП построена в соответствии с рекомендациями ISO (Международной организации по стандартизации) и условно может быть разделена на три части:
а) допуски;
б) основные отклонения валов;
в) основные отклонения отверстий.
Допуски
В связи с тем, что к различным деталям предъявляются различные требования точности по изготовлению, существует разделение по группам точности,… Квалитет – совокупность допусков, соответствующих одинаковой степени точности… Применение квалитетов:Основные отклонения валов
Основным отклонением называется одно из двух предельных, ближе расположенное к нулевой линии (рис. 3.1). Для валов предусмотрено 27 основных отклонений, они обозначаются строчными… несколько формул: d → es = – 16 d0,44; g → es = – 2,5 d0,34; m → ei = + (IT7 – – IT6); t → ei…Основные отклонения отверстий
Основные отклонения отверстий построены таким образом, чтобы обеспечить образование посадок в системе вала, аналогичным посадкам в системе… Общее правило. Основное отклонение отверстия должно быть симметрично…Посадки в ЕСДП
Поверхности, по которым происходит соединение деталей, называются посадочными или сопрягаемыми, все остальные поверхности называются свободными или несопрягаемыми. Соответствующие этим поверхностям размеры называются аналогично: посадочные и свободные.
Посадкой называется характер соединения деталей, определяемый величиной получающихся зазоров или натягов. Посадка определяет свободу относительного перемещения сопрягаемых деталей друг относительно друга. Тип посадки определяется величиной и взаимным расположением полей допусков отверстия и вала. Все посадки делятся на три группы: подвижные, неподвижные и переходные.
Отверстие и вал независимо от посадки и допусков на размер имеют один и тот же размер сопряжения, т. е. номинальный размер одинаков (D = d).
Подвижные посадки (посадки с зазором)
Подвижными посадками называются такие, которые в сопряжении обеспечивают возможность относительного перемещения, т. е. между сопряженными… S = D – d. (3.16)Неподвижные посадки (посадки с натягом)
Неподвижными посадками или посадками с натягом называются такие посадки, у которых между сопрягаемыми поверхностями имеется гарантированный натяг,… Относительная неподвижность деталей обеспечивается за счет сил сцепления… Натягом называется разность размеров вала и отверстия до сборки. Натяг характеризует степень сопротивления смещению…Переходные посадки
Переходные посадки иногда называют посадками центрирования, они являются промежуточными между подвижными и неподвижными, т. е. могут дать как зазор,… Для переходных посадок поля допусков отверстия и вала частично или полностью…Выбор посадок
Необходимые эксплуатационные свойства механизмов обеспечивают выбором соответствующих посадок при соединении деталей друг с другом. Выбор посадок… Обычно конструкторы в своей практике пользуются сравнительно небольшим… Для условий серийного производства ответственные соединения подвергают экспериментальным исследованиям, результаты…Системы допусков и посадок
Системой допусков для гладких цилиндрических соединений, как и для других сопряжений, называется закономерно построенная на основе расчета и опыта совокупность рядов допусков и посадок.
Система предназначена для того, чтобы можно было выбрать минимально, но достаточное для практики число вариантов посадок. Она позволяет обеспечить стандартизацию режущих инструментов и калибров, облегчить конструирование и достижение взаимозаменяемости соединений, повысить качество изделий и упростить расчеты посадок.
Различают две системы: систему вала и систему отверстия.
Система отверстия
Отверстие в системе отверстия является основным. Система характеризуется тем, что в ней для всех посадок одной степени точности при одинаковых…Система вала
В системе вала основной деталью считается вал, который называется основным. Система вала характеризуется тем, что в ней для всех посадок одной… Поле допуска основного вала обозначается буквой h и располагается под нулевой…Применение систем
Системы отверстия и вала дают совершенно одинаковое количество посадок с равными значениями зазоров и натягов, т. е. обе системы равноправны. Однако… Система вала имеет ограниченное применение, т. е. в тех случаях, когда… Если производится соединение деталей с парными, ранее выполненными по системе вала деталями – шпонки различных типов,…Обозначение точности размеров
Точность на чертежах проставляется для посадок, для образующих посадку деталей и для свободных размеров.
Точность посадочных размеров
В обозначении посадок должен находиться номинальный размер, общий для обоих соединяемых элементов (отверстия и вала), за которым записываются… Точность деталей и посадки в целом может быть записана в трех видах:… Для слесаря-сборщика важно знать характер сопряжения, поэтому на сборочном чертеже целесообразно проставлять буквенное…Точность свободных размеров
Точность свободных размеров проставляется в технических требованиях на чертеж как неуказанные предельные отклонения и может быть исполнена в трех… – по квалитетам с 12-го по 18-й по ГОСТ 25346-89; – по специальным классам точности по ГОСТ 25670-83;Принципы построения ЕСДП
Сведения, изложенные ранее, можно тезисно оформить в виде признаков или принципов. 1) Выявление номинальных размеров в соответствии с рядами предпочтительных… 2) Установление точности изготовления по 20 квалитетам. Допуски по квалитетам одинаковы для любого элемента…ГЛАДКИЕ ПРЕДЕЛЬНЫЕ КАЛИБРЫ
Калибрами называют бесшкальные контрольные инструменты, которые служат для контроля деталей в процессе производства, т. е. для проверки того,… Рабочие калибры предназначены для контроля деталей в процессе их изготовления,… Приемные калибры применяют контролеры ОТК и представители заказчика для приемки деталей.Калибр-пробки
Гладкие калибры для контроля отверстий выполняются в форме цилиндров, т. е. являются прототипами проверяемых отверстий, и поэтому называются пробками. Обе пробки – проходная и непроходная – могут быть выполнены как одно целое, если диаметр отверстия меньше 50 мм, и отдельно, если он больше (рис. 4.1).
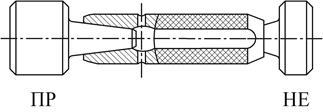
Рис. 4.1
Если пробка ПР не входит в отверстие, то деталь считается негодной, но брак исправимый, т. е. требуется дополнительная обработка отверстия. Если пробка НЕ вошла в отверстие, то это означает, что деталь бракованная и исправлению не подлежит.
Калибр-скобы
Гладкие калибры для контроля валов выполняются в виде скоб, причем скобы могут быть нерегулируемыми (рис. 4.2, а, б) и регулируемыми (рис. 4.2, в). Если калибр-скоба ПР не проходит по валу, то брак исправимый, а если калибр-скоба НЕ проходит по валу, то он считается окончательно бракованным.
Калибр-скобы бывают односторонними (см. рис. 4.2, а, в) и двухсторонними (см. рис. 4.2, б). Регулируемые скобы со вставками или передвижными губками (см. рис. 4.2, в) позволяют компенсировать износ и могут настраиваться на разные размеры, однако они имеют меньшие по сравнению с нерегулируемыми скобами точность и надежность и, как правило, применяются для контроля размеров с допусками не точнее 8-го квалитета.

| а | б | в |
Рис. 4.2
Контрольные калибры
Для контроля нерегулируемых калибр-скоб и для установки регулируемых калибров применяются контрольные калибры: для проходной стороны (К-ПР), непроходной (К-НЕ) и для контроля износа (К-И). Они обычно выполняются в виде шайб (рис. 4.3).

|
| Рис. 4.3 |
Однако, несмотря на малый допуск контрольных калибров, они искажают установленные поля допусков на изготовление и износ рабочих калибров, поэтому контрольные калибры имеют ограниченное применение. В мелкосерийном и единичном производстве целесообразно вместо контрольных калибров применять концевые меры длины или универсальные измерительные приборы.
Расположение полей допусков калибров
На гладкие калибры ГОСТ 24853-81 устанавливает допуски на изготовление: Н – рабочих калибр-пробок для отверстий; Н1 – рабочих калибр-скоб для валов;… представлена на рис. 4.4, а схема полей допусков скоб и контрольных калибров – на рис. 4.5.РАЗМЕРНЫЕ ЦЕПИ
Расчет размерных цепей является необходимым этапом конструирования, производства и эксплуатации широкого класса изделий (машин, механизмов, приборов… Расчет и анализ размерных цепей позволяет устанавливать количественную связь… Размерной цепью называется совокупность размеров, образующих замкнутый контур и непосредственно участвующих в решении…Классификация размерных цепей
В зависимости от квалификационных признаков размерные цепи делятся на несколько видов.
По месту в изделии они могут быть подетальными и сборочными. Если в замкнутый контур входят размеры только одной детали, то такая цепь называется подетальной (см. рис. 5.1), если входят размеры нескольких деталей –сборочной (см. рис. 5.2 и 5.3).
По области применения цепи подразделяются на конструкторские, технологические и измерительные. Конструкторские размерные цепи решают задачу по обеспечению точности при конструировании, и они устанавливают связь размеров деталей в изделии. На рис. 5.2 приведена элементарная сборочная размерная цепь, решающая задачу обеспечения точности сопряжения двух деталей, а на рис. 5.3 – четырех деталей.
Технологические размерные цепи решают задачу по обеспечению точности при изготовлении деталей на разных этапах технологического процесса.
Измерительные размерные цепи решают задачу обеспечения точности при измерении, они устанавливают взаимосвязь между звеньями, которые влияют на точность измерения. При этом средство измерения вместе со вспомогательными элементами образует измерительную размерную цепь, где замыкающим звеном является размер измеряемого элемента детали.
В зависимости от расположения звеньев размерные цепи делятся на линейные, угловые, плоские и пространственные. Размеры цепи, звеньями которых являются линейные размеры, называются линейными. В таких цепях звенья расположены на параллельных прямых. В угловых размерных цепях звенья представляют собой угловые размеры, отклонения которых могут быть заданы в линейных величинах, отнесенных к условной длине, или в градусах (радианах). В плоской размерной цепи звенья расположены произвольно в одной или нескольких параллельных плоскостях. В пространственной цепи звенья расположены произвольно в непараллельных плоскостях, т. е. не параллельны одни другим.
Основные соотношения размерных цепей
Размерная цепь всегда замкнута. На основании этого свойства установлена зависимость, которая связывает номинальные размеры звеньев. Для плоских… , (5.1)Способы расчета размерных цепей
Способ равных допусков
При расчете цепи по способу равных допусков считается, что все звенья выполнены с одинаковыми допусками, т. е. ТА1 = ТА2 = ТА3 = … = ТАn. (5.11)Способ равноточных допусков
Этот способ предполагает выполнение всех звеньев цепи с одинаковой точностью, т. е. по одному квалитету. Это означает, что величины а для всех… a1 = a2 = a3 = … = aср. (5.15)Задачи и методы расчета размерных цепей
В зависимости от исходных данных и точности звеньев размерной цепи, а так же цели, ради которой определяются размеры цепи, решаются две задачи:… Прямая задача решается для определения допусков и предельных отклонений… При решении обратной задачи определяются номинальный размер, допуск и предельные отклонения исходного звена…Вероятностный метод
При расчете размерных цепей вероятностным методом, допуски размеров составляющих звеньев могут быть значительно расширены. Это объясняется тем, что в большинстве случаев размеры замыкающего звена подчинены закону нормального распределения погрешностей, при котором риск получения брака при сборке узла незначителен (0,27 %), что позволяет существенно расширить допуски составляющих звеньев.
Расчет размерных цепей вероятностным методом значительно снижает стоимость изготовления деталей, поэтому его целесообразно применять в условиях крупносерийного и массового производства.
Метод групповой взаимозаменяемости (селективная сборка)
Этот метод применяется в основном для получения посадок с малыми допусками из числа деталей, сопрягаемые элементы которых выполнены по относительно большим допускам. Для реализации метода назначаются увеличенные допуски на размеры, образующих размерную цепь. Затем по этим допускам изготавливаются детали, которые обязательно измеряются и распределяются на отдельные группы по действительным размерам. Таких групп может быть несколько единиц, и несколько десятков, например, в подшипниковой промышленности их количество достигает пяти десятков. Сборка узлов осуществляется деталями с размерами какой-то одной определенной группы.
Основное преимущество метода заключается в получении высокой точности соединений применением расширенных допусков, т. е. изготовлением деталей более низкой точности. Это обеспечивает более экономичное производство по сравнению с тем, если бы обработка производилась по более узким допускам.
К недостаткам метода групповой взаимозаменяемости следует отнести: введение 100 %-го измерения деталей; необходимость в дополнительных производственных площадях и таре для размещения групп деталей; ужесточение требований к точности формы деталей в пределах одной размерной группы.
Метод регулирования
Этот метод используется на этапе конструирования изменением (регулировкой) одного из звеньев, которое называется компенсационным. В роли компенсаторов обычно выступают звенья, конструктивно выполненные в виде прокладок, упоров, клиньев, резьбовых пар и т. п. При этом остальные звенья в цепи обрабатываются по сравнительно большим допускам.
Положительной особенностью метода является возможность относительно просто обеспечить точность замыкающего звена. Компенсационные звенья (чаще всего прокладки) изготавливаются разных размеров, а в процессе сборки они легко подбираются друг к другу по размерам.
Недостаток метода заключается в необходимости дополнительных работ по установке, подбору или регулировке компенсаторов. Кроме того, если компенсаторы выполнены в виде клиньев или регулировочных винтов, то они сами требуют дополнительных креплений, поскольку в процессе эксплуатации возможны ослабление и смещение компенсаторов.
Метод пригонки и совместной обработки
Метод пригонки применятся в основном при единичном и мелкосерийном производствах. Так, например, станины металлорежущих станков в направляющих перед… Плунжерные пары для топливных насосов дизелей должны иметь в соединении зазор… Преимуществом метода притирки является возможность обеспечить высокую точность сопряжения, чего невозможно добиться…Библиографический список
1. Якушев А.Н. Взаимозаменяемость, стандартизация и технические измерения / А.Н. Якушев, А.Н. Воронцов, Н.М. Федотов. М.: Машиностроение, 1986. 352… 2. Никифоров А.Д. Взаимозаменяемость, стандартизация и технические измерения /… 3. Белкин И.М. Допуски и посадки (основные нормы взаимозаменяемости) / И.М. Белкин. М.: Машиностроение, 1992. 528 с. …– Конец работы –
Используемые теги: Метрология, Стандартизация, Сертификация0.052
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
Что будем делать с полученным материалом:
Если этот материал оказался полезным для Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2025 allRefs.net. Все права защищены. Страница сгенерирована за: 0.104 сек.
Новости и инфо для студентов