рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- ЧАСТИНА 1 – МЕТРОЛОГІЯ
Реферат Курсовая Конспект
ЧАСТИНА 1 – МЕТРОЛОГІЯ
ЧАСТИНА 1 – МЕТРОЛОГІЯ - раздел Образование, А.в. Яворський, П.м. Райтер, І.м. Дячишин...
А.В. Яворський, П.М. Райтер, І.М. Дячишин
ЧАСТИНА 1 – МЕТРОЛОГІЯ
ОСНОВИ МЕТРОЛОГІЇ, СТАНДАРТИЗАЦІЇ і КОНТРОЛЮ ЯКОСТІ
ЛАБОРАТОРНИЙ ПРАКТИКУМ
Вано-Франківський національний технічний
Університет нафти і газу
Кафедра технічної діагностики та моніторингу
А.В. Яворський, П.М. Райтер, І.М. Дячишин
ЧАСТИНА 1 – «МЕТРОЛОГІЯ»
ОСНОВИ МЕТРОЛОГІЇ, СТАНДАРТИЗАЦІЇ і КОНТРОЛЮ ЯКОСТІ
ЛАБОРАТОРНИЙ ПРАКТИКУМ
Для студентів напрямків підготовки:
Нафтогазова справа» і
6. 050504 – «Зварювання»
Рекомендовано Методичною радою
Університету
Вано-Франківськ
УДК 006.91
Я 22
Автори:
А.В.Яворський, кандидат технічних наук, доцент
П.М. Райтер, кандидат технічних наук, доцент
І.М. Дячишин, асистент
Рекомендовано Методичною радою Івано-Франківського
національного технічного університету нафти і газу
(протокол № 7 від 23.09.2010р.)
МВ 02070855-3156-2010
Яворський А.В., Райтер П.М., Дячишин І.М.
Я 22 Основи метрології, стандартизації і контролю якості:Частина 1-«Метрологія» Лабораторний практикум./А.В.Яворський, П.М. Рай-тер, І.М.Дячишин -Івано-Франківськ: ІФНТУНГ, 2010.- 125с.: іл. , табл.
Лабораторний практикум містить методичні вказівки для прове-дення лабораторних занять з дисципліни «Основи метрології, стандартизації і контролю якості». Розроблений відповідно до робо-чої програми навчальної дисципліни, чинного навчального плану підготовки фахівців. Призначено для підготовки бакалаврів за на-прямками: 6.050304 - «Нафтогазова справа» і 6.050504 – «Зварю-вання». Може бути використаний студентами денної і заочної форм навчання.
УДК 006.91
Рецензенти:
Шлапак Л.С. – д.т.н., проф. кафедри «Зварювання»,
Лісафін В.П.- к.т.н., доцент кафедри «Транспорту і зберігання нафти і газу» ІФНТУНГ
Ó Яворський А.В.,Райтер П.М., Дячишин І.М.
Ó ІФНТУНГ, 2010
ЗМІСТ
| ЗАГАЛЬНІ МЕТОДИЧНІ ВКАЗІВКИ | |
| ВИМОГИ ДО ВИКОНАННЯ І ОФОРМЛЕННЯ ЛАБОРАТОРНИХ РОБІТ | |
| ЛАБОРАТОРНА РОБОТА № 1 Прямі вимірювання фізичних величин. Опрацювання результатів прямих вимірювань | |
| ЛАБОРАТОРНА РОБОТА № 2 Непрямі вимірюванняфізичних величин. Опрацювання результатів опосеред-кованих вимірювань | |
| ЛАБОРАТОРНА РОБОТА № 3 Вивчення методики і засобів повірки електромеханічних амперметрів і вольтметрів | |
| ЛАБОРАТОРНА РОБОТА № 4 Вивчення принципу дії, будови і методики повірки манометрів з трубчатою пружиною за допомогою вантажопоршневого манометра | |
| ЛАБОРАТОРНА РОБОТА № 5 Вивчення принципу дії, будови і методики повірки біметалічних і манометричних термометрів | |
| ЛАБОРАТОРНА РОБОТА № 6 Вивчення принципу дії, будови і методики повірки об’ємних (камерних) лічильників за допомогою взірцевого витратоміра змінного перепаду тиску | |
| ЛАБОРАТОРНА РОБОТА № 7 Вивчення застосування, будови і принципу дії витратомірів швидкісного напору | |
| ЛАБОРАТОРНА РОБОТА № 8 Дослідження метрологічних характеристик вимірювального перетворювача |
| ПЕРЕЛІК РЕКОМЕНДОВАНИХ І ВИКОРИСТАНИХ ДЖЕРЕЛ | |
| ДОДАТОК А – Значення коефіцієнтів Стьюдента для визначеної кількості спостережень із заданою ймовір-ністю | |
| ДОДАТОК Б – Методика виявлення промахів | |
| ДОДАТОК В – Наближені числа.Запис кінцевого результату вимірювання | |
| ДОДАТОК Г – Основні умовні позначення на шкалах аналогових електровимірювальних приладів (ГОСТ 23217-78) | |
| ДОДАТОК Д – Основні співвідношення між одиницями тиску | |
| ДОДАТОК Е – Додаткові умовні позначення, які наносяться на шкали приладів, призначених для вимірювання тиску середовища з певними властивостями | |
| ДОДАТОК Ж – Наведена похибка для стандартних діапазонів механічних термометрів (калібрування згідно DIN 16203) | |
| ДОДАТОК З – Графіки і таблиці |
ЗАГАЛЬНІ МЕТОДИЧНІ ВКАЗІВКИ
Державний стандарт України ДСТУ 2681-94 "Метрологія. Терміни та визначення" лаконічно визначає метрологію, як науку про вимірювання.… Вимірювання забезпечують зв'язок з об'єктом досліджень чи керування в тій чи… Предмет і засіб метрології можна сформулювати так:Таблиця 1 – Тривалість лабораторних робіт
| Номер лабораторної роботи | Кількість годин |
| Лабораторна робота № 1 Лабораторна робота № 2 Лабораторна робота № 3 Лабораторна робота № 4 Лабораторна робота № 5 Лабораторна робота № 6 Лабораторна робота № 7 Лабораторна робота № 8 |
Для студентів напряму підготовки «Нафтогазова справа» з Частини 1- лабораторні роботи № 1 по № 6, а з Частини 2 – лабораторні роботи № 1, № 2, № 4, № 5, № 6, № 8, № 9,
№ 11. Загальна кількість – 36 год.
А для студентів напряму підготовки «Зварювання» з Частини 1 – лабораторні роботи № 4 по № 8, а з Частини 2 - лабораторні роботи № 4 і № 6. Загальна кількість - 18 год.
ВИМОГИ ДО ВИКОНАННЯ І ОФОРМЛЕННЯ
ЛАБОРАТОРНИХ РОБІТ
На першому занятті викладач повідомляє студентам план виконання лабораторних робіт, кількість балів за лабораторні роботи, строки їх виконання і… Окрім того, на першому занятті особисто викладачем проводиться інструктаж з… Перед виконанням кожної лабораторної роботи викладач опитує студентів, як за змістом самої роботи, так із методики її…Лабораторна робота № 1
Прямі вимірювання фізичних величин.
Обробка результатів прямих вимірювань
Мета заняття:ознайомитись з прямими вимірюваннями на прикладі вимірювання сукупної товщини пластинок за допомогою штангенциркуля і мікрометра. Виконати опрацювання результатів прямих багаторазових вимірювань сукупної товщини пластинок із заданою довірчою ймовірністю.
Прилади і обладнання:вимірювальна лінійка, штангенциркуль, мікрометр.
Тривалість: 2 год.
Основні теоретичні положення необхідні для виконання роботи. Опис засобів вимірювання товщини
Задача вимірювання
В техніці, основним способом отримання інформації є вимірювання різних фізичних величин. Вимірювання фізичної величини полягає у порівнянні її з іншою однорідною їй фі-зичною величиною, прийнятою за одиницю міри. За одиницю міри довжини, наприклад, прийнято 1 метр, маси 1 кілограм, сили струму 1 Ампер тощо.
Під час вимірювання фізичних величин користуються не самими еталонами фізичних величин, а вимірювальними при-ладами, які тим чи іншим способом звірені з еталонами, що зберігаються в державних метрологічних установах. Це відно-ситься до приладів, за допомогою яких вимірюють довжину (лінійки, штангенциркулі, мікрометри), час (годинники і се-кундоміри), масу (різного роду ваги, різноважки), а також електровимірювальних приладів (амперметри, вольтметри).
Порівняння вимірювальних приладів і інструментів з еталонами завжди супроводжується неточністю в їх калібру-ванні. Наприклад, довжина метрової лінійки не співпадає з міжнародним метром. На це впливає і недосконалість техно-логії виготовлення лінійок і вимірювання довжини лінійки зі зміною температури і багато іншого. Тому ясно, що за до-помогою вимірювальних приладів неможливо провести абсо-лютно точні вимірювання, тобто встановити істинне значення вимірюваної величини. Результат вимірювання буде в більшій чи меншій мірі відрізнятися від істинного значення, або, як прийнято говорити, буде містити похибку.
Інструментальні похибки, про які говорилося вище, не-можливо видалити принципово. Однак вони є лише одним з видів похибок вимірювань. На результат вимірювання, крім того, може впливати багато зовнішніх факторів (електричні і магнітні поля, вібрації, коливання температури середовища, тиску, вологості і т.д.), недосконалість органів чуття, а також обмежений характер наших знань.
Таким чином, ніякі вимірювання не можуть бути вико-нані абсолютно точно. Відмінність результату вимірювання від істинного призводить до наступного правила, обов’язкове виконання якого лежить в основі професійної культури кож-ного інженера.
Числове значення отриманої з досліду фізичної вели-чини повинно обов’язково супроводжуватися вказуванням величини можливої помилки.
Наприклад, результат вимірювання деякої величини Х повинно бути представлено наступним чином:
 , (1.1)
, (1.1)
де  ,
,  – істинне і виміряне значення фізичної вели-чини,
– істинне і виміряне значення фізичної вели-чини,  – похибка вимірювань. Такий запис означає, що істинне значення величини знаходиться десь в межах інтер-валу (
– похибка вимірювань. Такий запис означає, що істинне значення величини знаходиться десь в межах інтер-валу ( ;
; ). Без такої інформації про точ-ність вимірювання, результат його не буде врахований під час проведення наступних розрахунків для будь-яких практичних цілей чи для перевірки теоретичних висновків і т.д.
). Без такої інформації про точ-ність вимірювання, результат його не буде врахований під час проведення наступних розрахунків для будь-яких практичних цілей чи для перевірки теоретичних висновків і т.д.
Отже, задача вимірювання містить не тільки знаход-ження самої величини, але й визначення величини можливої похибки. Методи їх розрахунку і способи зменшення вивчає теорія похибок. Нижче будуть розглянуті деякі положення цієї теорії, які дозволяють проводити елементарні оцінки похибок.
Види вимірювань. Класифікація похибок
Як вже зазначалося, результат вимірювання завжди від-різняється від істинного значення фізичної величини, тобто містить похибку. В залежності від… Промахи, або грубі помилки можуть виникати в резуль-таті неправильних дій… Систематичними називаються похибки, величина і знак яких не змінюються у всіх вимірюваннях, які проводяться в…Обчислення випадкових похибок за результатами серії вимірювань фізичної величини
. (1.2) Будемо вважати, що систематичні похибки виключені, тоді отримані значення… . (1.3)Рисунок 1. 1 – Розподіл результатів вимірювання фізичної величини
Якщо через точки гістограми, які відповідають сере-динам вибраних інтервалів, провести плавну криву, отрима-ємо наближений графік (рис. 1.1, а). Він показує відносне чис-ло вимірювань  , яке припадає на одиницю ширини кожного інтервалу, як функцію величини x. У граничному випадку
, яке припадає на одиницю ширини кожного інтервалу, як функцію величини x. У граничному випадку  наближений графік перейде в точний графік деякої функції
наближений графік перейде в точний графік деякої функції  – рис. 1.1, б. Функція назива-ється щільністю розподілу випадкових вимірювань. Добуток
– рис. 1.1, б. Функція назива-ється щільністю розподілу випадкових вимірювань. Добуток  (заштрихована ділянка на рис. 1.1, б) задає ймовірність того, що під час вимірювання величина x буде приймати яке-небудь значення з інтервалу
(заштрихована ділянка на рис. 1.1, б) задає ймовірність того, що під час вимірювання величина x буде приймати яке-небудь значення з інтервалу  . Повна площа під кривою визначає ймовірність того, що виміряна величина x прийме якесь значення з інтервалу
. Повна площа під кривою визначає ймовірність того, що виміряна величина x прийме якесь значення з інтервалу  . Така подія є достовірною, ймовірність її рівна одиниці, тоді:
. Така подія є достовірною, ймовірність її рівна одиниці, тоді:
 . (1.4)
. (1.4)
Вираз (1.4) називається умовою нормування функції .
Вид функції , може бути різним. Однак для перева-жаючої більшості простих вимірювань в науці, техніці і масовому виробництві виконується так званий нормальний закон розподілу або закон Гауса:
 . (1.5)
. (1.5)
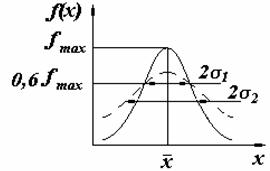
Відповідний графік зображений на рис. 1.2, а, він пред-ставляє собою симетричну дзвоноподібну криву. Функція характеризується двома параметрами: величиною  , яка від-повідає максимуму кривої (це теоретичне істинне значення) і шириною кривої
, яка від-повідає максимуму кривої (це теоретичне істинне значення) і шириною кривої  на 0,6 її висоти. Параметр a визначає величину розкиду результатів вимірювань відносно істинного значення і називається середньоквадратичним відхиленням. Чим більша величина
на 0,6 її висоти. Параметр a визначає величину розкиду результатів вимірювань відносно істинного значення і називається середньоквадратичним відхиленням. Чим більша величина  , тим більша ймовірність помітних відхилень результатів вимірювань від істинного значення (рис. 1.2, а). Таким чином, параметр характеризує якість даних вимірювань.
, тим більша ймовірність помітних відхилень результатів вимірювань від істинного значення (рис. 1.2, а). Таким чином, параметр характеризує якість даних вимірювань.
а)

б)
Рисунок 1. 2 – Визначення довірчих інтервалів для розподілу результатів вимірювання фізичної величини
Як вказувалось раніше, площа під кривою прийма-ється рівною одиниці. Площа під кривою, яка відповідає дея-кому інтервалу на осі , визначає ймовірність попадання результату вимірювання в даний інтервал. Площа під кривою в інтервалі значень
, визначає ймовірність попадання результату вимірювання в даний інтервал. Площа під кривою в інтервалі значень  становить приблизно 0,68 відсотків (рис. 1.2, б). Це значить, що в середньому 68 від-сотків проведених вимірювань потрапляють в «односигмо-вий» інтервал біля істинного значення. Аналогічно в «двосиг-мовий» інтервал
становить приблизно 0,68 відсотків (рис. 1.2, б). Це значить, що в середньому 68 від-сотків проведених вимірювань потрапляють в «односигмо-вий» інтервал біля істинного значення. Аналогічно в «двосиг-мовий» інтервал  потрапляє в середньому 95 % всіх вимірювань, а в «трьохсигмовий» – 99,7 %, тобто за його межі виходить дуже мала частина всіх вимірювань.
потрапляє в середньому 95 % всіх вимірювань, а в «трьохсигмовий» – 99,7 %, тобто за його межі виходить дуже мала частина всіх вимірювань.
Інтервал, у якому міститься істинне значення вимірюва-ної величини, називається довірчим інтервалом, а ймовірність, що істинне значення потрапляє в довірчий інтервал, назива-ється довірчою ймовірністю  , або надійністю. Наприклад, якщо довірчий інтервал прийняти рівним «односигмовому», то довірча ймовірність для нього дорівнюватиме 68 %, для «двосигмового» вона складатиме 95 %, для «трьохсигмового» – 99,7 %.
, або надійністю. Наприклад, якщо довірчий інтервал прийняти рівним «односигмовому», то довірча ймовірність для нього дорівнюватиме 68 %, для «двосигмового» вона складатиме 95 %, для «трьохсигмового» – 99,7 %.
Надійність результату вимірювання, яка дорівнює 95 %, під час «двосигмового» довірчого інтервалу для більшості практичних розрахунків є цілком достатньою.
Число вимірювань випадкової величини в тому чи іншому експерименті, як правило, обмежене, тому визначити точні значення і неможливо. Але в теорії ймовірностей і математичній статистиці існує методика, яка дозволяє за результатами серії з n-вимірювань (яка називається вибіркою) знаходити наближені оцінки параметрів і . Так, в якості наближеної оцінки істинного значення приймають середнє арифметичне для серії з n-вимірювань:
 . (1.6)
. (1.6)
А в якості середнього квадратичного відхилення (СКВ) однократного вимірювання від істинного значення використо-вується вираз:
 . (1.7)
. (1.7)
Якщо отримати m серій, кожна з яких містить n вимі-рювань, то за формулою (1.6) можна розрахувати ряд середніх арифметичних значень:
 . (1.8)
. (1.8)
Дані значення будуть відрізнятися одне від одного і від істинного значення через обмежене число вимірювань в серії. Цей ряд випадкових величин також розподілений за нормаль-ним законом біля істинного значення. Причому дисперсія розподілу середніх арифметичних  менша ніж дисперсія однократного вимірювання , так як середнє значення є кращою оцінкою істинного ніж результат однократного вимі-рювання. Теорія дає наступний вираз для оцінки середнього квадратичного відхилення середнього арифметичного від істинного значення:
менша ніж дисперсія однократного вимірювання , так як середнє значення є кращою оцінкою істинного ніж результат однократного вимі-рювання. Теорія дає наступний вираз для оцінки середнього квадратичного відхилення середнього арифметичного від істинного значення:
 . (1.9)
. (1.9)
З формули (1.9) видно, що випадкову похибку серед-нього значення можна зменшити, збільшуючи число вимірю-вань в серії.
Кінцева мета вимірювання полягає в тому, щоб визна-чити довірчий інтервал, всередині якого із заданою довірчою ймовірністю (0,95 в нашому випадку) знаходиться істинне значення фізичної величини , тобто записати результат у вигляді:
 . (1.10)
. (1.10)
Вираз (1.10) означає, що істинне значення вимірюваної вели-чини знаходиться десь всередині інтервалу  із заданою довірчою ймовірністю.
із заданою довірчою ймовірністю.
Як вже було наведено, наближена оцінка дисперсії відрізняється від істинного значення дисперсії через обмежене число вимірювань в серії. Ця відмінність буде тим більша, чим менше число вимірювань в серії. Через цю причину не можна приймати довірчий інтервал просто рівним «двосигмо-вому» –  , для використовуваної нами довірчої ймовірності 0,95. Необхідно ще внести поправку, яка залежить від числа вимірювань і розширяє довірчий інтервал. Для цієї цілі вико-ристовуються так звані коефіцієнти Стьюдента –
, для використовуваної нами довірчої ймовірності 0,95. Необхідно ще внести поправку, яка залежить від числа вимірювань і розширяє довірчий інтервал. Для цієї цілі вико-ристовуються так звані коефіцієнти Стьюдента –  , що наводяться в таблицях для різного числа вимірювань n під час різних довірчих ймовірностях (додаток А). З врахуванням коефіцієнта Стьюдента ширина довірчого інтервалу
, що наводяться в таблицях для різного числа вимірювань n під час різних довірчих ймовірностях (додаток А). З врахуванням коефіцієнта Стьюдента ширина довірчого інтервалу  обчислюється за формулою:
обчислюється за формулою:
 . (1.11)
. (1.11)
Величина , визначена за (1.11), характеризує абсо-лютне відхилення результату вимірювання від істинного зна-чення і називається абсолютною похибкою. Абсолютна по-хибка ще не дає повного представлення про точність прове-дених вимірювань. Наприклад, абсолютна похибка під час вимірювання двох часових інтервалів в 100 с і 10 с виявилася однаковою і рівною 1 с, але зрозуміло, що точність цих вимі-рювань різна. Оцінити її можна, розрахувавши відносну по-хибку за формулою:
 . (1.12)
. (1.12)
Відносна похибка показує, яку долю становить абсо-лютна похибка від результату вимірювання і зазвичай виража-ється у відсотках. У нашому випадку для інтервалу в 100 с відносна похибка складає 1 %, для інтервалу 10 с – 10 %, тоб-то точність першого вимірювання суттєво вища [1].
Визначення інструментальної похибки і загальної похибки у випадку прямого вимірювання
В залежності від величини похибки вимірювальні при-лади поділяються на сім класів точності: 0,1; 0,2; 0,5; 1,0; 1,5; 2,5; 4. Класом точності приладу… . (1.13)Будова і принцип роботи штангенциркуля і мікрометра
Штангенциркуль (рис. 1.3) – це засіб вимірювальної тех-ніки для вимірювання лінійних розмірів з точністю від 0,1 до 0,02 мм. Призначений для абсолютних вимірювань лінійних розмірів зовнішніх і внутрішніх… Основними частинами штангенінструменту є штанга-лі-нійка 1 з поділками шкали через 1мм і шкала-ноніус 5, яка…Рисунок 1. 3 – Конструкції штангенциркулів
Потім додаєть до нього число часток по ноніусу у відповідності з тим, який штрих шкали ноніуса ближче до штриха основ-ної шкали (рис. 1.4). Будова ноніуса ґрунтується на тому, що людське око легко розрізняє, чи є два штрихи продовженням один одного, чи вони дещо зсунуті. Отже, порядковий номер збіжної мітки ноніуса дає число десятих часток міліметра.
Основні типи ноніусів представлені на рис. 1.5. Найбільше поширення отримали ноніуси з точністю відліку 0,1; 0,05 і 0,02 мм.

Рисунок 1. 4 – Відлік за ноніусом
Тип І Тип ІІІ

Тип ІІ Тип ІV

Рисунок 1. 5 – Типи ноніусів
У ГОСТі 166-89 «Штангенциркулі. Технічні умови» передбачено виготовлення і використання трьох типів штангенциркулів: ШЦ-І з ціною поділки 0,1 мм (рис. 1.3, а), ШЦ-ІІ з ціною поділки 0,05 і 0,1 мм (рис. 1.4, б) і ШЦ-ІІІ з ціною поділки 0,05 і 0,1 мм (рис. 1.3, в) [4].
Деякі штангенциркулі мають також висувні лінійки 6, для вимірювання глибини ненаскрізних отворів.
Мікрометр (рис. 1.6) – це інструмент для вимірювання лінійних розмірів з точністю до 0,01 мм.


а) б)
в) Відлік 12,72
а – схема принципова; б – будова мікрометра;
в – відліковий пристрій;
1 – корпус; 2 – нерухома п’ята; 3 – стебло; 4 – мікрометричний гвинт; 5 – барабан; 6 – гайка мікрометричної пари;
7 – пристрій стабілізації зусилля вимірювання (тріскачка);
8 – вісь повздовжньої шкали; 9 – повздовжня шкала;
10 – кругова шкала
Рисунок 1. 6 – Мікрометр
Мікрометр складається із стальної скоби 1, що має нерухому опорну п’яту 2, стебла 3, мікрометричного гвинта 4. Мікрометричний гвинт переміщується всередині спеціальної гільзи з різьбою, закріпленою в стеблі 3. Крок гвинта 0,5 -1,0 мм. На зовнішній поверхні стебла нанесено дві повздовжні шкали, зсунуті одна відносно одної на 0,5 мм. Зовні стебло охоплює барабан 5, з’єднаний з мікрометричним гвинтом через гайку мікрометричної пари 6. Таким чином, під час обертання барабана обертається і гвинт; ппід час цього переміщується його вимірювальна поверхня. Дія мікрометра ґрунтується на властивості гвинта здійснювати під час повороту його поступальне переміщення, пропорційне куту повороту. Скошений обід 10 барабана поділено на 50 (або 100) однакових поділок. На правому кінці барабана є особливий фрикційний пристрій – тріскачка 7. Під час вимірювання слід обертати барабан тільки за головку тріскачки. Деталь пари вимірювання затискається між п’ятою і мікрометричним гвинтом. Після того, як досягнуто певного ступеня натиску на деталь (5-6Н), фрикційна головка починає проковзувати, даючи характерний тріск. Завдяки цьому затиснута деталь деформується порівняно мало (її розміри не спотворюються) і, крім того, це запобігає псуванню мікрометричного гвинта. Для відлічування показів мікрометра за шкалою стебла визначають ціле число (нижня шкала) і половини (верхня шкала) міліметрів (9). Для відлічування сотих часток міліметра користуються поділками 10 на барабані 5 (крок мікрометричного гвинта визначається заздалегідь).
Мікрометри тип МК (ГОСТ 6507-90 «Мікрометри. Технічні умови») випускають з різними межами вимірювань: 0-300 мм – через кожні 25 мм з діапазоном показів шкали 25 мм, а також 300-400; 400-500 і 500-600 мм. Гранична похибка мікрометрів залежить від верхніх меж вимірювання і може складати ± 3 мкм для мікрометрів МК-25 до ± 50 мкм – для мікрометрів МК-500.
Порядок виконання роботи
1) Отримати у викладача дві пластинки для визначення їх сукупної товщини. 2) За допомогою штангенциркуля і мікрометра провести багаторазові (=10...25)… 3) Результати вимірювань сукупної товщини пластинок занести у табл. 1.1 (дана таблиця оформляється окремо для…Таблиця 1.1 – Результати вимірювання сукупної товщини пластинок
Номер
спос-тере-ження,

| Результат
спостере-ження,
 мм мм
| Відхилення
від середнього
арифметич-
ного
 , мм , мм
| Квадрат відхилення від середнього арифме-тичного
 , мм2 , мм2
|
| .. | |||

|
4) Обчислити середньоквадратичне відхилення товщини згідно залежності (1.7).
5) Провести розрахунки на предмет виявлення промахів у вибірці результатів спостережень  згідно методики наведеної у додатку Б. Промахи вилучаються з подальшого опрацювання і проводиться повторне обчислення середнього значення і СКВ (п. 4).
згідно методики наведеної у додатку Б. Промахи вилучаються з подальшого опрацювання і проводиться повторне обчислення середнього значення і СКВ (п. 4).
6) Обчислити оцінку середньоквадратичного відхилення товщини згідно залежності (1.9).
7) Обчислити значення абсолютної випадкової похибки  згідно із залежністю (1.11) для довірчої ймовірності
згідно із залежністю (1.11) для довірчої ймовірності  =0,95.
=0,95.
8) Провести порівняння випадкової і інстру-ментальної похибок  . Під час цього можливі три випадки:
. Під час цього можливі три випадки:
– якщо  в три і більше разів, тоді приймаємо, що
в три і більше разів, тоді приймаємо, що  ;
;
– якщо  в три і більше разів, тоді приймаємо, що
в три і більше разів, тоді приймаємо, що  . У цьому випадку похибку можна зменшити збільшуючи число вимірів n;
. У цьому випадку похибку можна зменшити збільшуючи число вимірів n;
– якщо випадкова і інструментальна похибки співмірні за величиною  , тоді їх необхідно додати згідно залежності (1.15).
, тоді їх необхідно додати згідно залежності (1.15).
9) Кінцевий результат записати згідно (1.10) із зазначенням величини відносної похибки (1.12). Результат вимірювання округлити до двох значущих цифр після коми, згідно правила наведеного у додатку В.
ЗАПИТАННЯ ДО САМОКОНТРОЛЮ
1.1) Охарактерезуйте задачі вимірювань. 1.2) Які бувають види вимірювань? 1.3) Які вимірювання називають прямими?Лабораторна робота № 2
Непрямі вимірювання фізичних величин. ОПРАЦЮВАННЯ результатів опосередкованих вимірювань
Мета заняття:Ознайомитись з непрямими вимірюван-нями на прикладі вимірювання густини взірця. Провести опрацювання результатів опосередкованих вимірювань із багаторазовими спостереженнями аргументів з заданою довірчою ймовірністю.
Прилади і обладнання:технічні терези.
Тривалість: 2 год.
Основні теоретичні положення необхідні для виконання роботи. Опис засобів вимірювання товщини
У більшості вимірювань в науці і техніці шукану фізич-ну величину не вдається виміряти безпосередньо, а доводить-ся розраховувати за формулами, в… Існують два типи непрямих вимірювань. Перші – результати вимірювань аргументів… .Методика опрацювання результатів непрямих вимірювань з незалежними результатами вимірювань аргументів.
(2.1) Величини u, v, w,… вимірюються безпосередньо за до-помогою приладів (прямо). Нехай було проведено за n-вимі-рювань…Послідовність операцій при обробці результатів непрямих вимірювань
. (2.6) За результатами серії прямих вимірювань величин u, v, w,… розрахувати середні значення:Будова і принцип роботи технічних терезів
Рисунок 2. 1 – Будова технічних терезів
Терези – точний вимірювальний прилад. Вони потребують особливо суворого дотримання правил експлуатації.
Перед початком зважування терези встановлюють за виском і перевіряють правильність їхньої роботи (однаковість відхилення вправо і вліво стрілки вільних, не навантажених терезів). Якщо вони працюють неправильно, вдаються до корекції [5].
Зважуваний предмет для зручності вміщують на ліву шальку терезів, а різноважки на праву. Гарячі, сильно охолод-жені і мокрі предмети зважувати не рекомендується.
Класти різноважки на шальки терезів і знімати їх потріб-но пінцетом під час закритого аретиру. Спочатку кладуть велику гирку, яка вважається найбільш близької до маси зважуваного предмета, потім послідовно замінюючи або додаючи менші гирки, досягають рівноваги терезів. Аретир повертають рівномірно і повільно.
Кожні терези розраховані на певне, гранично допустиме навантаження, яке зазначається на терезах.
У практиці точного зважування - важливим компонентом є різноважки. Різноважки – це тіла певної маси і встановленої форми, які призначені для зважування (вимірювання невідомої маси) на терезах. Різноважки поділяються на еталонні, зразкові і робочі. За еталон маси взято платино-іридієвий прототип кілограма № 12. Зразкові різноважки призначені для перевірених робіт, а робочі – для практичних зважувань.
Щоб різноважки менше зазнавали корозії, їхня поверхня повинна бути мінімальною (в ідеальному випадку формою гирі має бути сфера). Проте з технологічного характеру зразковим і робочим різноважкам масою від 1 г до 2 кг надано форми циліндра з головкою. Для забезпечення стабільності маси гир їх виготовляють з корозійно-стійких і немагнітних матеріалів [5].
Порядок виконання роботи
2) За допомогою штангенциркуля чи мікрометра провес-ти багаторазові (=10...25) вимірювання визначених на кресленні розмірів взірця. Результати… 3) За допомогою технічних терезів провести багаторазові (=10...25) вимірювання… 4) Для серії вимірювань по кожному з розмірів і для серії вимірювань маси взірця обчислити середнє значення…ЗАПИТАННЯ ДО САМОКОНТРОЛЮ
2.1) Які вимірювання називають непрямими? 2.2) Які бувають типи непрямих вимірювань? 2.3) Яким чином враховується вплив кожного аргументу під час обчислення похибки непрямого вимірювання із незалежними…Лабораторна робота № 3
Вивчення методики і засобів повірки електромеханічних амперметрів і вольтметрів
Мета заняття:вивчити принцип дії, конструкцію електромеханічних приладів для вимірювання струму і напруги. Засвоїти методику повірки амперметрів і вольтметрів. Здійснити повірку електромеханічного амперметра і вольтметра.
Прилади і обладнання:електровимірювальні прилади.
Тривалість:2 год.
Основні теоретичні положення необхідні для виконання роботи. Опис засобів вимі-рювання, які застосовуються в роботі
Прилади класів точності 0,05; 0,1; 0,2; 0,5 використовуються, головним чином, для точних лабораторних вимірювань і називаються прецизійними; прилади… Діапазон вимірювань амперметрів і вольтметрів і їх шкали повинні відповідати… - кінцеві значення діапазонів вимірювання приладів рівні або десятково кратні чи дольні значенням: 1; 1,2; (1,25);…Рисунок 3. 1 – Будова електровимірювального приладу
Магнітоелектричної системи
Струм до рамки підводиться через затискачі 2 і дві спіральні пружини 9, які створюють протидіючий момент. Під час проходження струму через рамку на… Прилади електромагнітної системи складаються з плоскої або круглої котушки, на…Рисунок 3. 2 – Будова електровимірювального приладу
Електромагнітної системи
Шкала електромагнітного приладу нерівномірна, квадратична. Із зміною напрямку струму змінюється, як напрям магнітного поля, так і намагніченість… Прилади електродинамічної системи відзначаються тим, що їхня дія ґрунтується…Рисунок 3. 3 – Будова електровимірювального приладу
Електродинамічної системи
Прилади електродинамічної системи мають свої переваги: їх можна застосовувати для вимірювань в колах постійного і змінного струму, відзначаються… У додатку Г наведено умовні позначення на шкалах електровимірювальних…ПОРЯДОК виконання роботи
2) Скласти електричну схему (рис. 3.4, а) для повірки мікроамперметра. 3) Після перевірки схеми викладачем включити живлення джерела постійного… 4) Поступово змінюючи регулятором вихідну напругу джерела живлення в залежності від конкретної моделі повірюваного…Рисунок 3. 4 – Лабораторні схеми для повірки амперметрів і вольтметрів
Таблиця 3. 1- Форма протоколу повірки електромеханічних приладів для вимірювання струму і напруги
Протокол №_______
повірка __________________________________________
типу___________________№________________________
назва приладу
границі вимірювання_____________клас точності___________
система приладу________________рід струму______________
завод-виготовлювач____________________________________
| Повірюваний прилад | Взірцевий прилад | Основна по-хибка
повірюваного прила-ду,
 % %
| Варі-ація пока-зів, % | |||||
| Відлік за шкалою | ||||||||
| по-діл-ки | в один. вимір. вели-чини | відлік під час прямого ходу | відлік під час зворотного ходу | Середнє значення в одиницях вимірюваної величини | ||||
| по-ділки | в один. вимір. вели-чини | по-ділки | в один. вимір. вели-чини | |||||
| .. .. |
Варіація показів не перевищує ___________________________
залишкове відхилення відхилення вказівника приладу від нульової позначки шкали складає_________________________
заключення ___________________________________________
придатний, не придатний
Повірку виконав______ __________________________
(Підпис) (Прізвище, ім’я, по батькові)
________________________
Дата
ЗАПИТАННЯ ДО САМОКОНТРОЛЮ
3.2) Що таке клас точності вимірювальних приладів? 3.3) Які вимоги ставляться до побудови шкал електромеханічних амперметрів і… 3.4) В чому полягає суть повірки амперметрів і вольтметрів?Лабораторна робота № 4
Вивчення принципу дії, будови і методики повірки манометрів з трубчатою пружиною за допомогою вантажопоршневого манометра
Мета заняття:вивчити принцип дії і будову одновиткових пружинних і вантажопоршневих манометрів (ВМП). Засвоїти методику повірки манометрів з трубчатою пружиною і набути практичних навиків її проведення за допомогою ВПМ.
Прилади і обладнання:взіцевий іробочий пружинні манометри і вантажопоршневий манометр.
Тривалість:2 год.
Основні теоретичні положення необхідні для виконання роботи. Опис засобів вимірювання, які застосовуються в роботі
Одиниці вимірювання тиску
Існують наступні поняття: абсолютний тиск, атмосферний тиск і надлишковий тиск. Вони пов’язані наступною залежністю: . (4.1)Класифікація засобів вимірювання тиску
Серед промислових засобів вимірювання тиску найбільше поширення отримали прилади з одновитковою трубчатою пружиною, які в залежності від виду…Манометр з трубчатою одновитковою пружиною
Рисунок 4. 1 - Будова манометра з трубчастою одновитковою пружиною
Якщо подати на манометр тиск робочого середовища, то під впливом цього тиску овальне січення трубки 2 намагається перетворитись в кругле, що змушує трубку розгинатись. Внаслідок цього поводок 9 приводить в рух зубчатий сектор 8, який повертає шестерню 5, яка з ним зчеплена, а з нею і стрілку приладу 4. Механізм регулюють шляхом зміни довжини повідки 9 і плеча сектору 8. Для усунення мертвих ходів (люфтів) механізму слугує спіральна пружина 12, яка постійно притискає шестерню 5 до одного боку зубчастого сектору.
Для вимірювання тиску до 200 кгс/см2 (1960.104 н/м2) застосовують манометри з трубчатою пружиною з латуні. Більш високі тиски вимірюють манометром із стальною пружиною. Основна допустима похибка робочих манометрів від ± 1 до ± 2,5 % максимального значення шкали.
Аналогічно робочому манометру побудовані контрольні і взірцеві манометри, манометри з контрольною стрілкою, контактні манометри, манометри спеціального призначення, вакууметри і мановакууметри [14].
Циферблат манометра градуюється відповідно до одиниць вимірювання тиску.
На циферблаті показуючого приладу для вимірювання тиску крім розмітки шкали, її цифрових відміток повинні бути нанесені:
- одиниці вимірювань;
знак «мінус» перед числом, що визначає верхню межу вимірювання вакууметричного тиску;
- клас точності;
- умовне позначення робочого положення приладу, якщо воно відрізняється від нормального;
- найменування або умовне позначення вимірювального середовища.
Крім цього, на циферблаті приладу може бути нанесена наступна рекомендована інформація:
- умовне позначення приладу;
- знак Державного реєстру;
- товарний знак підприємства-виробника.
В залежності від функціонального призначення приладів окремі елементи шкали виділяються яскравим кольором (зеленим, жовтим, червоним). Під час цього, як правило, жовтим кольором виділяють вихід вимірюваного параметра за межі норми, а червоним кольором – його аварійний стан.
В додатку И наведені додаткові умовні позначення, які дозволені до нанесення на шкалі приладів, призначених для вимірювання тиску середовища з певними властивостями.
Проведення повірки манометрів
Згідно з діючою нормативно-технічною документацією, під час вибору взірцевих приладів для повірки засобів вимірювання тиску необхідно дотримуватися… - верхня границя вимірювання взірцевого приладу повинна бути не меншою від… - границя допустимої основної похибки взірцевого приладу повинна бути не більшою від 0,25 границі допустимої основної…Рисунок 4. 2 - Будова вантажопоршневого манометра
Кожен з вантажів важить 1 кг і створює тиск 1 кг/см2. Вага поршня з тарілкою без вантажу також створює тиск 1 кг/см2. Самий більший тиск, який можна виміряти приладом 50 кгс/ см2. Для повірки манометрів з більшою межею вимірювань користуються гвинтовим пресом.
Під час роботи із вантажопорневим манометром необхідно дотримуватись наступних правил:
1) Не можна витягати поршень з колонки, а якщо необхідно його тимчасово витягнути, то потрібно ставити вертикально тарілкою вниз.
2) Не можна прикладати зусилля під час введення пор-шня в колонку. Вставляти поршень необхідно строго вертикально, щоб не погнути його.
3) В прилад необхідно заливати чисте профільтроване вазелінове або трансформаторне масло.
4) Воронка колонки повинна бути завжди закритою кришкою, щоб попередити попадання в масло пилюки і інших твердих часток.
5) Дно воронки потрібно очищати від бруду, який випадає в осад.
6) Під час очищення колонки не можна застосовувати дріт чи інші металічні предмети.
ПОРЯДОК виконання роботи
2) Відкрити вентилі 6, 4 і 13 (рис. 4.2), закрити вентиль 14 і поршень 1, перемістити його до відмови. 3) Залити воронку 10 маслом, попередньо знявши пор-шень 7. Прилад вважається… 4) Встановити повірювані прилади в штуцери через перехідні гайки так, щоб вони були повернуті в сторону дослідника. У…Таблиця 4.1 - Форма протоколу повірки манометрів з трубчатою пружиною
ПРОТОКОЛ ПОВІРКИ
Повірюваний манометр №______________тип______________
границі вимірювання__________________клас точності______
Взірцевий прилад №___________________тип______________
границі вимірювання__________________клас точності______
| № досліду | Покази повірю ваного манометра | Покази взірцевого манометра | Ва-ріа-ція | Наведена похибка | |||||||
| Зростання тиску | Спадання тиску | ||||||||||
| по діл- ки | кгс/см2 | поділ- ки | кгс/см2 |  кгс/см2
кгс/см2
| по діл- ки | кгс/см2 |
кгс/см2
| Зрос-тання тиску | Зрос-тання тиску | ||
Варіація показів не перевищує ________________________
залишкове відхилення вказівника приладу від нульової
позначки шкали складає______________________
заключення ___________________________________________
придатний, не придатний
Повірку виконав________ ________________________
(Підпис) (Прізвище, ім’я, по батькові)
________________________
Дата
Запитання до самоконтролю
4.1) В чому полягає принцип дії пружинного манометра ?
4.2) В чому полягає принцип дії вантажопоршневого манометра ?
4.3) Які правила роботи з вантажопоршневим манометром ?
4.4) Як проводиться повірка робочого манометра за допомогою вантажопоршневого манометра ?
4.5) Які позначення наносяться на циферблат манометра?
4.6) Як проводиться повірка робочого манометра за допомогою взірцевого пружинного манометра.
Лабораторна робота № 5
Вивчення принципу дії, будови і методики повірки біметалічних і манометричних термометрів
Мета заняття:ознайомитись з принципом дії і будови біметалічних і манометричних термометрів. Набути практичних навиків роботи з приладами. Виконати повірку біметалічного і манометричного термометрів, здійснити оцінку експериментальним шляхом його додаткової похибки.
Прилади і обладнання:біметалічні і манометричні термометри.
Тривалість:2 год.
Основні теоретичні положення необхідні для виконання роботи. Опис засобів
Вимірювання, які застосовуються в роботі
Біметалічні і манометричні термометри призначені для вимірювання температури від мінус 70 до 600 0С в стаціонарних промислових і технічних установках, а також на інших об’єктах, в тому числі на АЕС. Дані прилади набули широкого поширення з точки зору надійності, простоти конструкції і вибухобезпеки [16].
Біметалічні термометри
Термометр складається з термобалону і показуючої прис-тавки. Термобалон, в свою чергу, складається з трубки, в якій розміщена біметалічна пружина, яка розрахована на певний діапазон вимірювання температури. До пружини приварена вісь, яка має можливість обертатися на двох опорах під час розкручуванні (скручуванні) пружини, коли змінюється температура вимірюваного середовища (рис. 5.1). Обертання передається на стрілку, яка вказує на оцифрованій шкалі значення температури.
Манометричні термометри
Термобалон (рис. 5.3) встановлюється в зоні вимірювання температури. Під час нагрівання термобалону, тиск робочої речовини всередині замкнутої…Рисунок 5 . 1 – Схема (зліва) і конструктивні форми
Справа) біметалічного термометра

1-термобалон; 2-з’єднувальна трубка; 3-капіляр;
4-шестерня;5-пружина; 6-тяга; 7-зубчатий сектор;
8-тримач
Рисунок 5. 2 – Принципова схема манометричного
Термометра

1-термобалон; 2-капіляр; 3-з’єднувальна трубка;
4-перехідна втулка; 5-гнучка перехідна трубка
Рисунок 5. 3 – Балон манометричного термометра
Термобалон в більшості випадків виготовляють із корозійностійкої сталі, а капіляр – із мідної або стальної трубки з внутрішнім діаметром 0,15-0,5 мм. В залежності від призначення приладу довжина капілярної трубки, як правило відповідає одному з чисел нижче вказаного ряду: 1; 1,6; 2,5; 4; 6; 10; 16; 25; 40; 60 м.
Переваги біметалічних манометричних термометрів: простота будови, надійність в роботі, вибухо- і пожежобезпечність (під час відсутності електроприводу діаграми), порівняно великий діапазон вимірюваних температур: від мінус 150 до плюс 600 0С.
До недоліків приладів слід віднести недостатньо велику точність вимірювання (клас точності приладів: 1,0; 1,5; 2,5; 4,0, наведені похибки в 0С для стандартних діапазонів механічних термометрів наведено у додатку Ж) і значну інерційність (півхвилини і більше).
Повіркою називається операція порівняння показів засобів вимірювання із взірцевими засобами з метою визначення їх похибок або поправок для їх показів [17].
Лабораторна установка для проведення повірки біметалічного (манометричного) термометра зображена на рис. 5.4. Установка складається із посудини 4 з водою 3, в яку занурений термобалон біметалічного (манометричного) термометра 1, а також взірцевий ртутний (електронний) термометр 2. Для нагрівання води застосовується підігрівний пристрій 5, який живиться від електричної мережі. Охолодження води в посудині 4 здійснюється шляхом подачі холодної води від водопровідної мережі 6 із одночасним зливом рідини через кран 7 в посудину 8. Визначення похибки проводиться методом порівняння із взірцевим термометром за 5-ти значеннями температури рівномірно розподілених за шкалою включаючи нижню і верхню границю вимірювання. Термобалон повірюваного біметалічного (манометричного) термометра розміщується в посудині на однаковій глибині із взірцевим термометром.
Порядок виконання роботи
1) Ознайомитись з конструкцією використовуваних при-ладів, провести їх зовнішній огляд і переконатись у відсутності на них механічних пошкоджень.

Рисунок 5. 4 – Лабораторна установка для проведення
Повірки біметалічного (манометричного) термометра
2) Скласти лабораторну установку для повірки біметалічного (манометричного) термометра згідно (рис. 5.1). Під час цього заповнюють посудину водою… 3) Дочекатися моменту стабілізації показів робочого і взірцевого термометрів.… 4) За допомогою нагрівного пристрою, який включається на проміжок часу (вказується викладачем), здійснити нагрівання…Таблиця 5.1 Форма протоколу повірки біметалічних
Манометричних) термометрів
ПРОТОКОЛ ПОВІРКИЗапитання до самоконтролю
5.2) В чому полягає принцип дії манометричних термометрів ? 5.3) Які переваги і недоліки біметалічних і манометричних термометрів ? 5.4) Чи впливає довжина капіляра на інерційність манометричного термометра?Лабораторна робота № 6
Вивчення принципу дії, будови і методики повірки об’ємних (камерних) лічильників за допомогою взірцевого витратоміра змінного перепаду тиску
Прилади і обладнання:витратоміри, камерні, роторні, мембранні лічильники, давачі імпульсів. Тривалість:4 год.Основні теоретичні положення необхідні для виконання роботи. Опис засобів вимірювання, які застосовуються в роботі
Прилади для вимірювання кількості речовини називають лічильниками кількості, а прилади, які вимірюють витрату речовини, – витратомірами. Прилади для вимірювання кількості і витрати широко застосовуються у… Витратомірами змінного перепаду тиску називають прилади, принцип роботи яких базується на залежності витрати від…Рисунок 1. 1 – Принцип роботи витратомірів змінного
Перепаду тиску
Основна залежність між масовою QМ (чи об’ємною Qоб) витратою і перепадом тиску (р1 – р2), отримується із розв’язку системи рівнянь для закону збереження енергії: (6.1)Об'ємні (камерні) лічильники
Такі лічильники мають вищий клас точності, проте вони можуть застосовуватися лише, як лічильники. Вони призначені для роботи під тиском. Величина… Об’ємна кількість газу V, яка пройшла через лічильник за час t, визначається з…Рисунок 6. 2 – Камерні перетворювачі витрати
Об’ємна витрата Q може бути визначена із виразу:
 (6.16)
(6.16)
де n - кількість ходів чи обертів роздільного елемента за одиницю часу.
Очевидно, між n i m буде таке співвідношення:  . Лічильний механізм приладу і відповідно відліковий пристрій витратоміра покажуть:
. Лічильний механізм приладу і відповідно відліковий пристрій витратоміра покажуть: 
 де
де  - об’єм газу, що враховується приладом за одне спрацювання лічильного механізму;
- об’єм газу, що враховується приладом за одне спрацювання лічильного механізму;  - кількість спрацювань лічильного механізму за час t і
- кількість спрацювань лічильного механізму за час t і  - кількість спрацювань лічильного механізму за одиницю часу. Вираз для визначення похибки має вигляд:
- кількість спрацювань лічильного механізму за одиницю часу. Вираз для визначення похибки має вигляд:
 . (6.17)
. (6.17)
Підставляючи сюди значення  , V,
, V,  і Q із попередніх рівнянь і позначивши через
і Q із попередніх рівнянь і позначивши через  передавальне число редуктора між роздільним елементом і лічильним механізмом, отримаємо:
передавальне число редуктора між роздільним елементом і лічильним механізмом, отримаємо:
 (6.18)
(6.18)
Якщо прийняти в першому наближенні  , то
, то  ,
,  . Значить, похибка завжди від’ємна і за абсолютною величиною рівна відносному протіканню q/Q.
. Значить, похибка завжди від’ємна і за абсолютною величиною рівна відносному протіканню q/Q.
Якщо припустити  , то:
, то:
 . (6.19)
. (6.19)
За цими рівняннями і треба вибирати передавальне число і.
Залежність між протіканням q і в’язкістю має вигляд:
 (6.20)
(6.20)
де q і qГ – перетікання під час даного і градуювального середовища;  і
і  - в’язкість даного і градуювального середовища. Величину k пропонується визначати в залежності від кількості обертів за формулою:
- в’язкість даного і градуювального середовища. Величину k пропонується визначати в залежності від кількості обертів за формулою:  .
.
Робота NД, що здійснюється рушійними силами за одиницю часу, може бути виражена, як NД =QDpе. Робота Nо сил опору складається із робіт сил механічного NМ і гідравлічного NГ опорів: Nо = NМ + NГ .
Механічний опір викликається силами тертя: на поверхні розділювального елементу (наприклад, тертя диска об поверхню камери, в дисковому приладі, тертя в зубцях овальних шестерень і т. п.); в опорах; в передавальному механізмі; в сальнику і відліковому пристрої. Сили тертя в розділювальному елементі і опорах залежать не тільки від ваги рухомих частин, але і від навантаження, що створюється різницею тисків Dре. Сили ж тертя в передавальному і відліковому механізмах, а також в сальнику від Dре не залежать. Тому можна написати, що NМ = (а+a1Dре) w1, де w1 – швидкість руху розділювального елемента, a, a1 – деякі постійні.
Гідравлічний опір виникає під дією сил тертя газу об поверхню розділювального елементу в зазорах, сил внутрішнього тертя рухомого газу і інерційних сил останнього. Так, як в зазорах має місце ламінарний рух, то перші з цих сил будуть пропорційні швидкості w. Інерційні сили пропорційні w2, а сили внутрішнього тертя пропорційні швидкості w, що взята в деякій степені. Об’єднуючи для простоти останні дві сили і враховуючи це відповідним показником k (який знаходиться в межах 1,5 - 2 степені швидкості w, можна записати Nr = (bw + +cwk) w.
Підставляючи ці значення NМ і NГ у рівняння Nо і маючи на увазі, що NД =Nо, отримаємо:
QDpе= (a + a1Dpе + bw + cwk)w. (6.21)
З похибкою не більше плюс/мінус 0,5 до 2 % Q = nVo . Крім того, w = k1n, де k1 – коефіцієнт пропорційності.
Підставляючи ці значення Q і w в попереднє рівняння, знайдемо залежність Dpе від n:
Dpе = А + Вn + Cnk,
де
 ;
; ;
; .
.
Виходячи із закону Пуазейля для ламінарного руху, напишемо вираз для протікання q через зазори:
 , (6.21)
, (6.21)
де bi, hi, li – довжина, товщина і глибина кожного зазору;  – величина, постійна для даного приладу і даного газу.
– величина, постійна для даного приладу і даного газу.
Роторні лічильники призначені для вимірювання об’єму газу під час витратах до 3000 м3/год. Вони відрізняються від лічильників газу інших типів меншими габаритними розмірами під час тих самих межах вимірювань і нечутливістю до перевантажень. До недоліків роторних лічильників відносяться підвищені оберти лопастних поршнів і, як наслідок, інтенсивне зношування робочих органів.
БУДОВА РОТОРНИХ ЛІЧИЛЬНИКІВ
Вимірювальний механізм складається із вимірювальної камери, в якій розміщені ротори вісімкоподібної форми. Синхронізуючі шестерні з’єднані із… В багатьох лічильниках в головці розташовують давачі імпульсів, які…Рисунок 6. 3 – Будова роторного лічильника на прикладі лічильника DKZ
 а)
а)
|  б)
б)
|  в)
в)
|
а) ВЧ – давач, індуктивний плавний контакт;
б) СЧ – давач, індуктивний пазовий контакт;
в) НЧ – давач, типу „сухий контакт”
Рисунок 6. 4 – Давачі імпульсів, що використовуються в роторних лічильниках
ПРИНЦИП ДІЇ РОТОРНИХ ЛІЧИЛЬНИКІВ
Рисунок 6. 5 – Ілюстрація принципу дії роторного
Лічильника газу
Похибки вимірювань роторних лічильників визначаються втратами в зазорах, між роторами, між роторами і корпусом. Через це під час малих витратах за…Рисунок 6. 6 – Типова крива залежності величини похибки роторного лічильника від витрати
Недоліком роторних лічильників є нерівномірність переміщення газу в межах одного оберту і, як наслідок, виникнення пульсацій витрати та тиску [20].
МЕМБРАННІ ЛІЧИЛЬНИКИ ГАЗУ
Мембранні лічильники призначені для вимірювання об’єму газу під час витрат до 40 м3/год. Вони відрізняються від лічильників газу інших типів широкими діапазонами вимірюваних витрат до 1:100.
БУДОВА МЕМБРАННИХ ЛІЧИЛЬНИКІВ ГАЗУ
Лічильники газу мембранні в загальному складаються із наступних складових (рис. 6.7):
- вимірювального механізму 1;
- золотникового розподілювача 2;
- кривошипного механізму 3;
- відлікового пристрою барабанного типу 4;
- корпусу 5.

Рисунок 6. 7 – Будова мембранного лічильника газу на прикладі лічильника Gallus 2000
Вимірювальний механізм складається із вимірювальних камер, які розділені рухомими мембранами. Мембрани обмежують одну від одної на дві вимірювальні камери. Лічильники під’єднуються до газопроводу за допомогою штуцерів. Лічильники бувають двох виконань: одноштуцерні і двохштуцерні. Відліковий пристрій знаходиться за простором, заповненим газом.
ПРИНЦИП ДІЇ МЕМБРАННИХ ЛІЧИЛЬНИКІВ
Похибки мембранних лічильників визначаються точністю і плавністю ходу кривошипного механізму, а також щільністю поверхонь золотників і цілісністю…Рисунок 6. 8 – Типова крива залежності величини похибки від витрати для мембранних лічильників
Для мембранних лічильників характерна інерційність роботи, а також для збільшення пропускної здатності лічильника збільшують циклічний об’єм, що приводить до зростання розміру лічильника, тому мембранні лічильники використовують для вимірювання об’єму газу тільки під час малих витратах і низьких тисках. Вказані лічильники використовують, як правило, для обліку газу в побуті [21].
Порядок виконання роботи
2) Спочатку виконується послідовність робіт за повіркою мембранного лічильника газу 5, за допомогою витратоміра змінного перепаду тиску (1, 2, 3),… З цією метою контрольований об’єм газу (повітря) з навколишнього середовища… 3) Враховуючи, що витратомір змінного перепаду тиску забезпечує інформацію про власне витрату газу (м3/год), а…Рисунок 6. 9 – Схема лабораторної установки
4) Для безпосереднього виконання вимірювань спочатку занести в протокол вимірювань значення атмосферного тиску і температури. Відкрити середній кран гребінки 12 і верхній кран 13, закривши попередньо нижній і верхній крани гребінки 12 і нижній кран 13. Записати значення різниці рівні рідини дифманометра 2 під час відсутності потоку, яке далі приймається, як нульове і буде відніматись від робочих показів різниці рівнів.
5) Включити живлення генератора витрати 10 і поволі обертаючи ручку ЛАТРу (лабораторного автотрансформатора 11) забезпечити мінімальну подачу газу (повітря) у вимірювальну лінію. Про наявність потоку газу свідчить стабілізація зміни показів дифманометра 2 і зміна відліків найменшого лімба мембранного лічильника 5. Після стабілізації режиму течії газу (2- 4 хвилини) виконати одночасно на протязі інтервалу часу вимірювання різниці рівнів рідини дифманометром 2 і об’єму газу 1 м3 мембранним лічильником. За допомогою секундоміра зареєструвати час вимірювань. Дані вимірювань за-нести в протокол. Повторити вимірювання 3 рази.
6) За допомогою подальшого поступового обертання ручки ЛАТРу (лабораторного автотрансформатора 11) забезпечити подачу газу (повітря) у вимірювальну лінію до такої величини, коли різниця рівнів рідини дифманометра (рис. 6.10) складатиме 20 мм.
Після стабілізації режиму потоку виконати вимірюванн та реєстрацію показів відповідно до методики, викладеної в пункті 5.
7) Повторити вимірювання і зареєструвати в протокол вимірювань результати під час витрат яким відповідають різниці рівнів рідини дифманометра (рис.6.10) відповідно: 30 мм, 40 мм, 50 мм, 60 мм, 70 мм і 80 мм.
8) Аналогічні вимірювання виконується для повірки ротаційних лічильників газу 4 за допомогою витратоміра змінного перепаду тиску (1, 2, 4), як взірцевого засобу вимірювання.
9) Для безпосереднього виконання вимірювань спочатку занести в протокол вимірювань значення атмосферного тиску і температури. Відкрити нижній кран гребінки 12 і кран 6, закривши попередньо середній і верхній крани гребінки 12 і кран 5. Записати значення різниці рівні рідини дифманометра 1 при відсутності потоку, яке далі приймається як нульове і буде відніматись від робочих показів різниці рівнів.
10) Виконати послідовність робіт відповідно до пунктів 5-7, але із застосуванням пристрою, який повіряється – ротаційних лічильника газу 7.

Рисунок 6. 10 - Різниця рівнів рідинного дифманометра складає 43 мм (відлік за краями меніску)
11) Здійснити опрацювання результатів дослідження згідно форми табл. 6.2 зробити висновок про придатність повірююваних приладів до експлуатації.
Таблиця 6. 1 - Константи і приклад розрахунку витрати газу за формулами, які використовуються для розрахунку значень витрати витратоміра змінного перепаду тиску
| Параметер | Формула | Результати розрахунку, вхідні дані або константи |
| Внутрішній діаметр труби, D, м | - | 0,046 |
| Діаметр отвора діафрагми, d, м | - | 0,02 |
| Відносний діаметр пристрою звуження, b | D/d | 0,435 |
| Відносна площа, m | 
| 0,189 |
| Коефіцієнт швидкості входу, Е | 
| 1,018 |
| Різниця тиску (p1-p2)m, мм вод . стовпчика | - | |
| Різниця тиску(p1-p2)Pa, Па | (p1-p2)× 9,80665 | |
| Статичний абсолютний тиск газу перед діафрагмою pm, мм рт стовпчика | - | |
| Статичний абсолютний тиск газу перед діафрагмою pPa, Па | pm × 9,80665 | |
| Температура середовища (повітря) за стандартних умов, Тс, К | - | |
| Температура середовища (повітря) за робочих умов, Т, К | - | |
| Абсоолютний тиск газу перед діафрагмою за стандартних умов, pс m, мм рт ст | - |
Продовження таблиці 6.1
| Параметер | Формула | Результати розрахунку, вхідні дані або константи |
| Абсолютний тиск газу перед діафрагмою за стандартних умов, pс Pa, Па | pm Pa × 9,80665 | |
| Абсолютний тиск газу перед діафрагмою за робочих умов, p, Па | - | |
| Показник адіабати (повітря), k | - | 1,4 |
| Коефіцієнт розширення за РД50-213-80, ГОСТ8.563.1-97 (3.51)[2], e | 
| 1,000 |
| Коефіцієнт розширення за ISO5167-2:2003, (3.52)[2],e | 

| 0,998 |
| Для фланцевого способу відбору тиску (3.31)[2] , L1 | Якщо  , то 0,4333 інакше , то 0,4333 інакше 
| 0,433 |
| Для фланцевого способу відбору тиску (3.32)[2] , L2 |
| 0,552 |
| Коефіцієнт витікання діафрагми Штольца (3.28) [2], a |   
| 0,601 |
| Початкове значення коефіцієнта Рейнольдса, Re | - |
Продовження таблиці 6.1
| Параметер | Формула | Результати розрахунку, вхідні дані або константи |
| Динамічна вязкість потоку повітря,n, Па*с | - | 18,2 |
Густина середовища (повітря) за стандартних умов  , кг/м3 , кг/м3
| - | 1,2046 |
| Коефіцієнт стислив ості , К, за ГОСТ 30319.1-96 Газ природный. Методы расчета физических свойств. Определение коэфициента сжимаемости. | - | 0,9996 |
| Густина середовища (повітря) за робочих умов ,r, кг/м3 | 
| 1,1699 |
| Витрата повітря Qv, (2.49) [2], м3/с | 
| 0,0026 |
| Витрата повітря , л/с | Qv´1000 | 2,6048 |
| Витрата повітря , м3/хв | Qv´60 | 0,1563 |
| Витрата повітря , м3/год | Qv´3600 | 9,3772 |
Таблиця 6. 2-Форма протоколу повірки об’ємних
Камерних) лічильників
ПРОТОКОЛ ПОВІРКИ Повірюваний витратомір №______________тип____________ границі вимірювання_________________клас точності_______Запитання до самоконтролю
6.1) В чому полягає принцип дії витратоміра змінного перепаду тиску ?
6.2) В чому полягає принцип дії ротаційного лічильника газу?
6.3) В чому полягає принцип дії мембранного лічильника газу?
6.4) Як проводиться повірка робочого витратоміра за допомогою взірцевого ?
6.5) Чим відрізняється ротаційний лічильник газу від мембранного?
Лабораторна робота № 7
Вивчення застосування, будови і принципу дії витратомірів швидкісного напору
Мета заняття:вивчити принцип дії і будову витратоміра швидкісного напору на базі трубки Піто. Провести практичні вимірювання швидкості і об’ємної витрати газу в трубопроводі.
Прилади і обладнання:трубка Піто.
Тривалість: 2 год.
Основні теоретичні положення необхідні для виконання роботи. Опис засобів вимірювання, які застосовуються в роботі
Для визначення швидкості і об’ємної витрати рідин і газів у випадку великого діапазону зміни вимірюваних величин (від одиниць до сотень м/с… Вимірювання витрати ґрунтується на залежності динамічного напору від швидкості… Згідно рівняння Бернуллі різниця між повним і статичним напором буде:Рисунок 7. 1 – Схема вимірювання динамічного
Тиску
Підставляючи значення pv з формули (7.1) у формулу (7.2), отримаємо:
 . (7.3)
. (7.3)
Розглянутий спосіб вимірювання одинарною напірною трубкою був вперше застосований Піто, для вимірювання швидкості води. Подальший розвиток цього способу привів до створення подвійних напірних трубок, в яких трубки для вимірювання повного і статичного тисків з’єднані разом.
Застосовується ряд конструкцій подвійних напірних трубок, пристосованих, як для лабораторних так і для промислових вимірювань витрат рідин та газів.
Зовнішній діаметр напірної трубки повинен бути невеликим, щоб не викликати помітного звуження потоку в місці встановлення трубки. Зазвичай зовнішній діаметр напірної трубки становить не більше 1/10 внутрішнього діаметру трубопроводу. Вимірюваний динамічний тиск зазвичай невеликий, тому під час малих швидкостях потоків застосовуються мікроманометри з похилою трубкою або чашкові мікроманометри.
Напірними трубками повний і статичний тиск вимірюють з деякою похибкою, яка залежить від конструкції напірної трубки. Пояснюється це тим, що практично неможливо сумістити в одній точці отвори для прийому повного і статичного тисків. Крім цього, ці отвори не ідентичні у всіх напірних трубок. Тому в формулу (7.3) вводиться поправочний коефіцієнт ξ, який враховує конструктивні особливості і неточності виготовлення трубок. Коефіцієнт ξ для різних конструкцій трубок визначається дослідним шляхом [23].
У загальному вигляді формула для визначення швидкості буде мати вигляд:
 . (7.4)
. (7.4)
Для ретельно виконаних трубок коли Re > 700 коефіцієнт ξ близький до одиниці, а коли Re < 700 коефіцієнт ξ зменшується і може значно відрізнятися від одиниці.
З усіх конструкцій швидкісних трубок найбільш поширеними є нормалізовані подвійні трубки з напівсферичним і конічним (гострим) наконечником (рис. 7.2). Для цих трубок коефіцієнт ξ = 1 [22].
1 – вимірювальний циліндр; 2 – тримач;
3 – металічні трубки; 4 – штуцер
Рисунок 7. 2 – Нормалізована подвійна швидкісна трубка Піто з напівсферичним наконечником
Нормальна подвійна трубка складається з вимірювального циліндра 1, який має центральний отвір а для сприймання повного тиску. На вимірювальному циліндрі є два або чотири отвори б для замірів статичного тиску. Один кінець вимірювального циліндру закріплений на тримачі 2 з овальним січенням, який несе два штуцера 4 для приєднання до диференційного манометра. Центральний отвір вимірювального циліндра з’єднується за допомогою наскрізного каналу всередині вимірювального циліндру і металевої трубки 3, розташованої в тримачі, з плюсовим штуцером.
Статичний тиск передається через кільцеву щілину, з’єд-нану з другою металевою трубкою 3, яка знаходиться всередині тримача.
Швидкісна трубка встановлюється в отворі, просвердленому в стінці трубопроводу, і закріплюється або на фланці, або на штуцері із сальниковим ущільненням (рис. 7.3). У всіх випадках бажано забезпечити можливість повздовжнього переміщення трубки. Швидкісні трубки встановлюються на прямих ділянках трубопроводу або після струминовипрямлячів [23].
Для визначення витрати рідини чи газу за допомогою напорометричних трубок використовують два методи.
Перший метод вимірювання витрати за швидкостю потоку в одній точці попереднього перерізу базується на закономірності турбулентної течії в трубах, згідно з якою швидкість потоку в певній точці перерізу труби пропорційна середній швидкості в даному перерізі. Під час визначення витрати даним методом необхідно за допомогою напорометричної трубки виміряти місцеву швидкість в одній точці поперечного перерізу труби і площу даного вимірювального перерізу.
Витрату  ,
,  , визначають за формулою:
, визначають за формулою:
 , (7.5)
, (7.5)
де  – відношення середньої швидкості потоку в даному
– відношення середньої швидкості потоку в даному
перерізі до швидкості потоку в точці вимірювання;
 – місцева швидкість потоку, м/с;
– місцева швидкість потоку, м/с;
 – площа поперечного перерізу труби,
– площа поперечного перерізу труби,  .
.

1 – тубопровід; 2 – напорометрична трубка Піто;
3 – диференційний манометр; 4 – з’єднувальні трубки
Рисунок 7. 3 – Встановлення швидкісної трубки Піто в трубопроводі
Місцеву швидкість потоку вимірюють в точках, де вона рівна середній швидкості в даному переізі (в точках середньої швидкості) або на осі труби. Точки середньої швидкості під час розвинутої турбулентної течії вимірюваного середовища розміщені на відстані (0,242 плюс/мінус 0,013)r від внутрішньої поверхні стінки труби, де  – внутрішній радіус труби у вимірювальному перерізі. Під час вимірювання швидкості потоку коефіцієнтзалежить від гідравлічних характеристик труб і його необхідно визначати експериментально для кожного вимірювального перерізу [24].
– внутрішній радіус труби у вимірювальному перерізі. Під час вимірювання швидкості потоку коефіцієнтзалежить від гідравлічних характеристик труб і його необхідно визначати експериментально для кожного вимірювального перерізу [24].
Більш точним, незалежним від характеру потоку і форми перерізу трубопроводу, є другий метод з розбивкою перерізу трубопроводу на ряд ділянок з рівними площами і вимірювання швидкості у визначеній точці кожної ділянки. Даний метод використовується для трубопроводів з внутрішнім діа-метром більше 150 мм. Середню швидкість для повного перерізу трубопроводу можна визначити, як середнє арифметичне цих швидкостей:
 ,
,
де v1, v2, …, vn – швидкості, виміряні в різних перерізах;
n – число точок вимірювання.
Динамічний тиск, відповідний середній швидкості, дорівнюватиме:
 ,
,
де h1, h2, …, hn – динамічний тиск, відповідний швидкостям v1, v2, …, vn.
Середня швидкість потоку визначається за рівнянням:
 (7.6)
(7.6)
Перерізи круглих трубопроводів (рис. 7.4) розбивають на n рівновеликих за площею концентричних кілець радіусами, проведеними з центру перерізу.
Радіуси обчислюються за формулами:
 ;
;
 ;
;
…………………
…………………
 ,
,
де r1, r2, …, rn – радіуси кіл, проведених з центру перерізу;
R – внутрішній радіус перерізу труби;
n – число кілець.
Рисунок 7. 4 – Схема розбивки перерізу круглого
Трубопроводу на рівновеликі концентричні площі
Відстані, на яких повинні знаходитися точки замірів, визначаються за…Рисунок 7. 5 – Вимірювання швидкості газового потоку в трубопроводі за допомогою швидкісної трубки Піто і
Цифрового диференційного манометра
Структура лабораторної установки зображена на рис. 7.6.
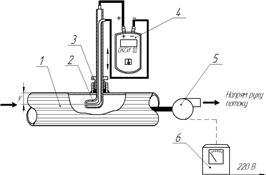
1 – трубопровід, 2 – напорометрична трубка Піто,
3 – затискач, 4 – цифровий диференційний манометр,
5 – генератор витрати (порохотяг),
6 – лабораторний автотрансформатор
Рисунок 7. 6 – Структурна схема лабораторної установки для демонстрації приципу вимірювання швидкості і об’ємної витрати газу в трубопроводі за допомогою
Швидкісної трубки Піто
Швидкісна трубка Піто 2 встановлюється на прямій ділянці дослідного трубопроводу 1 таким чином, щоб отвір трубки для прийому повного тиску був…Порядок виконання роботи
2) Провести розрахунок висоти встановлення швидкісної трубки Піто в точці середньої швидкості за залежністю , де – значення усередненого… 3) За допомогою барометра провести вимірювання атмосферного тиску. 4) За допомогою термометра провести вимірювання тем-ператури в кімнаті.Таблиця 7. 1 – Результати вимірювання швидкості і
Об’ємної витрати газу
Запитання до самоконтролю
7.2) Які переваги і недоліки витратоміра швидкісного напору на базі трубки Піто? 7.3) Що розуміють під поняттями повний тиск, динамічний тиск, статичний… 7.4) Які фактори беруться до уваги під час розрахунку швидкості і об’ємної витрати газового потоку?Лабораторна робота № 8
Дослідження метрологічних характеристик вимірювального перетворювача
Мета заняття: ознайомитися і засвоїти методики визначення основних метрологічних, експлуатаційних характеристик первинних вимірювальних перетворювачів на прикладі вимірювального перетворювача температури ТМ100А.
Прилади і обладнання:вимірювальний перетворювач температури ТМ100А, мультиметр, взірцеві цифровий і ртутний термометри, лабораторна установка для проведення повірки термометрів.
Тривалість: 2 год.
Основні теоретичні положення необхідні для виконання роботи. Опис засобів вимірювання, які застосовуються в роботі
Основні метрологічні характеристики вимірюваних перетворювачів
У технічній документації на засоби вимірювань визначаються умови контролю метрологічних характеристик; об'єм вибірки, кількість точок вимірювань, їх… До нормованих метрологічних характеристик відносять такі: – розмах шкали засобу вимірювальної техніки вибирається зі стандартного ряду шкал для відповідних вимірюваних величин.…Вимірювальний перетворювач температури
Коструктивно вимірювальний перетворювач температури (типу ТМ100А) (рис. 8.1) складається із латуннго чи бронзового балону (корпус) 1, на розширеній… Для дослідження основних метрологічних характеристик даного вимірювального…Рисунок 8. 1 – Вимірювальний перетворювач температури ТМ100А

 Рисунок 8. 2 – Cхема вимірювання електричного опору
Рисунок 8. 2 – Cхема вимірювання електричного опору
Вимірювального перетворювача температури
Рисунок 8. 3 – Конструкція лабораторної установки для дослідження метрологічних характеристик
Вимірювального перетворювача
Для нагрівання води застосовується підігрівальний пристрій 6, який живиться від електричної мережі. Подача води в посудину здійснюється через лійку 8, а злив через кран 9. Перемішування рідини для вирівнювання температури в об’ємі посудини здійснюється за допомогою мішалки 7.
Порядок виконання роботи
1) Визначення передавальної функції вимірювального перетворювача. Вмикаємо лабораторну установку, після нагрівання води на 2-3°С установку виключаємо, і після 2-3 хви-лин очікування знімаємо результати взірцевого термометра і покази омметра. Вищенаведені операції повторюємо 15 разів. Значення температури води і відповідного виміряного опору занести в табл. 8.1.
Таблиця 8. 1 – Результати вимірювання температури і опору для вимірювального перетворювача температури ТМ100А
| № досліду | t, °С | R, Ом |
| .. |
2) На базі отриманих результатів побудувати графічну залежність виміряного опору від температури води (згідно рекомендацій наведених у додатку К).
3) Визначення лінійності/нелінійності. Розрахувати нелі-нійність перетворювача за допомогою рівняння лінійної регресії і використовуючи отриману передальну функцію.
4) Визначення чутливості. Для визначення чутливості вимірювального перетворювача потрібно виміряти якомога меншу температуру, яка викликає мінімальну зміну опору. Для цього потрібно здійснити операції з п.1, але нагріваючи воду на якомога меншу різницю температур.
Запитання до самоконтролю
8.1) Для чого застосовуються вимірювальні перетворювачі? 8.2) На які групи поділяють вимірювальні перетворювачі в залежності від… 8.3) Яка мета визначення метрологічних характеристик вимірювального перетворювача?ПЕРЕЛІК рекомендованих і ВИКОРИСТАНИХ джерел
1 О.М. Карпаш, А.В. Яворський, М.О. Карпаш Основи забезпечення якості в нафтогазовій інженерії: Навч. посібник.– Івано-Франківськ: Факел, 2008. –… 2 Основи метрології та вимірювальної техніки: Підруч-ник: У 2 т. / М.… 3 Основи метрології та вимірювань / Д.Б. Головко, К.Г. Рего, Ю.О. Скрипник. – К.: Либідь, 2001. – 408 с.Додаток А
Значення коефіцієнтів Стьюдента для визначеної кількості спостережень із заданою
Ймовірністю
Додаток Б
Методика виявлення промахів
Для виявлення промахів в серії вимірів випадкових величин існує спеціальна методика. Нехай проведено вимірів випадкової величини і отримана серія… , , …, . Допустимо, що серед даних значень є деяке значення , що сильно відрізняється від останніх. Для з'ясування питання чи є…Таблиця Б.1 – Значення під час довірчої ймовірності 0,95
|
| |||||||

| 1,41 | 1,69 | 1,87 | 2,00 | 2,09 | 2,17 | 2,24 |
|
| |||||||
|
| 2,29 | 2,39 | 2,49 | 2,62 | 2,79 | 2,90 | 2,99 |
Додаток В
Наближені числа. Запис кінцевого результату
Вимірювання
В результаті прямих або непрямих вимірювань отримуються наближені значення. Цифри, що складають наближене число, можуть бути вірними, сумнівними і… Основна вимога, що пред'являється до розрахунку, полягає в тому, щоб… 1 Абсолютну похибку слід округлити до однієї значу-щої цифри.Продовження додатка В
| Невірно | Вірно |
| (534,031 ± 0,043) м | (534,03 ± 0,04) м |
| (14,275 ± 1,17) В | (14 ± 1) В |
| (1587 ± 281,6) с | (16±3)·I02 с |
| (1,965·10-19 ± 3,81·10-21) Кл | (1,96 ± 0,04) 10-19 Кл |
Додаток Г
Основні умовні позначення на шкалах
Аналогових електровимірювальних приладів
2 Нормальнее положення приладу: - горизонтальне - вертикальне - під певним кутом (наприклад, під кутом 600) …Продовження додатка Г
Додаток Д
Основні співвідношення між одиницями тиску
Крім наведених одиниць, допускаються до застосування у наступні назви величини… - фізична атмосфера (атм), 1 атм = 101325 Па;Додаток Е
Додаткові умовні позначення, які наносяться на шкали приладів, призначених для вимірювання тиску
Середовища з певними властивостями
Додаток Ж
Наведена похибка для стандартних діапазонів
Механіних термометрів
Діапазон показів Діапазон вимірювань Похибка в діапазоні вимірювань Клас 1 Клас 2 …Додаток З
Графіки і таблиці
В техніці результати вимірювань досить часто відобра-жають у вигляді графічних залежностей. Графіки дають на-глядне представлення про отримані результати, дозволяють графічно визначити деякі величини, порівняти експеримент та теорію. Розглянемо основні правила побудови графіків.
1) Графіки слід будувати на міліметровому папері або папері в клітинку, краще це робити олівцем. Кожен графік повинен мати заголовок. Осі координат проводять за допо-могою лінійки і на них через рівні проміжки наносять мас-штабні мітки. Відстані між мітками за вісю абсцис і ординат можна вибирати різними.
2) Вибирати масштаб потрібно так, щоб експеримен-тальні точки не співпадали, і щоб з графіка можна було отримати максимум корисної інформації. Так, на рис. К.1,б масштаб вибрано вірно на відміну від рис.К.1,а. Зауважимо, що початок координат не обов'язково повинен співпадати з “нулем”, крім тих випадків, коли це необхідно.
Неправильно Правильно
а) б)
Рисунок К. 1– Графічне представлення отриманих даних
3) Масштаб повинен бути простим. Краще якщо 1 см на графіку відповідає 1; 2; 4; 5; 10; 20... або 0,1; 0,2; 0,4; 0,5... і т.д. Одиницям вимірювальної величини. В протилежному випадку під час нанесення точок на графік прийдеться про-водити спеціальні підрахунки.
Продовженян додатка З
5) Експериментальні точки обов'язково наносять на графік. Точки, які відносяться до різних залежностей, позна-чають різними значками (крапкою,… Неправильно ПравильноРисунок К. 2 – Масштаб координатної сітки для представлення даних
Неправильно Правильно

а) б)
Рисунок К. 3 – Згладжування даних
Продовження додатка З
6) Для правильної побудови графіка крім експеримен-тальних точок корисно вказати похибку у вигляді горизон-тальних і вертикальних відрізків, які рівні величині абсо-лютної похибки. Наприклад, на рис. К.4,а експериментальну залежність можна зобразити прямою, так як вона перетинає всі відрізки похибок на відміну від рис. К.4,б.

а) б)
Рисунок К. 4 – Побудова графічної залежності за експерементальними даними
Цифрові дані, отримані в лабораторній роботі, зано-сять в таблиці.
1) Таблиці слід будувати за допомогою лінійки. Кожна таблиця повинна мати заголовок. Заголовок і слово “Табли-ця” починаються з великої букви.
2) В заголовку таблиці вказують буквене позначення величини і одиниці вимірювання через кому.
3) Ділити заголовки таблиці за діагоналю неприпус-тимо, також в заголовку не слід писати формули.
4) Писати в таблиці лапки замість цифр і знаків, що повторюються, не допускається.
5) Загальний десятковий множник чисел, що містяться в таблиці, слід винести в заголовок таблиці.
6) Для одиничного значення величини графа не відво-диться. Цю величину можна вказати в примітці до таблиці.
УДК 006.91
Я 22
Автори:
А.В.Яворський, кандидат технічних наук, доцент
П.М. Райтер, кандидат технічних наук, доцент
І.М. Дячишин, асистент
Рекомендовано Методичною радою Івано-Франківського
національного технічного університету нафти і газу
(протокол № 7 від 23.09.2010р.)
МВ 02070855-3156-2010
Яворський А.В., Райтер П.М., Дячишин І.М.
Я 22 Основи метрології, стандартизації і контролю якості: Частина 1- «Метрологія» Лабораторний практикум./А.В.Яворський, П.М. Рай-тер, І.М.Дячишин -Івано-Франківськ: ІФНТУНГ, 2010.- 125 с.: іл. , табл.
Лабораторний практикум містить методичні вказівки для прове-дення лабораторних занять з дисципліни «Основи метрології, стан-дартизації і контролю якості». Розроблений відповідно до робочої програми навчальної дисципліни, чинного навчального плану підготовки фахівців.Призначено для підготовки бакалаврів за на-прямками: 6.050304 - «Нафтогазова справа» і 6.050504 – «Зварюван-ня». Може бути використаний студентами денної і заочної форм навчання.
УДК 006.91
Рецензенти:
Шлапак Л.С. – д.т.н., проф. кафедри «Зварювання»,
Лісафін В.П.- к.т.н., доцент кафедри «Транспорту і зберігання нафти і газу» ІФНТУНГ
Завідувач кафедри технічної
діагностики і моніторингу О.М.Карпаш
Голова навчально-методичного
об'єднання О.М.Карпаш
Член експертно-рецензійної
комісії університету М.П. Возняк
Нормоконтролер Г.Я. Онуфрик
Коректор Н.Ф. Будуйкевич
Інженер 1-ої категорії Н.В. Мирка
Ó Яворський А.В., Райтер П.М., Дячишин І.М.
Ó ІФНТУНГ, 2010
– Конец работы –
Используемые теги: ЧАСТИНА, метрологія0.046
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: ЧАСТИНА 1 – МЕТРОЛОГІЯ
Что будем делать с полученным материалом:
Если этот материал оказался полезным для Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.141 сек.
Новости и инфо для студентов