рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Философия
- /
- Вид работы: Конспекты Лекций
- /
- История и развитие сварочного производства
Реферат Курсовая Конспект
История и развитие сварочного производства
История и развитие сварочного производства - Конспект Лекций, раздел Философия, История И Развитие Сварочн...
История и развитие сварочного производства
(конспект лекций)
Содержание
Предисловие
Глава 1. Из истории сварки
Глава 2. Развитие электрической сварки
Глава 3. Основные виды современной сварки
3.1 Электрическая дуговая сварка
3.2 Электрошлаковая сварка
3.3 Контактная и прессовая сварка
3.4 Газовая сварка и резка
3.5 Лучевые виды сварки
Предисловие
Развитие человечества на последнем этапе (с окончанием последнего ледникового периода) насчитывает почти 12000- летнюю историю.
Если углубится в историю, то можно заметить, что с древних времен успехи человеческого общества в целом и отдельных племен и народов в отдельности в большой степени зависели от возможностей существовавших в это время технологических процессов. Важное место из множества технологий занимают способы соединения. Человек стал разумным существом (Homo sapiens) лишь тогда, когда стал создавать орудия труда и оружие.
Пользоваться палками и камнями могут и обезьяны, но догадаться привязать камень к палке может только существо, обладающее сознанием. Поэтому первым технологическим процессом была разновидность соединения – связывание.
Первобытный человек имел достаточно камней и много времени для совершенствования методов изготовления каменных орудий. Американские индейцы, например, использовали вулканическое стекло (обсидиан), которое легко раскалывается на пластины и обрабатывается. У первобытных людей камень постепенно стал уступать место меди – сначала самородной, которой в природе было не мало, а потом и выплавленной из медной руды.
По сравнению с раскалыванием, обтесыванием, шлифовкой, сверлением, привязыванием камней, литье и ковка меди оказались более сложными технологическими процессами. Возросло количество и значимость факторов или параметров процесса, которые нужно было контролировать, чтобы добиться хороших результатов при изготовлении изделий высокого качества. Одним из таких параметров было - поддержание необходимой для технологии температуры на костре.
Еще более сложным стал технологический процесс получения искусственного сплава, например, бронзы (Cu + Sn), требующий контроля количественного соотношения (1:0,83) компонентов меди и олова. Но так как она обладает высокими потребительскими свойствами по сравнению с исходными материалами, то трудности получения ее не останавливала людей. И все же, лучшими материалами для изготовления изделий были железо и его сплавы.
Все больше материалов входило в сферу жизнедеятельности населения, совершенствовалась и технология их обработки. Но историкам еще долго не удавалось установить зависимость между созданием новых технологий и изменением быта людей.
Свой вклад в изучение этих закономерностей внес в начале 19 века датский исследователь К. Томсен.
Исторические факты
В представлении античного общества наиболее прославленными достопримечательностями являются, так называемые - «Семь чудес света»:
1. Древние египетские пирамиды.
2. Храм Артемиды в Эфесе около 550 до н.э. (в греч. Мифологии дочь Зевса – богиня охоты, покровительница рожениц. Изображалась с луком и стрелами. Ей соответствовала римская Диана).
3. Мавзолей в Галикарнасе середина 4 в. до н.э. (гробница правителя Кари Мавсола в г. Галикарнасе – монументальное погребальное сооружение. Отсюда и произошло название - Мавзолей).
4. Террасные (висячие) сады Семирамиды в Вавилоне 7 в. до н.э.
5. Статуя Зевса в Олимпии 430 лет до н.э.
6. Статуя Гелиоса в Родосе 292 – 280 лет до н.э. (Колосс Родосский)
7. Александрийский маяк - 280 лет до н.э.
Как показывают археологические исследования и исторические хроники – «Колосс Родосский» был снаружи покрыт тонкими медными листами, которые были соединены между собой с использованием холодной сварки. То есть технология сварки была применена и при создании шедевров античного периода.
Латунь (от нем. Latun) – сплав меди с цинком (до 50%), часто с добавками Al, Fe, Mn, Ni, Pb и др. элементов в сумме до 10%. Хорошо обрабатывается давлением, обладает хорошей пластичностью, достаточной прочностью, коррозионностойкая.
Мельхиор(исходит от имен изобр. Француз. Майо (Maillot) и Шарье (Charier)) – сплав меди с никелем (5 - 30%) иногда с добавлением железа (до 0,8%) и марганца до 1%. Обладает хорошей коррозионностойкостью, обрабатывается в горячем и холодном состоянии.
Нейзильбер (с нем. новое серебро) – сплав меди с никелем (5 - 35%) и цинка (13 –43%)
Сварка – процесс получения неразъемного соединения посредством установления межатомных (металлических) связей между соединяемыми частями при их нагреве и расплавлении или пластическом деформировании, или того и другого вместе.
Пайка – процесс образования соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, смачивания их припоем, затекания припоя в зазор и последующей его кристаллизацией.
Сын датского купца и судовладельца Кристиан Томсен (в нач. 19 века), занимаясь бухгалтерским делом, он, одновременно, начал изучение археологических сокровищ национального музея в Копенгагене, в котором хранится богатейший материал собранных со всего света различных, том числе, и уникальных находок. Он установил следующее соответствие - чем примитивнее обработка изделия, тем «старше» оно по возрасту, то есть более древнее по времени его изготовления.
Он предложил разделить историю материальной культуры на три периода:
1. каменный – энеолит до 4 век до н.э.;
2. бронзовый – 4 век до н.э. – 1 век до н.э.;
3. железный век с 1 века до н.э. до настоящего времени.
Только в 60 годах 19 века идея К. Томсена, которому к тому времени было уже за 70лет, получила международное признание. Классификация эта связана с тем, что в качестве критерия была принята технология обработки материалов.
В тоже время, если за основу принять технологию изготовления составного изделия, то по распространенным в то время способам соединения историю материальной культуры можно разделить на век связывания, век античной сварки, век клепки и современный период сварки. Однако эта классификация не совсем точна, т.к. кроме неразъемных соединений были и разъемные, такие как привязывание, а также шарнирные, клиновые, резьбовые и др. соединения.
Глава 1. Из истории сварки
Сварка возникла на первом этапе развития человеческой цивилизации. Еще в каменном веке камнем подходящей формы древний человек мог отковать изделия из самородков благородных металлов – золота, серебра, меди. Таким же технологическим приемом, когда необходимо было увеличить размеры изделия, соединяли эти пластины между собой, т.е. применяли один из видов сварки – холодную сварку,- сварка металлов в холодном состоянии путем приложения деформирующих усилий. Этот первый вышедший из древнего периода способ сварки получил развитие в настоящее время для соединения медных, алюминиевых проводов, оболочек кабелей связи, морозильных камер холодильников и т.д. В древние времена этот способ был использован при сварке благородных металлов, которые практически не окисляются. Ударяя по сложенным вместе кускам металла, удавалось добиться прочного соединения. В Дублинском Национальном музее хранится золотая коробка, изготовленная в эпоху поздней бронзы, стенки и днище ее скованы плотным швом. Как считают эксперты, изготовлена она с помощью холодной сварки.
За несколько тысячелетий до н.э. некоторые племена (например, на территории Бесарабии, Украины) добывали из руды медь, свинец. Но техникой литья они еще не овладели, поэтому они подогревали и сковывали отдельные куски, получая более крупные куски и изделия из них.
Появление бронзы – сплава меди и олова – заставило древних умельцев приняться за разработку новых методов соединения отдельных элементов вместе (сварку). Бронза обладает высокой твердостью, прочностью, сопротивлению истиранию. Однако достаточно низкая пластичность не позволяла применять кузнечную сварку для соединения отдельных заготовок. Вдобавок возросли и габариты изделия, и трудно равномерно разогреть их. В III-II тыс. лет до н.э. умельцы трипольских племен применяли скручивание, фальцовку, склепывание, паяние.
Привести пример о находках на землях бывшей Римской Империи бронзовые сосуды цилиндрической формы h=310 мм d=0,5-0,7 мм были сварены по образующей литейной сваркой!
В начале железного века начали получать кричное железо. Куски железной руды (оксиды и др. соединения железа) нагревали вместе с углем и получали комки, в которых перемешаны частицы железа, шлака и остатков угля. А затем эти комки (крицы) многократно нагревали и проковывали в горячем состоянии. Частицы шлака и угля выдавливались, а отдельные частицы железа соединялись между собой – связывались, образуя плотный металл. Многократный нагрев и ковка – сварка делали металл чище и плотнее. Для раскисления добавляли природные сланцы.
При сыродутном или кричном способе получения железа, который господствовал на протяжении тысячелетий крицы получили относительно небольших размеров и для получения изделий действительно больших размеров их (куски) необходимо было соединять между собой. Для увеличения длины изделий сварку вели внахлестку.
Клинки и мечи выковывали из нескольких полос среднеуглеродистой стали (0,3-0,4%).
Большое значение для развития техники обработки черных металлов имела сварка железа с разным содержанием углерода с целью улучшения качества лезвия режущих и рубящих орудий. Это требовало большого мастерства кузнецов, т.к. температура сварки железа с различным содержанием углерода неодинакова. При изготовлении мечей, дротиков, ножей выполняли сварку полос железа и стали с выходом последней на режущую часть лезвия. Это давало хорошее сочетание мягкого и вязкого железа или низкоуглеродистой стали с твердой, но хрупкой сталью, содержащей большое количество углерода.
Часто при изготовлении ножей, серпов, топоров кузнецы – сварщики наваривали небольшую стальную пластину на режущую часть лезвия.
В скифский период в некоторых случаях делались попытки произвести сварку бронзы с бронзой путем прилива. Однако не всегда получалось прочное соединение. Литейщики раннего железного века при починке изделий (например, котлов) пробивали в стенках отверстие, таким образом, получалась соединяющая отливка, напоминающая форму заклепки.
При изготовлении ювелирных изделий из золота, серебра, бронзы в раннем железном периоде широко использовали пайку. Между частями, которые нужно соединить в единое целое изделие, закладывались кусочки сплава – припоя и собранное таким образом изделие нагревали до температуры, достаточной для расплавления припоя, но ниже основного металла. Припой растекается по зазору, смачивая кромки, диффундировал в металл и после остывания схватывал кромки.
Рано или поздно ювелиры должны были обнаружить, что для соединения металлов и сплавов методом заливки можно применять также сплавы, которые плавятся при значительно меньших температурах, чем материал соединяемых деталей изделий. Например, стоило только в золото добавить медь или серебро, как образовался сплав со значительно меньшей температурой (например, сплав 20% золота и 80% меди плавится при температуре 886°С (золото - 1064°С, медь - 1083°С), сплав 70% серебра и 30% меди - 780°С(Ag - 961°С)).
Это свойство сплавов и было использовано для пайки. Искусство пайки совершенствовалось, появлялись новые припои, начали применять флюсы, растворяющие и связывающие оксиды, мешающие припою диффундировать. В VIII-X в.в. появляются легкоплавкие припои – свинцовисто-оловянистые.
Металлургия и металлообработка больших успехов достигли в Древней Руси в X-XIII в.в. в связи с высоким развитием древнерусского ремесла. Технический уровень на Руси был выше, чем в Западной Европе. С помощью кузнечной сварки изготавливалось более 70% металлических изделий. С успехом применяли сварку железа с высокоуглеродистой сталью (до 0,9%).
С помощью сварки изготавливали огнестрельное оружие. До появления в конце XV века пушек отлитых из бронзы, артиллерийские орудия выковывали из железа. Их изготавливали следующим образом:
1) Выковывали из крицы железный лист;
2) Скручивали его на железной оправке в трубу;
3) Сваривали продольным швом внахлестку;
4) Затем на нее наваривали одну или две трубы, так чтобы продольные швы располагались в разных местах.
Полученные заготовки были короткие, поэтому для получения достаточно длинного ствола орудия несколько таких заготовок соединяли между собой также при помощи сварки. Для этого соответствующие концы труб выковывались в виде внутреннего и наружного конуса, соединяли и сваривали их внахлестку. В казенную часть ствола вваривали коническую железную заглушку, а рядом прорубалось запальное отверстие.
Древнерусские мастера успешно применяли сварку бронзы и стали (например, топорики, найденные в районе Старой Ладоги – обух бронзовый, а лезвия стальные).
При изготовлении пушек применяли и литейную сварку – заливали расплавленной бронзой соединяемые детали.
В то же время сварка металлов – кузнечная, литейная, пайка развивались медленно. В 19 веке в промышленности была механизирована кузнечная сварка. Ручной труд молотобойца был механизирован (заменен работой машин), т.е. стали применяться механические молоты с весом бойка до 1 т., производящим от 100 до 400 ударов в минуту.
Значительно улучшилась конструкция печей для нагрева свариваемых деталей, заменивших примитивные кузнечные горны. Печи переводятся на твердое, жидкое и газообразное топливо. Совершенствуется и технология сварки. Способом кузнечной сварки готовили биметалл. Листы разнородных металлов собирали в пакет, нагревали в печах и пропускали через валки прокатного стана.
Значительное применение кузнечная сварка находила в производстве стальных труб с прямолинейным продольным нахлесточным швом, а также спирально – шовные трубы.
Применялась сварка и при ремонте клепаных конструкций (рамы паровозов, корпуса судов) когда доступ по крайней мере с одной стороны после их сборки был возможен. Кроме того, применялась она при производстве инструментов, орудий труда и т.д.
Однако во многих отраслях производства кузнечная и литейная сварка ввиду ограниченных возможностей пламени, уже не удовлетворяла возросшим требованиям техники. Крупногабаритные конструкции и сложные по форме изделия невозможно было равномерно нагреть пламенем и успеть проковать или полностью залить стык до его остывания.
Следует заметить, что кроме сварочных методов соединения древние умельцы применяли скручивание, фальцовку, склепывание, а в более поздние времена – резьбовые соединения.
Глава 2. Развитие электрической сварки
В начале 19 века на основе достижений в области физики и электротехники в развитии сварки произошел качественный скачек, результатом которого было появление новых способов сварки, являющихся основой современной сварочной техники.
Просмотрим в хронологическом порядке некоторые открытия и события предшествующие появлению электрической сварки.
О природе электрических явлений люди знали издавна. Древние мудрецы установили связь между свойствами натертого шерстяной тканью янтаря и атмосферным электричеством.
За 2000 лет до нашей эры в Китае использовали компас
В 1600 г англичанин Уильям Гильберт опубликовал книгу «Про магнит, магнитные тела и большой магнит-Землю”, занимаясь вопросами электрических и магнитных явлений, открыл магнитную индукцию.
В 1672г немецкий физик Отто фон Герике создал машину, в которой при трении получался заряд статического электричества.
В 1745г нидерландский физик Питер фон Мушенбрук изобрел электрический конденсатор для накапливания электричества.
Исследование по выяснению природы грозового электричества производили Ломоносов и Рихман.
В 1799г итальянский ученый Вольта построил первый в мире источник электрического тока – «вольтов столб», состоящий из разнородных металлических прутков (медь+цинк), проложенных бумажными кружками, смоченными водным раствором нашатыря.
Одним из важных в этом ряду было открытие сделанное русским академиком
Петровым В.В.. В 1802г на построенной им мощной гальванической батарее он впервые в мире наблюдал явление электрической дуги.
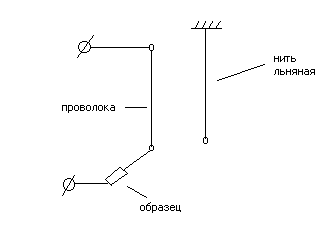
Проводя опыты он использовал электрометр изобретенный Георгом Рихманом по изучению электропроводности различных материалов, он подсоединял к источнику эл. тока различные предметы из цинка, серебра, олова, железа и даже льда и по отклонению льняной нити на определенный угол определял, какое количество тока проходит через тот или иной проводник.
Когда он присоединял угольный стерженек обожженный из древесной палочки, она случайно разломилась пополам и между разломанными частями вспыхнуло ярчайшее маленькое пламя - электрическая дуга.
Он повторил опыт несколько раз и каждый раз горение дуги повторялось
Часть открытия дуги начали присваивать Г. Дэви- крупному английскому физику и химику, который в 1808 году также обнаружил электрическую дугу. Доклад, сделанный им по этому поводу не привлек внимания научного мира, т.е. отнеслись к этому открытию как к научному курьезу.
В 1815г английский физик Чилдрен расплавил и наварил в электрической дуге иридий, оксид церия и другие тугоплавкие материалы.
Петрова не вспоминали до тех пор, пока электрическая дуга не стал служить человечеству и один петербуржский студент не обнаружил книгу Петрова, изданную в 1803 году «Известие о гальвани-вольтовых опытах » о световом явлении посредством гальвани-вольтовой жидкости. «Пламя» горящее между двумя горизонтально расположенными углями – электродами принимало форму направленной вверх дуги и позже получило это название.
В 1900 году на Всемирной Парижской выставки в числе выдающихся электриков была названа фамилия русского ученого Петрова.
В 1820 году датский физик Эрстед открыл магнитное поле, окружающее проводник с током.
В 1821 году Деви продолжал исследования с дугой, описал действие магнитного поля на дугу.
Примерно в это же время французский ученый Араго Д.Ф. изобрел электромагнит, а французский же физик Ампер установил, что протекающие по параллельным проводникам токи притягивают или отталкивают друг друга.
В 1831 году английский физик Фарадей открывает явление электромагнитной индукции, заложив тем самым основы электротехники.
Максвелл вывел уравнение характеризующее электромагнитные поля и происходящие в них процессы.
Большой вклад в развитие основ электротехники внесли русские ученные – Якоби, Ленц, Лачинов и другие.
В середине 19 века разрабатываются конструкции ламп для бытового освещения и прожекторов.
В 1876 году русский изобретатель Яблочков создал так называемую «свечу Яблочкова»- дуговые лампы освещения улицы Петербурга, Парижа, Лондона. Они были снабжены автоматическими регуляторами, содержащие настоящую длину дуги.
Большой вклад в совершенствование конструкций ламп внес Чиколев.
Эти работы позволили глубже изучить свойства дугового разряда и были
При создании и совершенствовании дуговой сварки.
И вот в 1881 году Бенардос создал первый в мире реальный способ дуговой сварки.
То что способ родился в России не было случайным – основой ему были исследования и технические разработки в области электротехники, металлургии, металловедения.
Из биографии Бенардоса 1842года.
Он был разносторонним изобретателем – источники питания дуги – аккумуляторы, сельсхозустройства, устройства для точечной сварки.Свой способ дуговой он назвал «электрогефест».
В октябре 1888 года на заводе в Перьми другой русский изобретатель Славянов демонстрировал свой способ сварки. Способ заключался в том, что вместо угольного электрода была использована сварочная проволока при этом дуга горела между изделием и проволокой и грела а роль присадочной меры накладывали отдельными участками и чтобы расплавленный металл не растекался, зону сварки ограничивали барьером из земли.
В 1891 году он получил русскую привилегию на изобретенный им метод электрической отливки металлов.
За небольшой срок (3.5 года) на Метовилихинском заводе было выполнено более 1600 работ по сварке и наплавке ответственных изделий.
Заплавляли дефекты отливок, трещины и т.д.
В 1889 году в США Коффин, будущий основатель фирмы «Днерал электрик» предложил двухэлектродный держатель для сварки тонколистового металла дугой косвенного действия. Он также как и Бенардос, создавал под свариваемыми листами магнитное поле влияющее на дугу и сварочную ванну.
В это же время в Германии Церенер разрабатывает такой же способ и держатель.
В 1884 году американский изобретатель Томсон сконструировал мощный трансформатор и клещи для зажима металлических брусков, которые были сварены в стык.
(Следует заметить что и у Бенардоса тоже имеется патент на точечную сварку).
Вообще конец 19 начало 20 века не были годами широкого распространения электротехнологии и в, частности, электрической сварки. Электрическая энергия оставалась дефицитной. Известные способы сварки были достаточно сложны, а удовлетворительное качество переплавленного металла обеспечивалось ценой высокой трудоемкости.
Некоторые сварщики конца 19века на исходной ступени - применяя электрический ток для нагрева и размягчения отдаленных участков кромок изделия, а затем просовывая их, применяя метод сварки.
В тоже время для дуговой сварки по способу Славянова нужны были плавящиеся стальные электроды.
В 1907 году шведский инженер Оскар Кельберг предложил наносить на металлический стержень слой покрытия из различных веществ повышающих устойчивость горения дуги.
Несмотря на все трудности возникающие в процессе сварки без нее уже нельзя было обойтись
В конце 19 начало 20 века (на рубеже веков) появился новый способ не только соединения но и разделения металлов, основанный на использовании теплоты химических реакций.
Исследования проведенные французским ученым Ле Шателье способствовали созданию способа газовой сварки и резки. В 1895 году он доложил французской академии наук о получении высокотемпературного пламени (3150-32000С) при сжигании смеси ацетилена и кислорода.
В начале 19 века французские инженеры Фуше и Пикар разработали конструкцию ацетилено-кислородной горелки, которые практически не изменились до настоящего времени.
В 1904 году были разработаны резаки.
В 1908-09 годах во Франции и Германии были выполнены основные работы по подводной резки металлов. Вскоре подводная газовая резка применялась на флотах Америки и Англии.
В 1915 году за границей разрабатывается и используется технология дуговой резки.
В России газовая сварка и резка применялась прежде всего для исправления браков литья, в ремонтных работах и очень ограниченно для неответственных изделий с использованием оборудования и материалов.
В 1910-11 годах на заводах Урала и Украины в эксплуатации буквально единицы газовых постов, а с 1911года в Петербурге на заводе «Перун» начинается изготовление аппаратуры для газовой и резки металлов.
В этом же году газовая сварка была допущена при изготовлении паровых котлов, разрешив сварку неответственных частей котлов, но с условием проковки после сварки и по мере возможности – отжига.
В период первой мировой войны газовая сварка развивалась более интенсивно и до начала 30-х годов она занимала ведущее положение в сварочном производстве.
С ее помощью выполнялись ответственные работы. Например, в 1926-35 годах с ее применением и были настроены магистральные трубопроводы Гурьев-Орск, Баку-Батуми, Грозный-Туапсе.
И до 1948 года газовая и особенно газопрессовая сварка использовалась при сооружении трубопроводов.
А дуговую электрическую сварку по способам Бенардоса и Славянова продолжали применять в России и странах западной Европы главным образом на железных дорогах, а также на машиностроительных и металлургических заводах.
Например, в Воронежских народных мастерских исправляли дефекты колесных пар, паровозных рам, при ремонте паровозных котлов и т.д.
На Каменском машиностроительном заводе – для сварки труб, резервуаров пневматических тормозов, ремонта чугунных изделий и т.д.
Несмотря на отдельные положительные моменты дуговая сварка отставала от газовой. Для решения вопросов создания конкурентоспособного способа необходимо было решить ряд проблем, особенно для способа сварки плавящимся электродом.
Дело в том, что дуга на угольном электроде зажигается легко и устойчиво горит. Электрод почти не обгорает, длина дуги поддерживается в широком диапазоне (3-15мм). Выполнять сварку в таких условиях вручную практически легко и просто.
При сварке же плавящимся электродом дуга на металлическом электроде имеет малую длину. При удлинении дуги имеет место значительное разбрызгивание металла, дуга горит неустойчиво, наблюдается «блуждание» ее. Кроме того электрод плавится с большой скоростью (200мм/мин) при этом сварщик должен поддерживать дуговой промежуток (длину дуги) в пределах 1-3 мм. Поэтому необходимо было найти не только способы защиты металла зоны сварки и легирование сварочной ванны, но и обеспечить процессы возбуждения и поддерживания дуги.
То есть необходимо было совершенствовать источники питания сварочной дуги.
Продолжались исследования и проводились работы по созданию электродов, обеспечивающих высокое качество сварки. Электроды предложенные Къельбергом не обеспечивали достаточную защиту расплавленного металла от воздуха, ванна насыщалась азотом и окислялась кислородом окружающего воздуха. В тоже время идея Къельберга легла в основу целого направления в сварочном производстве – метода ручной дуговой сварки штучными электродами.
В 1911году англичанин Строменгер предложил обматывать металлический стержень асбестовым шнуром и приматывать жидким стеклом (силикатом натрия Na2O*SiO2) (поташ – K2CO3, мел – CaCO3)
Тонкая Al проволока наматывалась поверх покрытия. Покрытие электрода было толще, шлака хватало для защиты, а с помощью Al – активного раскислителя, часть железа восстанавливалось и попадало в металл шва. Под названием «Квази-арк»они распространялись в Европе и Америке. Вскоре одна из американских фирм наладила выпуск специализированных электродов, при этом стержень электрода выбирали в зависимости от сорта стали, которую нужно было сварить.
В 1914 году англичанину Джонсу был выдан британский патент на электрод, покрытие которого наносилось методом опресовки. Покрытие состояло из шлака, жидкого стекла.
В 1917 году американские инженеры Андрус и Стресау предложили электроды, стальной стержень которого был обернут бумагой приклеенной силикатом натрия (жидким стеклом). Дым при сгорании улучшал защиту зоны сварки, а присутствие в дуговом разряде натрия, имеющего низкий потенциал ионизации, облегчало технику выполнения ручной дуговой сварки.
Благодаря этим и другим техническим решениям были разработаны электроды с покрытиями обеспечивающими высокое качество сварных соединений из стали и других металлов.
Разработка технологии «электрогефеста» развивалось одновременно с разработкой источников питания. Сварочный аккумулятор Бенардоса нашел применение во всех странах мира.
Однако эксплуатация большого числа аккумуляторов представляла серьезные трудности вызванные вредными условиями труда, необходимостью систематической зарядки, невозможностью транспортировки.
В 1925 году англичанин Смит А.О. предложил конструкцию электрода – обмотал мастерски бумажной лентой и обмазал ее жидким стеклом с порошкообразными добавками веществ улучшающих защиту и даже легирующих Ме шва.
В том же году французские изобретатели О. Монейрон и О. Саразен разработали еще один рецепт покрытия металлических стержней толстым слоем обмазки. Компонентами в рецепте стали соединения щелочных и щелочноземельных металлов (калия, натрия, кальция) полевой шпат, мел, мрамор, сода. Эти элементы обладаю низким потенциалом ионизации те для отрыва электрона от атома требуется меньше энергии, чем при ионизации железа, марганца, кремния.
Легче возбуждать и поддерживать горение дуги.
Дело в том, что ионизирующие вещества вводили в состав электрода для ламп дугового освещения.
Сварочный генератор предложенный и построенный Славяновым, несколько упростил уход за источником питания. Однако для сглаживания пиков тока в цепи оставалась аккумуляторная батарея, т.е. конструкция генераторов была еще не совершена.
В 1907 году на заводе «Линкольн электрик» в Америке был выпущен первый генератор с регулируемым напряжением.
В 1909 году свой генератор постоянного тока создал американский промышленник и изобретатель Вестингауз.
В это же время начинает выпускать мотор-генераторы фирма «Дженерал электрик» возглавляемая Коффином.
Электрическая промышленность разных стран уже осваивала переменный ток. Его применение сулило большие преимущества, и в первую очередь, упрощение источников энергии - сварочных трансформаторов, так как в них не было сложных вращающих деталей, работали они бесшумно, были просты в обслуживании.
Глава 3. Основные виды современной сварки
Электрическая дуговая сварка
В настоящее время электрическая дуговая сварка занимает первое место среди многочисленных способов сварки материалов. Дуговая сварка основана на явлении электрической дуги. .Электрическая дуга представляет собой один из видов устойчивого электрического разряда через газовый или парогазовый…Электрошлаковая сварка
Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе… Важнейшим следствием всех этих работ стало решение проблемы качественной и…Контактная и прессовая сварка
Контактная сварка — наиболее старый и высокопроизводительный процесс получения неразъемных соединений металлов — была открыта и впервые применена… В СССР контактную сварку стали внедрять в довоенные годы главным образом в… Расширилась и научно-исследовательская база по контактной сварке. Кроме ЦНИИТМАШа, завода «Электрик», Института…Газовая сварка и резка
Газовая сварка основана на использовании для расплавления металла пламени сжигаемых в специальных горелках горючих газов. Родиной этого способа является Франция. В конце XIX века была создана газовая… В последующем, такая горелка была усовершенствована французским химиком Сент-Клер Девилем, разместившим водород и…Лучевые виды сварки
Ученые и инженеры разных стран, занимающиеся сварочными проблемами, не могли не обратить внимания на новые виды источников нагрева — лучевые. Задача… В результате интенсивных поисков и исследований специалисты-сварщики… Электронно-лучевая сваркаБиблиографический список
1. Сварка в СССР. Том 1. Развитие сварочной технологии и науки о сварке. Технологические процессы, сварочные материалы и оборудование. – М.: Наука, 1981. – 536 с.
2. Сварка в СССР. Том 2. Теоретические основы сварки, прочности и проектирования. Сварочное производство. – М.: Наука, 1981. – 494 с.
3. Чеканов А.А. Николай Николаевич Бенардос (1842-1905). – М.: Наука, 1983. – 142 с.
4. Славянов Н.Г. Труды и изобретения. – Пермь: Книжное издательство, 1988. – 296 с.
5. Патон Б.Е., Корниенко А.Н. Огонь сшивает металл. – М.: Педагогика, 1988. – 144 с.
6. Зорин Е.Е., Худолий Н.Г. Сварка. Введение в специальность. – М.: ООО «Недра-Бизнесцентр», 2004. – 232 с.: ил.
– Конец работы –
Используемые теги: История, развитие, сварочного, производства0.074
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: История и развитие сварочного производства
Что будем делать с полученным материалом:
Если этот материал оказался полезным для Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.142 сек.
Новости и инфо для студентов