рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Электроника
- /
- Вид работы: Конспекты Лекций
- /
- Конспект лекций по дисциплине Основы проектирования электронных ГОСТ 2
Реферат Курсовая Конспект
Конспект лекций по дисциплине Основы проектирования электронных ГОСТ 2
Конспект лекций по дисциплине Основы проектирования электронных ГОСТ 2 - Конспект Лекций, раздел Электроника, Конспект Лекций ...
Конспект лекций
по дисциплине «Основы проектирования электронных
систем » для студентов специальности 200800 ускоренной формы обучения 2 г. 10 м.
ОФОРМЛЕНИЕ КОНСТРУКТОРСКИХ ДОКУМЕНТОВ ПО ЕСКД
ГОСТ ЕСКД был издан в 1968 году и представляет собой комплект государственных стандартов, устанавливающих взаимосвязанные правила и положения по порядку разработки, оформления и обращения конструкторской документации, разрабатываемой и применяемой различными организациями и предприятиями.
До выпуска ЕСКД все указанные выше правила и положения выпуска конструкторской документации были регламентированы Межотраслевой нормалью системы чертежного хозяйства (МНСЧХ).
Согласно Классификатору МНСЧХ все изделия подразделялись на детали, узлы, приборы, системы, т.е. как бы по увеличению функциональной значимости, что затрудняло их обозначение в конструкторской документации.
ГОСТ 2.101-68 ЕСКД "Виды изделий " все изделия рассматриваются как предмет производства с точки зрения построения комплекта конструкторских документов для его производства и эксплуатации. Поэтому выпускаемые изделия во всех отраслях промышленности классифицируются по четырем видам:
• детали;
• сборочные единицы;
• комплексы;
• комплекты.
Однако разработка и выпуск самого Классификатора, регламентирующего обозначения изделий и конструкторских документов, затянулось на 20 лет, а его внедрение началось только с середины 90-х годов. До этого времени обозначение изделий и конструкторских документов (децемальных номеров) осуществлялось и осуществляется сейчас по МНСЧХ.
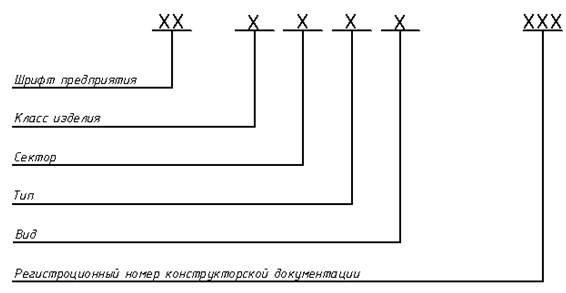
Итак, обозначение конструкторских документов по МНСЧХ выполнялось следующим образом:
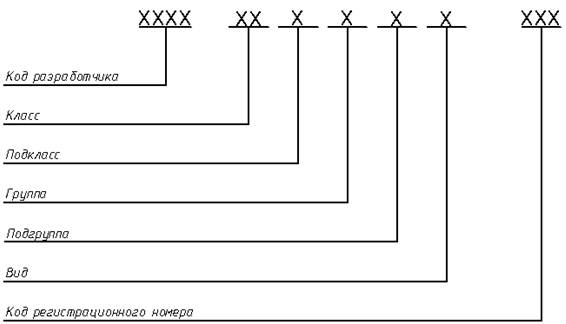
Несколько сложнее и не всегда пока очень понятно по Классификатору ЕСКД. В Классификатор ЕСКД включены классификационные характеристики изделий-деталей, сборочных единиц, комплектов, комплексов. Обозначение основного конструкторского документа (чертежа детали или спецификации) включает: код организации - разработчика (четыре знака), код классификационной характеристики (шесть знаков), код порядкового регистрационного номера (три знака). Код разработчика - это сочетание различных заглавных четырех букв. Этот код определяется министерством. Для нашей специальности, очевидно, целесообразно код обозначить буквой "Р" и начальными буквами фамилии, имени и отчества: например РСАА.
Классификационная характеристика является основной частью обозначения и его конструкторского документа. Код классификационной характеристики присваивается по Классификатору ЕСКД и представляет собой шестизначное число, последовательно обозначающее класс (первые два знака), подкласс, группу, подгруппу, вид (по одному знаку). Каждый класс делится на десять подклассов (от 0 до 9), подкласс – на 10 групп, группа - на 10 подгрупп, подгруппы - на 10 видов.
Нулевые подклассы, используются для классификации общих документов (нормы, правила контроля, приемки и т.д.).
Структура обозначения кода классификационной характеристики:
В состав Классификатора ЕСКД входят следующие документы:
1. Введение
2. Классы Классификатора ЕСКД (49 классов)
3. Иллюстрированный определитель деталей. Класс 71-76
4. Иллюстрированный определитель деталей. Пояснительная
записка
5. Приложение. Классы 71-76. Алфавитно-предметный указатель. Термины и толкования. Перечень - сокращений слов.
Условные обозначения.
Указанные документы изданы отдельными книгами. Классификатор ЕСКД состоит из 100 классов, издано 49, которые приведены в приложении А. Классификатор ЕСКД построен по иерархическому десятичному методу, основанному на логическом делении классифицируемого множества. Всё множество изделий разделено на группы классов: классы изделий по видам техники, классы изделий общемашиностроительных, классы деталей.
При классификации изделий в классах Классификатора использованы, в основном, следующие признаки:
• функциональный (основная эксплуатационная функция, выполняемая изделием), для сборочных единиц, комплектов,
комплексов;
• конструктивный (конструктивные особенности изделия);
• принцип действия (физический, физико-химический процесс,
на основе которого действует изделие);
• параметрический (величина и степень точности рабочих параметров изделия: основные размеры, мощность, напряжение,
сила тока, частота и др.);
• геометрическая форма (внешнее очертание, характер взаимного расположения поверхностей и др.);
• наименование изделий.
Наиболее общие признаки верхних уровней классификации конкретизируются на последующих уровнях.
При определении кода классификационной характеристики (КХ) различным изделиям (детали, сб. единицы, комплексы и комплекты) наиболее трудной задачей является определение этой характеристики класса 71-76 "Детали". Это связано с множеством их форм, параметров, конструкций и др. признаков.
В Классификаторе ЕСКД имеется пять классов деталей (71-75),класс 76-детали инструмента, где на первом уровне классификации применен признак "геометрическая форма", который является наиболее объективным и стабильным признаком при ее описании.
Множество деталей в этих классах разделено по геометрической форме на три подмножества:
• детали - тела вращения (кл. 71,72),
• детали - не тела вращения (кл.73,74),
• детали - тела вращения и (или) не тела вращения (кл.75).
"Геометрическая форма" конкретизируется на последующих уровнях классификации последующим признакам: параметрический, конструктивный, служебное назначение, наименование детали.
Конструктивный признак - характеристика отдельных элементов детали, их взаимное расположение, которым конкретизирует геометрическую форму.
Параметрический признак используется в классе 71 и в пределах класса 74 и 75.
Каждый класс изделий содержит алфавитно-предметный указатель (АПУ) изделий, где в алфавитном порядке наименований изделий даны коды КХ.
Все эти трудности присвоения обозначения изделиям состоят в том, что код КХ выбирается не по наименованию, а по комплексу присущих изделию "геометрических" признаков классификации, используемых в Классификаторе ЕСКД. Следующей особенностью отыскания кода КХ является то, что не всегда в классах деталей 71 - 76 и АПУ к ним можно найти деталь по наименованию. Например, в классах деталей отсутствуют наименования "клавиша", хотя она широко используется в различных РЭС.
Для рационального пути отыскания необходимого класса Классификатора ЕСКД все класса объединяем в несколько групп по отраслевой принадлежности или специализации производства:
• радиоэлектронные (классы 46, 43);
• технологические (04, 28, 29, 44);
• электротехнические (52, 56, 64, 65, 67, 68);
• приборостроительные (20. 40 - 42, 94);
• общемашиностроительные (71 - 76, 30, 31);
• культурно-бытовые и хозяйственного назначения (16,
32, 33).
К первой, основной, для нашей отрасли группе относится "Радиоэлектронные".
В классе 46 "Средства радиоэлектронного управления, связи, навигации и вычислительной техники" Классификатор ЕСКД расклассифицированы все разработанные в стране радиоэлектронные средства (РЭС).
В отличие от других классов сетка подклассов и групп класса 46 дополнена графой, имеющей наименование "Признаки функционально-конструктивной сложности средств". По этому признаку все классифицируемые изделия класса 46 подразделяются на:
• РЭС - системы, комплексы, устройства (подклассы 461000 -
466000);
• составные части радиоэлектронных средств функциональные
в модульном и не модульном исполнении (подклассы 467000
- 468000);
• составные части РЭС функциональные, т.е. "промежуточные
сборки" (подкласс 496000)
Такое деление на подклассы значительно облегчают отыскание составных частей и их КХ. Так например печатные платы в сборе с электрорадиоизделиями (подкласс 469000, стр. 110 - 119).
При классификации изделия класса 46 в основном используется "функциональный" и "конструктивный" признаки.
Изделиям, не имеющим функционального назначения, наименование присваивается исходя из конструкции изделия: шкаф, блок,
ячейка и т.д. Из изложенного выше видно, что код КХ однозначно определить по наименованию изделия невозможно, а определяют его по комплексу присущих изделию признаков классификации, используемых в Классификаторе ЕСКД.
Следующим классом в радиоэлектронике является класс 43 "Микросхемы. Приборы полупроводниковые, электровакуумные, пьезоэлектрические, квантовой электроники. Резисторы. Соединители. Преобразователи электроэнергии. Средства вторичного электропитания. Модули СВЧ".
К группировкам классов "Приборостроительные" и "Электротехнические", относятся классы 40 - 42, 67, 68, также имеющие довольно широкое применение на предприятиях радиотехнической промышленности.
Если оценивать классы изделий по ЕСКД, то безусловно, класс 46 является основным. При проектировании РЭС он охватывает системы, комплексы, устройства всех РЭС (приёмо-передающих, телевизионных, вычислительной техники, проводной связи и др.) и что очень важно, и их составные части.
Одной из составных частей при выполнении некоторых лабораторных работ, почти всех курсовых и дипломных проектов, являются печатные платы (ПП). При отыскании их квалификационных характеристик также не обошлось без закруток, хотя проще, чем со скобой. С начало по АПУ классов (71 - 76) определясь, что они относятся к классу 75. По иллюстрированному определителю детали класса 75 на стр. 98 - 101 находим печатные платы на жестком основании, платы микросхем микрополосковые, но нет ПП на гибком основании. Здесь приведены только одно и двухсторонние ПП на жестком основании, их полная квалификационная характеристика дана в классе 75. Детали - тела вращения и (или) не вращения (стр.124 - 125).
Основным фактором при определении квалификационной характеристики является зависимость от ширины платы, т.е. "геометрический" размер. Однако ГОСТ 1.0317-79 "Платы печатные. Основные размеры" регламентирует, что соотношения сторон должно быть не больше 3:1 - т.е. нельзя брать длину платы сколь угодно. Вдобавок не учтен фактор по какому классу изготавливаем ПП. Так по первому классу изготовления максимальный размер ПП 470 470 мм, а для пятого класса 120120 мм. Опять недоработки ЕСКД.
470 мм, а для пятого класса 120120 мм. Опять недоработки ЕСКД.
Нет в классе 75 и многослойных ПП. По каким - то соображениям они помещены в класс 68 "Оборудование электротермическое,…………монтаж ……механический". В подклассе: устройства электромонтажные. Монтаж механический, в группе: элементы электромонтажные по АПУ находим код КХ 687240 - 687290 (стр.80, 81). Там же приведены КХ кассет, блоков, панелей печатных плат.
В общем отыскание КХ печатных плат не представляет особой трудности, хотя тоже запутано. Основной новизной при определении КХ является то, что и здесь даны КХ печатных плат на гибком основании (стр. 126,127).
Ограничения при конструировании.
Исходные данные и общие требования.
Элементная база.
Требования микроминиатюризации.
Требования стандартизации.
Ограничения, обусловленные производством РЭА.
Требования к надёжности и эксплуатационным показателям РЭА.
Экономические ограничения.
I Исходные данные и общие требования.
бытовую; аппаратуру промышленной электроники; научно-исследовательскую;Автоматическая сигнализация и защита. Соприкосновение со
Специфическими средами.
В комплекте аппаратуры должно быть предусмотрено запасное имущество (ЗИП) состоящее из инструментов, принадлежностей, эксплуатационных материалов,… Должно быть предусмотрено возможность опломбирования аппаратуры. Схема и… Рекомендуются располагать контрольные гнёзда на той же панели, где находятся органы настройки и регулировки. (ТТЗ).…Гидравлическая – Г
4 Кинематическая – К 5 Комбинированная – СЧем технологичнее конструкция, тем быстрее удаётся освоить её выпуск, тем лучше оборачиваемость вложенных средств. Технологичность достигается на основе системного подхода к осуществлению схематических, конструкторских, производственных, организационных мер. Улучшение технологичности отдельно взятых узлов и деталей без взаимосвязи с технологией всего изделия может вызвать ухудшение всей конструкции.
Технологичность оценивается сопоставлением показателей разрабатываемой конструкции с конструкцией аналогичного устройства, уже находящегося в производстве, или сравнением нескольких вариантов разрабатываемой конструкции. Технологичность может быть определена сравнением требуемой при производстве РЭС точности с точностью и стабильностью технологического процесса, а также по критерию трудоемкости изготовления.
Нельзя говорить о технологичности вообще. Уровень технологичности конструкции – понятие относительное, зависит как от объема выпускаемой продукции, так и от развития техники производства, уровня его автоматизации и механизации. Конструкция, технологичная для единичного производства, может оказаться совершенно не технологичной или вообще непригодной для серийного или массового производства, одно из условий которого - взаимозаменяемость, т.к. целесообразность тех или иных методов изготовления зависит от количества выпускаемых устройств.
Технологичность РЭС улучшают путем конструктивных изменений, позволяющих упростить подготовку производства, применить наиболее экономичные и производительные технологические процессы к оборудованию, привлечь рабочих низкой квалификации. Так, применение блочных и модульных конструкций упрощает сборку в разделении её на узловую, в ходе которой изготавливают отдельные узлы, её общую.
При изготовлении технологичной конструкции удаётся обеспечит рациональное распределение различных видов производственных процессов, добиться требуемой мощности параметров при минимальном числе операций, упростить регулировку, свести к минимуму и даже исключить индивидуальный подбор элементов конструкции.
В технологичной конструкции максимально сокращена номенклатура материалов и комплектующих изделий, широко применяются стандартные компоненты и унифицированные детали, ранее освоенные в производстве.
Технологичность конструкций РЭС, характеризуется экономичным производственным воспроизведением заданного количества изделий в установленное время. Наиболее технологичные конструкции являются и наиболее экономичными в производстве.
Хорошая технологичность не должна обеспечиваться за счёт ухудшения функционального качества РЭС, и противоречить её функциональным показателям.
Количественная оценка технологичности определяется материальными, денежными затратами и временем.
Требование технологичности конструкции, должно предусматривать конкретные, хорошо освоенные технологические процессы и уровень организации производства того предприятия, где предполагается выпуск РЭС.
Технологичность конструкций РЭС связана с рациональным выбором её конструктивной структуры. Она должна предусматривать возможность автономного изготовления её частей, которые должны быть взаимосвязанными по всем параметрам.
Технологичность конструкции РЭС в значительной мере определяется выбранными типовыми изделиями, полуфабрикатами и материаломи.
Наиболее технологичными конструкциями считают те, в которых предусматривались минимальная номенклатура типовых изделий, полуфабрикатов и материалов. Технологичность конструкции РЭС зависит также от особенностей типовых изделий, полуфабрикатов и материалов, т.е. от операций, которые необходимо проводить при их использовании. Чем они сложнее и многообразнее, тем они менее технологичны.
Для технологичной конструкции РЭС нет необходимости в использовании специально отбираемых типовых изделий, а также в дополнительных операциях по переделке или обработке типовых изделий и материалов.
Технологичной конструкции присуще широкое использование унифицированных, нормализованных и стандартных материалов и изделий. Технологическая конструкция РЭС обладает уменьшенным временем её освоения, обеспечивать повышенную надежность и экономичность.
Уровень технологичности конструкции во многом зависит от научно-технической зрелости и опытности коллектива, разрабатывающего РЭС.
Основные эксплуатационные характеристики РЭС в значительной степени определяются технологичностью её конструкции.
Технологичной можно считать конструкцию, отвечающую всем эксплуатационным требованиям, предусматривающую использование материалов со свойственным им отклонением параметров, а также деталей, формы, точность изготовления и соединения которых могут быть выполнены с вероятностью, практически равной единице, при технологии, обеспечивающей изготовление изделия минимальной стоимости или с трудоемкостью, соответствующей требованиям, вытекающим из назначения аппаратуры. Короче, технологичной является конструкция, отвечающая эксплуатационным требованиям и обеспечивающая возможность экономичного её изготовления.
При оценке технологичности следует учитывать вид производственного оборудования, которым располагает то или иное предприятие.
Можно анализировать понятие технологичности, конструкции, рассматривая технологичность с точки зрения выбора материалов, формы деталей, методов их соединений, масштабов их производства и т.п.
Основной задачей конструктора, которую он во многих случаях решает совместно с технологом, является обеспечение технологичности конструкций.
Технологичность в значительной степени определяется допустимостью до нормального функционирования конструкции неизбежных в производстве отклонений параметров материалов, размерах деталей технологических процессов.
При анализе технологичности конструкции до её освоения в производстве большую помощь может оказать использование статистических методов.
Понятие технологичности противоречиво и, несмотря на необходимость совместной работы конструктора и технолога, их "интересы" иногда сталкиваются.
Различные оценки конструкторами и технологами технологичности конструкции часто объясняются причинами: требования, предъявляемые к весу и размеру конструкции РЭА, устойчивости к внешним воздействиям, удобству управления и обслуживания непрерывно повышаются, и конструкторы вынуждены разрабатывать конструкции с параметрами лучше тех, которые могут быть достигнуты при существующем уровне производства.
Технологичность является главной производственной характеристикой РЭА. Технологичность есть степень пригодности конструкции к промышленному выпуску в заданном количестве с минимальной себестоимостью. Когда разработанная конструкция поступает в производство, в ней уже заложена степень экономической эффективности изготовления. Способ обеспечения технологичности конструкции решающим образом зависит от объема производства.
Для предприятий радиопромышленности характерна, как правило, большая номенклатура относительно малых деталей РЭА. Исключение составляют только некоторые виды. Если не принять мер это приведет к чрезвычайно большой номенклатуре деталей и узлов, изготовляемых на одном предприятии. Каждая деталь или узел заказываются в производство в малом количестве. В таких условиях нельзя обеспечить рентабельность. Решение этой проблемы зависит от радиоконструктора.
Самым рентабельным является специализированное производство, следовательно, при конструировании РЭС надо создавать условия для специализации в масштабах предприятия, отрасли, страны. Главным таким условием является большой объём промышленности деталей и узлов каждого наименования.
Объемом применяемости называют количество штук данной детали (узла), содержащееся во всей продукции, выпускаемой предприятием или отраслью. Решающее влияние объёма применяемости деталей и узлов на производительность труда.
Первым шагом для повышения объема применяемости является использование в новых конструкторских разработках тех деталей и узлов, которые входят в другие, уже освоенные в производстве изделия, использовать в новой конструкции РЭС деталей и узлов, уже освоенных в этом же производстве, называется преемственностью. Чем выше уровень преемственности в конструкции изделия, тем легче освоить его в производстве.
Преемственность даёт преимущества как конструкторские, так и технологические.
В прогрессивной преемственности есть кажущаяся опасность консерватизма, когда новые, более совершенные конструктивные решения не будут применяться. Это может иметь место, но до тех пор, пока не будет обоснован отказ от устаревшего фонда в связи с перспективностью предлагаемого нового конструктивного решения. Новое решение должно быть началом новой преемственности.
Кроме прямой преемственности при проведении новых разработок существует обратная преемственность. Обратной преемственностью называют применение в модернизируемых разработках прогрессивных и освоенных в производстве конструктивных решений из новых. Обратная преемственность является главным условием при модернизации конструкции.
Упорядоченной, заранее регламентированной формой преемственности является типизация. Типизация есть способ ликвидации многообразия путём обоснованного введения к небольшому числу избранных типов. Понятие типизации является общим, оно применимо не только к конструкциям, но и к процессам.
Унификация есть форма типизации конструкции, при которой размеры и параметры избранных типов получены путем деления или умножения на целые числа размеров и параметров одного исходного, базового. Типизация и унификация применяемых к деталям, узлам и РЭА в целом.
Стандартизация есть установление обязательных норм на параметры продукции или производственные процессы с целью приближения качества изделий к уровню лучших образцов, обеспечения однородности, взаимозаменяемости и снижения трудоемкости производства.
Официальные документы, которые регламентирует параметры в результате той или иной формы типизации и стандартизации, называют стандартами. В соответствии с единой государственной системой стандартизации в промышленности действуют стандарты трех категорий: государственные стандарты (ГОСТ) для общесоюзных стандартных изделий и материалов, отраслевые стандарты (ОСТ) для изделий, унифицированных в отрасли, и стандарты предприятий (СТП) для изделий, унифицированных на предприятии.
Помимо обязательных стандартов, предусмотрена категория руководящих технических материалов (РТМ).
Типизация деталей и узлов, входящих в конструкцию РЭА, имеет смысл не только для снижения трудоемкости в производстве, но и для тех, кто использует РЭС.
Рассмотрим типизацию РЭА в целом, по семействам. Семейство называют группу из нескольких совместно разработанных РЭА, однако функционального назначения, имеющих общие схемно-конструктивные признаки и по своим параметрам и размерам, отвечающих заранее установленному взаимосвязанному размерному ряду. Этот ряд отражает качественное различие основных параметров.
Основой семейства, в первую очередь, является единство принципиальных и конструктивных решений. Различие между РЭС в семействе должно образовываться путем добавления или исключения отдельных функциональных частей схемы, но не изменением принципиальных схемных решений.
Конечной целью осуществления всех видов типизации является повышение общей технологичности конструкции РЭС. Общая технологичность сборной конструкции имеет шесть составляющих:

Большое влияние на технологичность сборной конструкции оказывают степень типизации, (технологичность по типизации  ) и степень преемственности (технологичность по преемственности
) и степень преемственности (технологичность по преемственности  ). Некоторое влияние оказывает число наименований в перечне комплектующих изделий, входящих в конструкцию (технологичность по однородности комплектации
). Некоторое влияние оказывает число наименований в перечне комплектующих изделий, входящих в конструкцию (технологичность по однородности комплектации  ). Чем меньше наименований в таком перечне, тем проще осуществлять снабжение производства. В этом случае обычно уменьшается число поставщиков. Технологичность по сборке
). Чем меньше наименований в таком перечне, тем проще осуществлять снабжение производства. В этом случае обычно уменьшается число поставщиков. Технологичность по сборке  взаимосвязана с ремонтопригодностью. Технологичность по входящим деталям и узлам собственного производства
взаимосвязана с ремонтопригодностью. Технологичность по входящим деталям и узлам собственного производства  учитывает влияние трудоемкости из изготовления на общую технологичность сборной конструкции. Технологичность по материалам
учитывает влияние трудоемкости из изготовления на общую технологичность сборной конструкции. Технологичность по материалам  оценивает рациональность их выбора, соответственен конструктивному решению детали и выбранной технологии.
оценивает рациональность их выбора, соответственен конструктивному решению детали и выбранной технологии.
Все вопросы, связанные с технологичностью, конструктор должен решать в тесном контакте с технологами и при их непосредственном участии.
Количественную оценку общей технологичности следует проводить с помощью критериальных коэффициентов.
1. Коэффициент типизации


где:  - число позиций типовых элементов;
- число позиций типовых элементов;
 - общее число позиций в спецификации.
- общее число позиций в спецификации.
2. Коэффициент преемственности

где:  - число заимствованных типовых изделий;
- число заимствованных типовых изделий;
 - общее число позиций типовых изделий в спецификации.
- общее число позиций типовых изделий в спецификации.
3. Коэффициент комплектации

где:  - число штук комплектующих изделий, входящих в сборочную единицу;
- число штук комплектующих изделий, входящих в сборочную единицу;
 - число наименований комплектующих изделий в спецификации.
- число наименований комплектующих изделий в спецификации.
Сравнение технологического превосходства одного конструктивного решения над другим для сборочной единицы одного назначения и функциональных параметров производства определяется либо по каждому из коэффициентов порознь, либо по суммарному коэффициенту технологично.
где:  - соответственно критериальные коэффициенты по
- соответственно критериальные коэффициенты по  му параметру изделий "
му параметру изделий " " и "
" и " ";
";
 - весовой коэффициент
- весовой коэффициент  -го параметра.
-го параметра.
Критериальными коэффициентами надо использовать при оценке с большой осторожностью, только при модернизации или для сравнения конструкции, обоснованно применяя весовые коэффициенты.
Сейчас в РЭС внедряют ЕСТПП - единую систему технологической подготовки производства, предусматривающую широкое применение прогрессивных технологических процессов, стандартных средств технологического оснащения, а также механизацию и автоматизацию производственных процессов проектных и управленческих работ.
В ЕСТПП предусмотрены правила обеспечения технологичности конструкции изделия.
Технологичность конструкции является важной производственной характеристикой изделия. Технологичность конструкции определяется с помощью базовых, исходных показателей технологичности. Базовый показатель технологичности составляется для однотипных изделий и контролируется отраслевыми стандартами. Существует понятие уровня технологичности конструкции. Этот показатель определяется, как отношение показателей технологичности, разрабатываемого изделия к соответствующим базовым показателям изделия.
В методике отработки конструкции на технологичность и оценки уровня технологичности конструкций приборостроения отмечается, что единым критерием технологичности конструкций изделия является её экономическая целесообразность при заданном качестве и принятых условиях производства, эксплуатации и ремонта.
Отработка конструкции на технологичность преследует две цели:
1. Снижение трудоемкости и себестоимости в процессе изготовления.
2. Снижение трудоемкости и себестоимости в процессе обслуживания.
Существуют следующие направления по снижению трудоемкости и себестоимости изготовляемой конструкции РЭА:
- увеличение серийности при изготовлении пути нормализации, стандартизации, унификации;
- ограничение номенклатуры конструкций, материалов;
- преемственность конструктивных решений;
- уменьшение массы изделий;
- применение высокопроизводительных типовых процессов и средств технологического оснащения;
- обеспечение удобства обслуживания, ремонтопригодность.
Вопросы технологической отработки в строгой очередности, определяемой этапами конструирования: эскизное, техническое проектирование, разработка рабочей документации, изготовление и испытание опытных образцов.
На всех стадиях проектирования отработку конструкций на технологичность рекомендуется осуществлять при активном участии заводских технологов.
Показатели эксплуатационной технологичности.
1. Относительная трудоёмкость подготовки изделия к функционированию -  ;
;
2. Относительная трудоёмкость профилактического обслуживания функционирующего изделия -  ;
;
3. Относительная трудоёмкость ремонтов изделия -  ;
;
4. Относительная себестоимость подготовки изделия к функционированию -  ;
;
5. Относительная себестоимость профилактического обслуживания функционирующего изделия -  ;
;
6. Относительная себестоимость ремонтов изделия  ;
;
7. Удельная трудоёмкость  .
.
8. Удельная себестоимость:  .
.
Требования к периодичности и содержанию профилактических работ, затратам на ремонт и обслуживание при эксплуатации. Требования повышения эффективности эксплуатации РЭС и пути решения этой проблемы. Комплексный учёт эксплуатационных ограничений при конструировании.
Эксплутационная технологичность характеризуется пятью параметрами РЭС: доступностью, контролепригодностью, взаимозаменяемостью, обеспеченностью ЗИП, лёгкосъёмностью с объекта.
I. СТРУКТУРНАЯ СХЕМА
ГОСТ 2.702-75
Структурная схема предназначена для определения основных функциональных частей изделия, их назначения и взаимосвязи. Она должна определять полную… Структурные схемы могут использоваться при эксплуатации изделия для общего… На структурном схеме должны быть изображены все основные функциональные части изделия к показана взаимосвязь между…Требования микроминиатюризации
Микроминиатюризация - уменьшения объема, массы, потребляемой электроэнергии, повышение надежности, уменьшение времени проектирования и изготовления,… Уменьшение объёма, мессы и других параметров радиоаппаратуры в основном… Главная задача микроминиатюризации - создание максимально надежных устройств.II. Типизация -методов базовых конструкций.
Большой технико-экономический эффект метода типизации заключается в следующем: 1. при проектирование какого-либо нового изделия используется проверенный… 2. обеспечивается большая преемственность в производстве при смене моделей устройств, созданных на одной базе;…III. Методы агрегатирования и унификации.
Агрегатирование – метод стандартизации заключающийся в создании объектов частного функционального назначения на основе размерной или функциональной… Метод агрегатирования является сложным методом стандартизации, характерными… Агрегатирование нашло широкое распространение в технике для создания многих устройств самого различного назначения на…СТАДИИ РАЗРАБОТКИ КОНСТРУКТОРСКОЙ
ГОСТ 2.103-68 устанавливает стадийность разработки конструкторских… - техническое заданиеЭкранирование
Виды паразитных связей
1. Паразитная связь через общее сопротивление. то пренебрегаем в знаменателе, получимНеразъёмные и разьёмные механические и
электрические соединения.
I. Неразъёмные соединения.
II. Соединение расклёпыванием осуществляется заклёпками или цапфами (расчеканивают). Заклёпки изготовляются из стали; алюминия и его сплавов латуни,… Заклёпки вбиранием в зависимости от толщины склеиваемых деталей обычно диаметр… Качество соединений зависит от механических свойств материалов заклепок и соединяемых деталей, а также от точности…II. Разъёмные соединения.
1. Резьбовое соединение.III. Разъёмные электрические соединения.
В зависимости от вида соединяемых цепей соединительные изделие подразделения на пять основных групп: низкочастотные низковольтные разъёмы,… 1. Низкочастотные низковольтные разъемы предназначены для соединения и… Приборные разъёмы предназначены для соединения и разъединения между собой узлов я блоков аппаратуры.Конструирование объёмного монтажа
Соединения с помощью монтажных проводов находят применения в конструкциях РЭА… Электрический монтаж, если он не связан с подвижными элементами, должен быть сделан так, чтобы в процессе эксплуатации…Классификация проводов, кабелей.
Монтажные провода и кабели применяются для осуществления соединений между контактными выводами элементов электрической схемы РЭА, установочными и коммутационными изделиями. Этот вид монтажа в настоящее время занимает значительно меньший объём и вес в современной РЭА. Он используется только в мелкосерийном производстве, для аппаратуры с большими мощностями рассеивания, при разнорядных, нестандартных и тяжёлых деталях и в МЭА.
Монтаж РЭА может производиться монтажным проводом, кабелем, монтажными лентами и для МЭА с помощью гибких матриц.
И так, прежде всего монтажные провода. В основу классификации монтажных проводов, применяемых в РЭА, положены следящие признаки: сечение токопроводящей жилы, число проволок в жале, марка металла провода, вид покрытия проволоки, изоляция, толщина и число слоёв изоляции, наличие экранирующей оплётки, цвет наружного слоя изоляции.
Провода могут быть с одной жилой или из большого числа параллельно уложенных проволок из отожжённой меди, нержавеющей стали иди серебра. Проволоки используются без покрытия, с покрытиями сплавами ПОС иди серебра, а также лака. Для увеличения лаконической прочности проводов применяют комбинированные жилы из медных и стальных проволок. Обычно применяется медная мягкая круглая проволока марки ММ и медная твёрдая круглая марки МТ ( ).
).
В качестве изоляции монтажных проводников могут применяться различные материалы: полихлорвинил, полиэтилен, фторопласт, резина, стекловолокно х/б пряжа, шёлк, лавсан, капрон и другие материалы.
При выборе монтажных проводов конструктор прежде всего должен исходить из условий эксплуатации РЭА. Климатические воздействия.
Провода с волокнистой изоляцией обладают высокой гигроскопичностью, что снижает их электроизоляционные свойства при воздействии повышенной влажности. Поэтому такие провода дополнительно покрывают лаковой плёнкой.
Монтажные провода с изоляцией из поли-инила специальных сортов резины, пластмассовых и других диэлектриков являются влагостойкими до  относительной влаги и температуре
относительной влаги и температуре  . Эти провода применяются для эксплуатации РЭА в тяжёлых климатических условиях.
. Эти провода применяются для эксплуатации РЭА в тяжёлых климатических условиях.
Провода из фторопластовой изоляции могут работать в агрессивных средах и при температуре до  .
.
С точки зрения механических воздействий (вибрации, тряски, ударов) провода с одной жилой обладают наименьшей механической прочностью, они применяются для коротких перемычек и для стационарной аппаратуры, при условии их укладки и крепления вдоль плоских стенок плат, шасси и корпусов без наличия провисающих участков. Наиболее прочные многожильные провода в шёлковой лакированной оплетке и многослойной изоляцией.
1. Общие конструктивные требования.
- Электрический монтаж не должен менять своего положения при транспортировки и в процессе эксплуатации.
- Конструкция и электрический монтаж РЭА должен обеспечивать доступ к элементам, за исключением МЭА.
- Провода должны соответствовать току нагрузки.
- Провода не должны иметь натяжения.
- Одну две перепайки
- При изменении расстояния между элементами нельзя применять однопроволочные провода. Необходимо применять гибкие провода с "провесом".
- Соединение проводов между собой и с выводами элементов должны выполняться только с помощью соединительных плат, монтажных стоек, лепестков и т.п. Сращивать нельзя.
- Сечение провода не должно превышать сечение лепестка.
- На лепесток допускается не более 3 паек, а для В.Ч. не более 4 паек.
- Крепить провод самостоятельно.
- Монтажные провода и кабели не должны быть расположены на острых кромках и рёбрах и кромках шасси, узлов и приборов.
- Монтажные соединения длиннее 30 мм должен быть выполнены изолированным проводом.
- Перемычки из голого провода должны быть заключены в изоляционные трубки при удалении от токопроводящей поверхности менее чем на 3 мм в зависимости от рабочего напряжения.
- Длина соединения из провода 0,8 мм и менее не должна превышать 30 мм.
2. Лепестки, стойки, плата: соединительные, скобы, ленты, хомуты, применяемые при электрическом монтаже.
а) Лепестки НГО 77.000 .ред. 67 КС7.750.033-3 для температуры  .
.
Покрытия 0-С(50); Н.9, Ср.6. Ср.9.
Различные варианты исполнения под винт, заклёпку, пайку, опрессовку, отгибку, развальцовку, закатку, отбортовкой и т.п. Односторонние 2; 3; и 4 сторонние.
Варианты А – основной: Б - отгибка под  - отгибка под
- отгибка под  .
.
б) Стойки монтажные ОСТ4.ГО.366.003 СМ
Вибрационная нагрузка: 1-2000; 10д.
Ударные нагрузки: до 500д. Температура  ток до 5А.
ток до 5А.
Предназначены для внутреннего монтажа для крепления навесных малогабаритных ЭРЭ, работающих в цепях постоянного, переменного и импульсного тока до 2500В (см.-15)
4CMII-3 - обозначение группы исполнения наименование изделия, порядковый номер типа, количество контактов (лепестков)
в) Платы соединительные ОСТ4.ГО.360.001ПС 600B.10A. ЗПС2-6
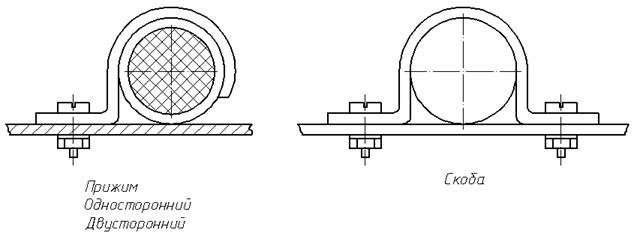
г) Скобы, ленты, хомуты для крепления кабелей, жгутов, проводов ОСТ4.ГО .070.019 1 – 75.
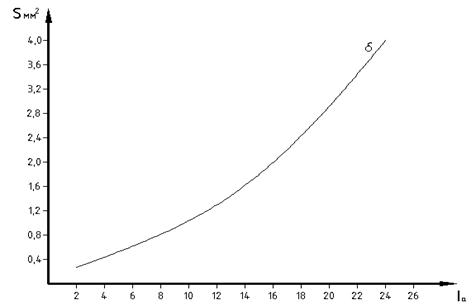
- При креплении проводов, жгутов и кабелей к корпусу с помощью клея, мастики или компаунда расстояние на прямолинейных участках зависят от диаметра последних:
Диаметр жгута 
| Расстояние
|
| 30-50 | |
| 5-10 | 50-80 |
| 10-15 | 80-100 |
| 15-25 | 100-150 |
| 150-200 |
- Места приклейки необходимо указывать на сборочном чертеже или в монтажной схеме.
- Жгуты, диаметром более  , в местах приклейки следует закреплять шнуром или нитками через отверстие в шасси (
, в местах приклейки следует закреплять шнуром или нитками через отверстие в шасси ( ).
).
- При переходе жгута через металлические стенки устанавливают изоляционные втулки. Рис.1.
- При переходе проводов, жгутов и кабелей с неподвижной части на подвижную (с корпуса на лицевую панель или на крышку и т.п.) необходимо располагать их так, чтобы они работали на кручение, а не на изгиб.
- В местах переходов необходимо накладывать защитные материалы (кожу, её заменитель, полиэтиленовую пленку и т.п.).
Материал, применяемый для изоляции мест перехода, конструктор обязан указать на чертеже или в монтажной схеме.
- Ремонтопригодность монтажа.
Составление электромонтажных чертежей.
В соответствии с ГОСТом-2.413-72 конструкторскую документацию изделия с электромонтажом выполняют в одном из четырех вариантов: А;Б;В;Г. А - для изготовления изделия механическую сборку и электромонтажом которого целесообразно производить по одному и тому же чертежу.
А - для изготовления изделия выпускают сборочный чертёж механической сборки и сборочный чертёж с электромонтажом и спецификацию. На оборочном чертеже изделия с электромонтажом составные части, устанавливаемые при электромонтаже, не изображают, если они выделены в самостоятельную сборочную единицу.
В - для изготовления изделия, механическую сборку и электромонтаж которого производить по одному и тому чертежу нецелесообразно и чертёж для электромонтажа выполнять как сборочный нерационально, выпускают.
- для механической сборки—сборочный чертёж и спецификацию
- для электромонтажа - электромонтажный чертеж (МЭ), составные части, устанавливаемые по электромонтажному чертежу вносят в спецификацию – монтируемого изделия в дополнительных разделах;
Г - для изготовления изделия, механическую сборку и электромонтаж которого производить по одному и тому же чертежу нецелесообразно и выпуск чертежа для электромонтажа затруднителен, выпускают сборочный чертеж для механической сборки, в технических требованиях чертежа приводят ссылку на документ, которым следует руководствоваться при электрическом монтаже (на электрическую схему соединений или принципиальную, на таблицу соединений).
I. Правила выполнения чертежей.
Чертеж для электрического монтаж рекомендуется выполнять в том же масштабе, что и для механической сборки.
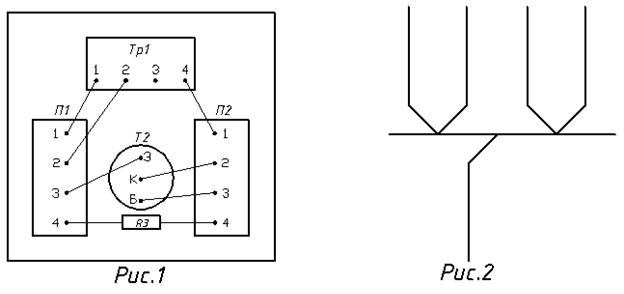
- Если составная часть является элементом электрической принципиальной схемы изделия, то на её изображении или около него наносят позиционное обозначение, присвоенное этому элементу в схеме. (Рис.1).
Элементам, не указанным в электрической принципиальной схеме изделия иди схеме соединений, но участвующим в электрических соединениях (переходные стойки, лепестки и т.д.), для указания адресов присоединения проводников присваивают очередные позиционные обозначения после элементов того же функционального назначения, изображенных на схеме.
- Допускается изображать стенки развёрнутыми в плоскости чертежа с надписью "Стенка развёрнута".
- Допускает составные части изображать повернутыми.
- Допускается слияние линий, изображающих одиночные провода. (под углом 45° Рис.2).
- Не допускается слияние линий, изображавших жгут и кабель и входящие в его состав проводники, с линиями, изображающими другие жгуты и кабели и их проводники.
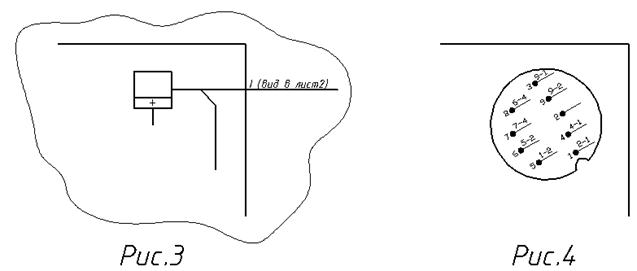
- При обрыве (Рис.3).
- При многоконтактном изделии:
а) у контактов показывают концы линий и указывают обозначения проводников (Рис.4)
б) им помещают таблицу с номерами контактов и обозначениями проводников (Рис.5).
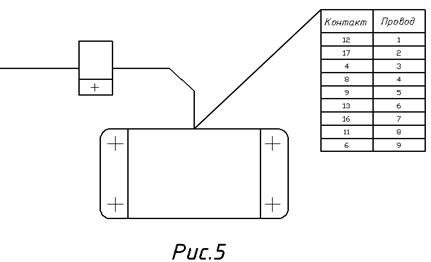
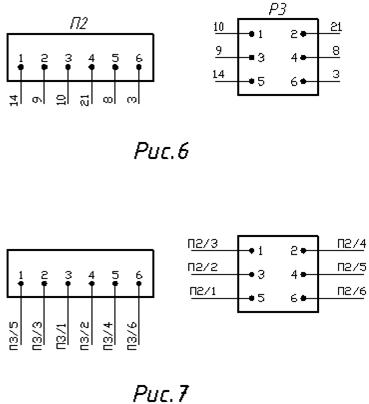
- На электромонтажном чертеже индивидуального или опытного производства допускается изображать проводник с обрывами. У места обрыва наносят номер проводника (Рис.6), а в таблице соединений приводят адреса его присоединений.
При отсутствии таблици соединений у места обрыва проставляют только обратный адрес присоединения (Рис.7).
П. Выполнение спецификации
В спецификации в графе "Примечание" указывается позиционное обозначение элемента по принципиальной электрической схеме.
Дополнительными разделами спецификации изделия с электромонтажной схемой является "Сборочная единица" и далее "Детали" "Стендовое изделие". "Прочие изделия". "Материалы".
Дополнительные разделы размена в специфике, начиная с нового (отдельного) листа, под общим заголовком. Сквозная нумерация позиций.
При внесении в основную часть спецификации в графе "Примечание" приводят ссылку: "См. поз…".
Провода и кабеля устанавливаемые при монтаже вносят в раздел "Материалы", а в графе "Примечание" указывают "Устанавливают ври электрическом монтаже".
III. Обозначение проводников.
Если на изделие схема соединений не выпущена, проводнику на чертеже присваивают обозначение: цифровые цепи, порядкового номера проводника в пределах цепи 2-1; 2-2; 2-3; 4-5 и т.д.
IV. Выполнение таблицы соединений.
Таблицу соединений разрабатывают в случаях, когда на чертеже не указаны адреса присоединения проводников или затруднено отыскание мест присоединения концов проводника. Таблицу соединений приводят на монтажном чертеже и размещают на первом месте или выполняют последующими листами (Рис.8). Проводники перечисляют по возрастанию номеров в следующем порядке:
- провода жгутов;
- жилы кабелей, оформленных самостоятельным чертежом;
- одиночные провода.
В графе "Проводник" указывают номер проводника (одиночного провода жилы кабеля, провода жгута). В графе "Позиция" указывают:
- для одиночного провода, не оформленного самостоятельным чертежом, и для жилы кабеля, записанного в спецификации как материал - номер позиций, под которым он записан в спецификации – для одиночного провода или кабеля, оформленного самостоятельным чертежом, или жгута – номер позиции, под которым данное изделие (провод, кабель, жгу) записано в спецификации.
В строках таблицы соединений, в которых указаны жилы кабелей, оформленных самостоятельными чертежами и провода жгутов, графу "Поз." не заполняют. В графах "Откуда идёт и куда поступает" приводят адреса присоединений проводников Ш3:2; Д1:4; II7:6.
В графе "Длина" длину провода. Длину жилы кабеля, оформленного самостоятельным чертежом, и провода жгута в таблице не указывают.
| Проводник | Поз. | Откуда идёт | Куда поступает | Длинна (см) | Примечание |
| Жгуты | |||||
| Жгут 1 m2 : 11 | С7 : + | ||||
| Кабели | |||||
| Кабель №1 Г1 | Р3 : 2 | ||||
| Провода | |||||
| П5 : 3 | Тр12 : 4 |
Рис.8
I. Общие требования к печатным платам
ОСТ4.ГО.010.011
Размеры печатных плат следует выбирать по ГОСТ10317-72. Наибольшая величина плат  с плотностью монтажа по классу А с плотностью монтажа по классу Б до
с плотностью монтажа по классу А с плотностью монтажа по классу Б до  . Соотношение сторон 1:1; 1:2; 2:3; 2:5.
. Соотношение сторон 1:1; 1:2; 2:3; 2:5.
Тельца плат рекомендуется 0,8; 1,0; 1,5; 2,0; 2,5; 3,0 мм. Материалы, рекомендуемые для изготовления печатных плат.
ГФ. СФ ГОСТ10316-70.
ФДМЭ-1 – фольтр. диэлектрик для микроэлементных устройств.
ФДМ-1(2) – фольтр. диэлектрик для многослойных печатных плат.
ФДМТ-1 травящий.
Шаг координатой сетки 2,5 и для микросхем 1,25 мм (1 дюйм = 2,54 мм). Центры монтажных и переходных отверстий должны расположатся в узлах координатной сетки.
Для многократных навесных элементов:
- если в навесном элементе имеются два или более выводов с кратным расстоянием шага координатной сетки, то центры отверстий под эти выводы обязательно располагать в узлах сетки.
- ели нет таких выводов, то в узле сетки располагают центр одного из отверстий, принятого за основание.
Центр крепёжных отверстий необходимо располагать в узлах координатной сетки.
Не рекомендуется применять более трёх различных диаметров монтажных и переходных отверстий в одной плате.
Диаметры монтажных и переходных отверстий следует выбирать в зависимости от диаметра выводов элементов: ( для металлизированных отверстий 0,4-0,6; 0,8-1,0; 1,2-1,5. Вырезы в экранах. ).
Для элементов с гибкими выводами - перепаек, для многовыводных PI.–не менее 3-х. Сопротивление изоляции между токоведущими элементами печатных плат
ГФ 5000 мом: при  : при
: при  ;
;
при влажности и после 2-х суток - 0,5 мом;
СФ-10000 – 2 – 0 – 1000 – 5,0 мом.
В соответствии с международными рекомендациями минимальные размерыконтактных площадок должны быть :
отв.  ;
;  ;
;  мм
мм
Плотность тока - допустимое
допустимое  .
.
II. Особенности конструирования МПП.
МПП в основном применяются для МЭА. Они изготавливаются по следующим методам:
- открытых контактных площадок;
- попарного прессования;
- послойного наращивания;
- металлизация сквозных отверстий.
Число слоев.
Слои МПП, как правило, определяются при разделении электрической схемы на функциональные цепи: слой с печатным монтажом цепи питания, нулевого потенциала, сигнальных цепей т.д.
Конструктор должен выбирать правильное отношение между толщиной платы и диаметром отверстий. На практике эхо отношение не превышает 3:1. При толщине платы  , диаметр отверстий
, диаметр отверстий  . МПП для наружных сдоёв - по нормам кл. Б для внутренних слоёв – по кл. А с шириной и зазором проводников .
. МПП для наружных сдоёв - по нормам кл. Б для внутренних слоёв – по кл. А с шириной и зазором проводников .
– Конец работы –
Используемые теги: Конспект, лекций, дисциплине, основы, проектирования, электронных, гост0.102
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Конспект лекций по дисциплине Основы проектирования электронных ГОСТ 2
Что будем делать с полученным материалом:
Если этот материал оказался полезным для Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.177 сек.
Новости и инфо для студентов