рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Менеджмент
- /
- УПРАВЛЕНИЕ КАЧЕСТВОМ
Реферат Курсовая Конспект
УПРАВЛЕНИЕ КАЧЕСТВОМ
УПРАВЛЕНИЕ КАЧЕСТВОМ - раздел Менеджмент, ...
ВЫСШЕЕ ОБРАЗОВАНИЕ
серия основана в 1996 г.
Л.Е. БАСОВСКИЙ,
В.Б. ПРОТАСЬЕВ
УПРАВЛЕНИЕ КАЧЕСТВОМ
УЧЕБНИК
Москва
ИНФРА-М
УДК 338.45(075.8)
ББК 65.29я73
Б 27
Басовский Л.Е., Протасьев В.Б. Управление качеством: Б 27 Учебник. - М: ИНФРА7М, 2001. - 212 с. - (Серия «Высшее образование»).
ISBN 5-16-000448-3
Книга представляет собой профессиональный курс управления качеством. Охватывает весь комплекс проблем и методов управления качеством продукции, услуг и работ, процессов и систем управления. Соответствует требованиям действующих российских образовательных стандартов по специальностям «Менеджмент», «Экономика и управление на предприятиях», а также основным требованиям программ курсов, читаемых в университетах США и Японии.
Обобщает мировой и российский опыт, в том числе накопленных в военно-промышленном комплексе, материалы международных и российских стандартов, показывает возможности их применения на практике. Включает методики организации совершенствования деятельности и сертификации производства.
Для студентов, аспирантов, преподавателей экономических вузов и факультетов, предпринимателей, руководителей и специалистов предприятий и организаций, учреждений органов власти и управления.
ББК 65.29я73
ISBN 5-16-000448-3
ÓБасовский Л.Е., Протасьев В.Б.,
2000, 2001
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ.. 6
ЧАСТЬ I. 9
ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЕ ОСНОВЫ УПРАВЛЕНИЯ КАЧЕСТВОМ... 9
Глава 1. 9
Качество и конкурентоспособность. 9
в условиях рынка. 9
Качество — всемирное поле конкуренции на пороге XXI века. 9
Японские подходы к качеству. 12
Административный и экономический подходы к. 13
управлению качеством.. 13
Эволюция технологий и понятия качества. 14
Новая политика 100%-го качества. 18
Глава 2. 20
Совершенствование деятельности. 20
Предприятия. 20
Основные направления совершенствования деятельности. 20
Деятельность высшего руководства. 23
Формирование стратегии, тактики. 29
и краткосрочное планирование. 29
Глава 3. 34
Руководство улучшением деятельности. 34
Руководящие органы.. 34
Работа совета по улучшению деятельности. 36
Оценка текущих требований и достигнутых результатов. 39
Агитация и обучение. 42
Объекты, ресурсы и методы руководства. 44
Глава 4. 48
Участие управленческого персонала. 48
в совершенствовании деятельности. 48
организации. 48
Роль управленческого персонала. 48
Коллективное управление. 50
Обучение управленческого персонала. 54
Самоаттестация. 60
Глава 5. 63
Коллективное участие в совершенствовании. 63
Деятельности. 63
Групповой подход. 63
Группы по совершенствованию деятельности подразделений. 63
Характеристики групп. 65
Кружки качества. 69
Группы по совершенствованию процессов. 72
Целевые группы.. 72
Деятельность групп. 73
Совершенствование в рамках подразделения. 77
Глава 6. 79
Управление персоналом в процессе. 79
совершенствования деятельности. 79
Принципы организации и оплаты труда. 79
Планирование карьеры.. 82
Программы выдвижения предложений и улучшения работы.. 84
Признание заслуг и вознаграждение. 87
Программы дополнительных выплат деньгами и разделения прибыли. 89
Общественное признание. 92
Глава 7. 94
Совершенствование систем управления. 94
Организация управления процессами. 94
Статистическое регулирование процессов и системный подход. 96
Аттестация процессов. 99
Деятельность групп по совершенствованию процессов. 103
Функционирование системы обеспечения качества. 105
Обеспечение качества функционирования систем управления. 106
Глава 8. 110
Привлечение поставщиков к процессу. 110
совершенствования деятельности. 110
Контрактное взаимодействие с поставщиками. 110
Обучение и поощрение поставщиков. 112
Контроль поставщиков. 115
Аттестация и оценка деятельности поставщиков. 118
ЧАСТЬ II. 123
КВАЛИМЕТРИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ В УПРАВЛЕНИИ КАЧЕСТВОМ... 123
Глава 9. 123
Стандарты и сертификация товаров и услуг. 123
Сертификация товаров и услуг. 123
Закон Российской Федерации о сертификации. 125
Закон Российской Федерации о единстве измерений. 128
Закон Российской Федерации о стандартизации. 129
Стандарты Международной организации по стандартизации. 130
Глава 10. 135
Методы определения показателей качества. 135
Методы измерения показателей качества. 135
Экспертные методы.. 135
Ранжирование шести объектов методом попарного сравнения. 136
Шкала Мооса. 137
Влияние на результаты экспертизы состава экспертов. 137
Данные для оценки согласованности мнений пяти экспертов. 138
Причинно-следственные диаграммы Исикавы.. 139
Аналитический метод определения весовых показателей. 140
Потребительский и производственный допуски. 141
Глава 11. 142
Анализ качества продукции. 142
Социологический метод проведения экспертизы.. 142
Комплексные показатели качества. 143
Итоги опроса потенциальных покупателей утюгов. 143
Да. 143
Да. 143
Комплексные показатели качества. 145
Среднее. 145
Показатели качества вольтметров. 146
Комплексные показатели качества вольтметров. 146
Использование диаграмм Парето. 147
Данные о браке в производстве кровельных листов. 148
Данные о браке в производстве дисковых пил. 150
Глава 12. 151
Статистическое регулирование процессов. 151
Контрольные карты.. 151
Построение  - карты.. 151
- карты.. 151
Данные контроля, необходимые для построения контрольной карты.. 152
Коэффициенты для расчета контрольных границ. 153
Выборочный контроль. 154
Биноминальное распределение. 155
Гипергеометрическое распределение. 158
Распределение Пуассона. 158
Сопоставление распределений. 158
Глава 13. 159
Выборочный приемочный контроль. 159
и качество измерений. 159
Приемочный контроль. 159
Оперативная характеристика плана приемочного контроля. 160
Качество измерений. 163
Результаты измерений одного и того же параметра. 166
Глава 14. 167
Анализ качества деятельности предприятия. 167
Матрицы анализа функционирования производственных систем.. 167
Оценка качества проектов. 169
Качество технологии. 171
Глава 15. 177
Сертификация производства. 177
Проведение работ по сертификации производства. 177
Структура типовой методики проверки. 178
производства при сертификации. 178
Документация к матрице качества. 180
ТПП-МТО.. 180
ТПП-ПР. 180
ТПП-УПХ.. 180
Сводная таблица показателей качества. 182
Схемы сертификации и их выбор. 183
Схемы сертификации. 184
Номограмма выбора номера схемы сертификации. 186
Методика выбора схемы сертификации. 186
Таблица 15.5. 189
Рекомендации по выбору схем сертификации. 189
Рекомендуемая литература. 192
Московский государственный университет экономики, статистики и информатики.. 193
ИДО Учебный курс "Управление качеством" спец. 061100 и 061500. 193
УПРАВЛЕНИЕ КАЧЕСТВОМ... 194
Учебник. 194
ВВЕДЕНИЕ
Подготовка квалифицированных менеджеров во всем мире предусматривает изучение и освоение современных методов управления качеством продукции, товаров, услуг и работ, процессов и систем управления.
Российские стандарты высшего образования предусматривают изучение студентами экономических вузов и факультетов дисциплины «Управление качеством» или дисциплины «Управление качеством продукции». В книге отражены темы, разделы и понятия в области управления качеством, соответствующие требованиям образовательных стандартов по специальностям «Менеджмент», «Экономика и управление на предприятиях». Рассмотрены, кроме того, вопросы, изучение которых считается в настоящее время необходимым при подготовке менеджеров в вузах Японии и США.
Современная концепция управления деятельностью, управления бизнесом — это концепция, получившая в англоязычной литературе название Total Quality Management (TQM). На смену идеям Тейлора, возникшим в начале века и, к сожалению, активно используемых в российской практике, Пришли новые концепции и принципы управления качеством, значительная часть которых уже нашла отражение в международных стандартах.
Сегодня в мире используются различные системы управления качеством. Но для успешной деятельности в настоящее время они должны обеспечивать возможность реализации восьми ключевых принципов системного управления качеством, освоенных передовыми международными компаниями. Эти принципы составляют основу готовящегося обновления международных стандартов в области управления качеством ИСО серии 9000:
Первый принцип — ориентация на потребителя.Стратегическая ориентация на потребителя, соответствующим образом обеспечиваемая организационно, методически и технически, жизненно необходима каждой организации и каждому предприятию, функционирующему в условиях конкурентного рынка.
Второй принцип — роль руководства.В соответствии с ним руководитель должен создать условия, необходимые для успешной реализации всех принципов системного управления качеством.
Третий принцип — вовлечение работников.Это одно из ключевых положений TQM, в соответствии с которым каждый работник должен быть вовлечен в деятельность по управлению качеством. Необходимо добиться, чтобы у каждого возникла внутренняя потребность в улучшениях.
Четвертый принцип — процессный подходи органично с ним связанный пятый принцип — системный подход к управлению.Всоответствии с этими принципами производство товаров, услуг и управление рассматриваются как совокупность взаимосвязанных процессов, а каждый процесс — как система, имеющая вход и выход, своих «поставщиков» и «потребителей».
Реализация этих принципов изменяет сложившиеся подходы к управлению, основу которого составляет иерархическая организационная структура. Практика показала, что трудности и проблемы, обусловленные тем, что единые процессы обслуживаются организационно обособленными подразделениями, можно и нужно устранять путем использования группового подхода.
В стандартах ИСО 9001 и QS-9000есть, например, норма, в соответствии с которой поставщик для подготовки к производству новой или модернизированной продукции должен формировать группы специалистов из различных подразделений. Такие группы должны включать конструкторов, технологов, специалистов службы качества, а также специалистов других служб.
Шестой принцип — постоянное улучшение.Двадцать лет назад стратегия качества базировалась на концепции оптимального качества. Опыт японской, а затем американской и европейской промышленности показал, что устанавливать пределы улучшению недопустимо, само улучшение должно быть системой и составной частью системы управления.
Седьмой принцип — принятие решений, основанных на фактах.Реализация этого принципа призвана исключить необоснованные решения, которые обычно называют волевыми. Необходимо собирать и анализировать фактические данные и принимать решения на их основе. Наиболее распространенными сейчас являются статистические методы контроля, анализа и регулирования.
Восьмой принцип — взаимовыгодные отношения с поставщиками.Этот принцип, суть которого в простейших случаях очевидна, необходимо реализовывать по отношению как к внешним, так и внутренним поставщикам.
Необходимо иметь в виду, что современная концепция управления качеством — это концепция управления любым целенаправленным видом деятельности, позволяющая, как показывает опыт, достигнуть успеха не только в сфере производства, но и в государственном и муниципальном управлении, в вооруженных силах и других сферах.
Предлагаемая Вашему вниманию книга имеет практическую направленность, основывается на развитии применительно к российским условиям представлений, сформировавшихся в результате ответа американского менеджмента на «японский вызов», наиболее удачно обобщенного в свое время Джеймсом Харрингтоном в книге «Управление качеством в американских корпорациях», на представлениях современной эволюционной экономической теории.
В книге дано систематическое изложение предмета, рассчитанное на студентов и преподавателей, практиков — руководителей и специалистов предприятий и учреждений, предпринимателей, желающих ознакомиться, изучить суть, функции, основные методы и методики управления качеством продукции и качеством деятельности, ознакомить с юридическими положениями и стандартами, регламентирующими работу в этой области. При подготовке книги ставилась задача изложить предмет глубоко, но кратко и просто.
Первый раздел книги, главы с первой по восьмую, написан профессором Тульского государственного педагогического университета им. Л. Н. Толстого, доктором наук Л. Е. Басовским, второй раздел книги, главы с девятой по пятнадцатую, написан профессором Тульского государственного университета, доктором наук Д Б. Протасьевым.
ЧАСТЬ I
ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЕ ОСНОВЫ УПРАВЛЕНИЯ КАЧЕСТВОМ
Глава 1.
Качество и конкурентоспособность
В условиях рынка
Качество — всемирное поле конкуренции на пороге XXI века Качество важнее цены.Роль и значение качества постоянно возрастает под влиянием развития технологий производства и…Таблица 1.1
Периоды распространения технологических укладов
И технических нововведений в странах — лидерах мировой
Экономики по производительности труда
Эволюция технологий тесно связана с эволюцией форм организации производства,… После мирового экономического кризиса конца 70-х и начала 80-х годов роль человеческого капитала и новых технологий…Таблица 1.2
Влияние суммарных затрат по этапам жизни изделия на обеспечение уровня качества
| Этап жизни изделия | Доля в суммарных затратах (в %) | Влияние этапа на суммарные затраты (в %) |
| Исследования и разработка | 1—6 | 60—80 |
| Производство | 40-45 | 5—10 |
| Доведение до ввода в эксплуатацию | 5—15 | 20—30 |
| Эксплуатация | 40—54 | 15—25 |
Например, такие разные американские компании, как АТТ, «Эйвон», «Корпинг Гласе», «Дженерал Моторз», «Хьюлетт-Паккард», «ИБМ», «Полароид» разработали единые для них десять основных направлений в области управления качеством16:
1. Достижение заинтересованности руководства высшего звена.
2. Создание руководящего совета по улучшению качества.
3. Вовлечение всего руководящего состава.
4. Обеспечение коллективного участия в повышении качества.
5. Обеспечение индивидуального участия в повышении качества.
6. Создание групп совершенствования систем, регулирования процессов.
7. Более полное вовлечение поставщиков в борьбу за качество.
8. Меры обеспечения качества функционирования системы управления.
9. Краткосрочные планы и долгосрочная стратегия улучшения работы.
10. Создание системы признания заслуг.
Эти направления отражают суть организационно-экономических основ управления качеством.
Глава 2.
Совершенствование деятельности
Предприятия
Десять основных направлений деятельности.Десять перечисленных в первой главе… 1. Заинтересованность высшего руководства.Обеспечение качества функционирования систем управления. В
Такие подразделения, как службы обеспечения качества и надежности, направляли свои ресурсы на выявление проблем и исправление ошибок; в результате… Средства, выделяемые на решение проблем по обеспечению качества продукции,… 9. Формирование стратегии и тактики улучшения деятельности.Необходимо разработать долгосрочную стратегию повышения…Глава 3.
Руководство улучшением деятельности
Руководящие органы Руководящий совет по улучшению деятельности.Руководство процессом улучшения… Высшие управляющие назначают своих представителей для разработки и внедрения процесса улучшения работы. «Лидер»…Глава 4.
Участие управленческого персонала
В совершенствовании деятельности
Организации
Роль управленческого персонала Роль руководителя в совершенствовании деятельности.Руководители обеспечивают… Следует отметить, что фактически нет такого явления, как проблема качества. Проблемы существуют только в деятельности…Глава 5.
Коллективное участие в совершенствовании
Деятельности
Групповой подход Участие служащих и рабочих.Руководители во всем мире начали понимать, что в… При формировании системы коллективного участия следует расширять сферу контроля руководителей для компенсации…Таблица 5.1
Характеристики групп
5. Руководитель должен избегать голосования по тому или иному вопросу, при… 6. Обсуждаемые вопросы и решаемые проблемы должны быть в рамках компетенции данного подразделениям относиться к…Глава 6.
Управление персоналом в процессе
Совершенствования деятельности
Принципы организации и оплаты труда Уважение к человеку.Одним из основных требований, предъявляемых к работе… На смену авторитарному руководителю приходит руководитель помощник, выполняющий скорее функции «слуги», нежели…Глава 7.
Совершенствование систем управления
Организация управления процессами Процессы и системы управления.Условием совершенствования деятельности… К сожалению, большинство видов деятельности требует не вертикальной, а горизонтальной организации работы.…Глава 8.
Привлечение поставщиков к процессу
Совершенствования деятельности
Контрактное взаимодействие с поставщиками Конкуренция поставщиков.В течение долгого времени предприятия в развитых… Сокращение количества поставщиков.Преимущества большого количества поставщиков обходятся неоправданно дорого. Число…ЧАСТЬ II
КВАЛИМЕТРИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ В УПРАВЛЕНИИ КАЧЕСТВОМ
Глава 9.
Стандарты и сертификация товаров и услуг
Сертификация товаров и услуг Сертификация— это процедура, удостоверяющая качество продукции. Современное понятие сертификация было предложено специальным комитетом Международной организации по стандартизации…Рис. 9.1. Схема взаимосвязи российских законов, определяющих качество
Закон Российской Федерации о сертификации
Основные функции, определяемые законом.Закон устанавливает правовые основы обязательной и добровольной сертификации продукции, услуг и иных объектов в России, а также права, обязанности и ответственность участников процесса сертификации.
В разделе «Общие положения» рассматриваются задачи сертификации, отношения к международным договорам (они имеют приоритет). Устанавливается головной орган сертификации, который является Госстандарт России.
Функции Госстандарта России:
1) формирует и реализует государственную политику в области сертификации; 2) проводит государственную регистрацию систем сертификации и знаков соответствия, действующих в РФ; 3) публикует официальную информацию; 4) готовит предложения по присоединению к международным системам сертификации; 5) представляет РФ в международных органах.
В систему сертификации могут входить как государственные учреждения, так и частные фирмы и общественные организации. Но все системы подлежат государственной регистрации и аккредитации в установленном порядке.
Закон вводит понятия сертификат и знак соответствия.
1.Сертификат— это документ, выданный по правилам сертификации для подтверждения соответствия продукции установленным требованиям.
2. Знак соответствия — это зарегистрированный в установленном порядке знак, подтверждающий соответствие маркированной им продукции установленным требованиям.
Правила применения знаков соответствия установлены Госстандартом России. Форма, размеры и технические требования к знаку установлены государственным стандартом ГОСТ Р 50460-92.
Обязательная сертификациявозлагается на органы Госстандарта России. Форма проведения сертификации устанавливается в соответствии с «ГОСТ Р — Система сертификации». Список товаров, подлежащих обязательной сертификации также устанавливается Госстандартом России.
Схема взаимной подчиненности и функций органов сертификации приведена на рис. 9.2.
Обязательная сертификация может проводиться в двух формах:
1. По документам системы сертификации ГОСТ Р и систем сертификации соответствующих групп однородной продукции.
2. По Правилам сертификации продукции с использованием заявления - декларации изготовителя, основанном на документах Европейского сообщества.
Решение о возможности применения для конкретной продукции конкретного изготовителя второй формы принимает территориальный орган Госстандарта России с учетом степени опасности продукции, специфики ее свойств, доверия к изготовителю, масштабов производства.
При использовании первой формы такого согласования не требуется. Оплата работ выполняется на договорной основе и относится на себестоимость продукции.
Использование заявления-декларации предусматривает оформление договора между территориальным органом (ТО) и изготовителем продукции, в котором фиксируют: 1) право изготовителя использовать сертификацию по заявлению-декларации; 2) право ТО осуществлять инспекционный контроль на соответствие продукции требованиям заявления-декларации; 3) обязательство изготовителя по оплате расходов на сертификацию.
Закон о сертификации предусматривает, что ввоз в Россию продукции без знака сертификации или знака соответствия не допускается.
|
 проводит апелляцию,
проводит апелляцию,


 организует работу
организует работу
 Выдает сертификаты,
Выдает сертификаты,

|
 приостанавливает работу,
приостанавливает работу,
 информирует покупателя и заявителя
информирует покупателя и заявителя
 |
|
 и передает ее органа
и передает ее органа
 по сертификации
по сертификации
|
 Работает над
Работает над
повышением качества,
получает сертификат.
 |
|
 качества товаров
качества товаров
и услуг
Рис. 9.2. Схема взаимной подчиненности и функций органов сертификации на примере машиностроительного предприятия
Сертификаты и знаки соответствия предъявляются таможне, которая устанавливает процедуру ввоза вместе с Госстандартом России и Государственным таможенным комитетом.
Государственный надзор за соблюдением правил обязательной сертификации.Основной надзор осуществляет Госстандарт России и его территориальные органы. Непосредственный государственный контроль и надзор выполняют те же лица, которые контролируют соблюдение государственных стандартов. Это положение определяется Законом о стандартизации, в котором также устанавливаются должности этих лиц:
1) главного инспектора России; 2) главных инспекторов республик, краев, областей, автономных областей в составе России; 3) инспекторов крупных городов; 4) государственных инспекторов по надзору за стандартами.
Нарушение требований главного инспектора наказывается штрафом в размере выручки от реализации некачественной продукции или в размере фиксированной суммы, когда отчетная документация отсутствует.
Государство финансирует основные работы в области сертификации, а оплата работ по получению сертификата производится заявителем.
Добровольная сертификацияпредусмотрена для продукции, не подлежащей обязательной сертификации на условиях договора между заявителем и органом по проведению сертификации.
Добровольную сертификацию вправе осуществлять любое юридическое лицо, взявшее на себя функцию органа по добровольной сертификации и зарегистрировавшее знак соответствия и систему сертификации в Госстандарте России в установленном порядке. Органы по обязательной сертификации также вправе производить добровольную сертификацию.
Права заявителя.При заключении договора на добровольную сертификацию заявитель вправе получить необходимую информацию о правилах ДС и определить форму ее проведения — одну или несколько форм из восьми возможных.
Ответственность за нарушение закона.Юридические и физические лица, а также органы добровольной сертификации, виновные в нарушении правил добровольной сертификации, несут в соответствии с законодательством уголовную, административную, либо гражданско-правовую ответственность на основании подзаконных актов.
Закон Российской Федерации о единстве измерений
Основные положения.Закон регулирует отношения государственных органов управления России с юридическими и физическими лицами по вопросам изготовления, выпуска, эксплуатации, ремонта, продажи и импорта средств измерений. Закон защищает потребителя от последствий недостоверных результатов измерений.
В разделе «Общие положения» закон вводит следующие основные понятия:
1 Единство измерений — состояние измерений, когда их результаты выражены в узаконенных единицах и погрешности не выход за установленные границы погрешностей с заданной вероятностью.
2. Эталон единицы величины — средство для хранения, измерения и воспроизведения данной величины с целью передачи ее размер другим средствам измерений данной величины.
3. Нормативные документы по обеспечению единства измерений государственные стандарты, правила, положения, рекомендации.
4. Метрологическая служба — совокупность субъектов, работ, направленных на обеспечение единства измерений.
5. Проверка средств измерений — совокупность работ по поддержанию средств измерений на установленном техническом уровне.
6. Калибровка средств измерений — то же, что и поверка среде измерений, но в случае, когда измерительное средство не подлежи государственной поверке в обязательном порядке.
7. Сертификат об утверждении типа средств измерений — документ, выдаваемый государственным органом, подтверждающий, что техническое состояние измерительного средства находится в установленном техническом состоянии.
8. Аккредитация на право поверки средств измерений (выдачи сертификата) — признание уполномоченным государственным органом полномочий на выполнение поверочных работ.
9. Лицензия на изготовление, ремонт, продажу, прокат средств измерений — документ, удостоверяющий право юридических и физических лиц заниматься обозначенной выше деятельностью.
Структура метрологической службы.Территориальный центр стандартизации и метрологии (ЦСМ) выполняет государственный надзор за средствами измерений, каждое средство подвергается либо поверке либо калибровке.
Поверка заканчивается получением клейма или свидетельства о поверке. Калибровка заканчивается получением калибровочного знака (или сертификата) и записью в эксплуатационных документах. Предусматривается добровольная сертификация средств измерений.
При обнаружении нарушений, касающихся закона о единстве измерений принимаются меры уголовного, административного или гражданско-правового характера. В частности, может быть вообще остановлено производство.
Чем принципиально отличаются поверка и калибровка?
Все измерительные средства, используемые в производстве продукции, подвергающейся обязательной сертификации подлежат поверке, и за этим бдительно следит Госстандарт через свою структуру.
Каждые пять лет лица, занятые поверкой, проходят переподготовку с получением соответствующих документов, периодически поверяются все средства измерения.
Калибровке подвергаются измерительные средства и вне процедуры обязательной калибровки. Чаще всего это средства, приобретенные за рубежом.
Взаимодействие метрологических служб можно представить в виде схемы, показанной на рис. 9.3.
Закон Российской Федерации о стандартизации
Закон касается всех субъектов хозяйственной деятельности и защищает интересы потребителей и государства посредством разработки и применения нормативных актов по стандартизации. Закон предусматривает следующее общее определение стандартизации:
Стандартизация—это деятельность по установлению норм, правил и характеристик (требований) в целях обеспечения: 1) безопасности продукции и услуг; 2) технической и информативной совместимости; 3) взаимозаменяемости; 4) качества продукции; 5) соответствия уровню техники и технологии; 6) единства измерений; 7) безопасности хозяйственной деятельности; 8) обороноспособности и мобилизационной готовности страны.
Рис. 9.3. Схема взаимодействия и подчиненности метрологических служб
Согласно закону, разработка государственных стандартов обычно поручается ведущей в отрасли фирме, проект получает отзывы, корректируется, принимается и становится обязательным для субъектов хозяйственной деятельности. Другие государственные органы участвуют в стандартизации в пределах их компетенции.
Надзор за соблюдением стандартов производится с привлечением государственных инспекторов. Государственные инспекторы обладают широкими полномочиями, имеют беспрепятственный доступ к процессам производства и технологической документации.
При невыполнении субъектами производства требований госинспектора, он направляет материалы в арбитражный суд, орган прокуратуры для принятия мер в установленном законодательством порядке.
Продукция, соответствующая требованиям стандартов России заносится в государственный реестр и маркируется знаком соответствия государственным стандартам.
Стандарты Международной организации по стандартизации
Серия стандартов Международной организации по стандартизацииИСО-9000 обобщила опыт национальных организаций по управлению качеством. Она является основой для достижения стабильного качества любым предприятием.
Серия международных стандартов ИСО-9000 включает следующие документы:
1) ИСО-8402, содержит словарь основных терминов по качеству; 1) ИСО-9000, представляет собой руководящие указания по выбору и применению стандартов этой серии; 3) ИСО-9001, 9002, 9003 излагают модели системы и требования по обеспечению качества на различных этапах цикла жизни продукции; 4) ИСО-9004 содержит рекомендации по общему руководству качеством и элементы системы качества.
Для того чтобы выпускаемая продукция соответствовала требованиям рынка в определенный период времени, была конкурентоспособной, предприятие-изготовитель должно стремиться внедрить и поддерживать на должном уровне систему качества. Для обеспечения и поддержания качества продукции деятельность предприятия необходимо организовать таким образом, чтобы под контролем находились все факторы, влияющие на качество продукции (услуг).
В условиях рынка система качества должна быть выбрана так, чтобы предприятие могло не только удовлетворить запросы потребителя, но и могло защитить свои интересы. Правильно выбрав структуру управления качеством, руководство предприятия может снизить риск издержек и увеличить свою прибыль, в то же время постоянно повышая качество выпускаемой продукции.
На схеме, приведенной на рис. 9.4 дан перечень и показаны взаимосвязи семейства стандартов ИСО 9000.
ИСО-9000-2Общие руководящие указания по применению ИСО 9001, ИСО 9002 и ИСО 9003.
ИСО-9000-4 (МЭК 300-1)Руководство по управлению программой надежности.
ИСО-9004-4Руководящие указания по улучшению качества.
ИСО-10005Руководящие указания по программе качества.
ИСО-10006Руководящие указания по качеству при управлении проектом.
ИСО-10007Руководящие указания по управлению конфигурацией.
ИСО-10012-1Система подтверждения метрологической пригодности измерительного оборудования.
ИСО/ПМС-10012-2 Управление процессом измерения.
ИСО-10013Руководящие указания по разработке руководств по качеству.
ИСО/ПМС-10014Руководящие указания по управлению экономическими аспектами качества
ИСО/ПСК 10015Руководящие указания по непрерывному обучению и подготовке кадров.
ИСО/РП 10016Протоколы контроля и испытаний. Представление результатов.
ИСО/РП 10017Руководство по применению статических методов в семействе стандартов ИСО-9000.
|  |
| |||||||||
 |  | ||||||||||
|
Рнс. 9.4. Перечень и взаимосвязи семейства стандартов ИСО-9000
Функционирование системы качества происходит одновременно со всеми видами производственной деятельности, влияющими на качество продукции и… Стандарт ИСО-9004.Согласно стандарту ИСО-9004 жизнь изделия подразделяют на… На стадии маркетинга необходимо продумать все этапы вплоть до утилизации продукции. На каждом этапе должна…Глава 10.
Методы определения показателей качества
Методы измерения показателей качества Квалиметрияпредставляет собой науку об измерении качества товаров и услуг.… Инструментальные методыоснованы на физических эффектах и использовании специальной аппаратуры. Различают…Таблица 10.1
Ранжирование шести объектов методом попарного сравнения
Таблица 10.2Шкала Мооса
Результаты измерений, полученные попарным сопоставлением, можно уточнить методом последовательного приближения. Влияние на результаты экспертизы состава экспертовТаблица 10.3
Данные для оценки согласованности мнений пяти экспертов
, где — стандартное отклонение, которое определяютРис. 10. 2. Диаграмма Исикавы, составленная «по ходу» технологического процесса


Можно решить и обратную задачу. Зная DW назначить DD и Dl т.е., допуски на эти размеры
 ,
, 
Потребительский и производственный допуски
Для гарантированного обеспечения качества в производстве обычно руководствуются более жесткими требованиями к показателям качества по сравнению с требованиями к показателям качества продукции, предлагаемой рынку. Чаще всего это выражается в том, что уменьшают допустимые отклонения характеристик продукции установленных разработчиком.
Различают, таким образом, потребительский допуск и производственный допуск, разница между которыми и является запасом. Соотношение производственного и потребительского допусков можно представить в виде диаграммы, показанной на рис.10. 3.
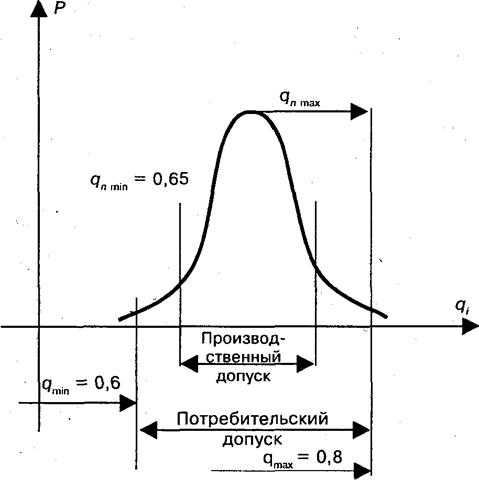
Рис. 10. 3. Соотношение производственного и потребительского допусков на диаграмме распределения показателя качества
Глава 11.
Анализ качества продукции
Социологический метод проведения экспертизы Метод применяется на стадии выполнения маркетинговых исследований. В качестве… Рассмотрим как решить более простую задачу, например, выяснить каким требованиям должен удовлетворять электрический…Таблица 11.1
Итоги опроса потенциальных покупателей утюгов
Единичные относятся к одному из свойств, определяющих качество, комплексные —… Комплексные показатели качества могут быть связаны с единичными через функциональные зависимости, отражающие законы…Таблица 11.2
Комплексные показатели качества
; ; .Таблица 11.3
Показатели качества вольтметров
Таблица 11.4
Комплексные показатели качества вольтметров
В результате оценки приборы можно ранжировать по комплексным показателям…Таблица 11.5
Данные о браке в производстве кровельных листов
Рис. 11.1. Диаграмма Парето для анализа брака кровельных листов:Таблица 11.
Данные о браке в производстве дисковых пил
Глава 12.
Статистическое регулирование процессов
Контрольные карты Контрольная карта — это разновидность графика, однако она отличается от… В производственной практике используются различные виды контрольных карт, отличающиеся друг от друга характером…Таблица 12.1
Данные контроля, необходимые для построения контрольной карты
Здесь введены обозначения: UCL — верхняя граница регулирования; LCL — нижняя границаТаблица 12.2
Коэффициенты для расчета контрольных границ
На основе измерений и расчетов могут быть построены контрольные карты, пример… Когда на карте какая-то точка выходит за контрольную, границу или находится на ней, это означает неправильную…Рис. 12.1. Контрольная карта для толщины пластины
Выборочный контроль
По способу отбора изделий, подвергаемых контролю качества, различают сплошной (стопроцентный) и выборочный контроль.
Для сокращения затрат на контроль в крупносерийном и массовом производстве больших партий изделий (генеральной совокупности) контролю подвергают только часть партии — выборку.
Если уровень качества изделий в выборке соответствует установленным требованиям, то считают, что всю партию можно принять как годную. В противном случае партия бракуется.
В ряде случаев вся партия может быть ошибочно забракована, и это считается ошибкой первого рода, или риском поставщика. Ошибка противоположного свойства называется ошибкой второго рода или риском заказчика. Обе ошибки выражаются в процентах и оговариваются при совершении торговых сделок.
Если доля дефектных изделий в партии обозначить как q, то

где N и ND — соответственно число дефектных деталей и их общее число.

где qn — доля дефектных деталей в выборке;
Z— число бракованных деталей;
п — объем выборки.
Если бы генеральная совокупность и выборка имели распределение деталей по закону равной вероятности, то выборочный контроль значительно упростился бы, но, к сожалению, закономерности не совпадают и в общем случае:

что и является причиной ошибок обоих родов при выборочном контроле.
Если qn > q, то возникает ошибка первого рода и, наоборот.
В разных случаях получают разные законы распределения вероятностей попадания годных и дефектных изделий в выборку, поэтому следует правильно выбирать математический аппарат для оценки качества контроля.
При выборочном контроле применяют в основном биноминальный, гипергеометрический, Пуассона и нормальный законы распределения.
Первые три являются законами распределения случайных величин и используются при контроле по качественному признаку, когда каждое отдельное испытание в серии имеет только два исхода: изделие годное или дефектное. Нормальный закон используется при контроле по количественным признакам.
Биноминальное распределение
Вероятность P(n,z) появления в выборке объемом и числа z дефектных изделий определяется по формуле:

где q - вероятность появления брака;
р — вероятность появления годного изделия;
 — сочетание из п элементов по z;
— сочетание из п элементов по z;
q и р — характеризуют устойчивость технологического процесса.
Допустим, что п = 30; q = 0,05 ; р = 0,95.
P (n, z) = P (30, z) — решение существует только в табличном виде и нужно задавать z в виде таблицы от 0 до z.
Пример.Вычислить в выборке число z дефектных изделий, где 0£ z<9; q = 0,05; р = 0,95; n = 30. Оценки вероятности приведены в табл. 12.3.
Таблица 12.3
Оценки вероятности обнаружения дефектных изделий
| Число дефектных изделий z | Вероятность Р (п, z) | Кумулятивная вероятность F(n,z) |
| 0,2146 | 0,2146 | |
| 0,3389 | 0,5535 | |
| 0,2586 | 0,8122 | |
| 0,127 | 0,9392 | |
| 0,0451 | 0,9844 | |
| 0,0124 | 0,9967 | |
| 0,0027 | 0,9994 | |
| 0,0005 | 0,9999 | |
| 0,0001 | 0,999998 | |
| 0,000001 | 0,999999 |
В правой части табл. 12.3 приведены результаты расчета так называемой кумулятивной вероятности, т.е., накопленной вероятности F(n,z). Величина F(n,z) позволяет оценить накопление дефектных изделий в выборке, их общее число равно:
где k — число дефектных изделий, для которых выполняется расчет.
Допустим, что k = 4: Тогда (по данным таблицы):
F(30,4)=  = 0,2146 + 0,3389 + 0,2586 + 0,1270 + 0,0451 = 0,9844.
= 0,2146 + 0,3389 + 0,2586 + 0,1270 + 0,0451 = 0,9844.
Кумулятивная вероятность показывает тенденцию наполнения выборки негодными деталями.
Данные таблицы являются начальной информацией, которая далее позволит полностью определить условия контроля с помощью выборки. На данном этапе это только информация для изучения. Графики плотности вероятности (а) и кумулятивной вероятности (б) показаны на рис. 12.2.
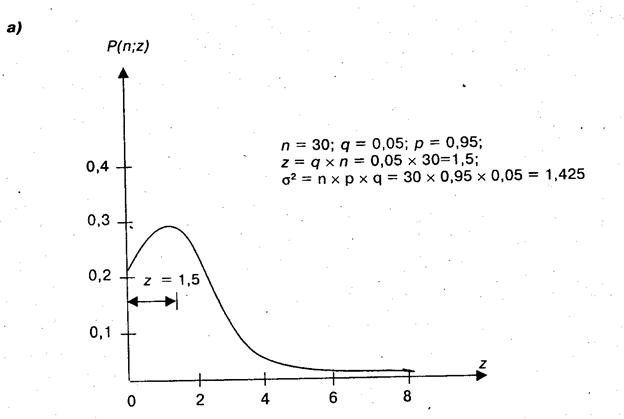
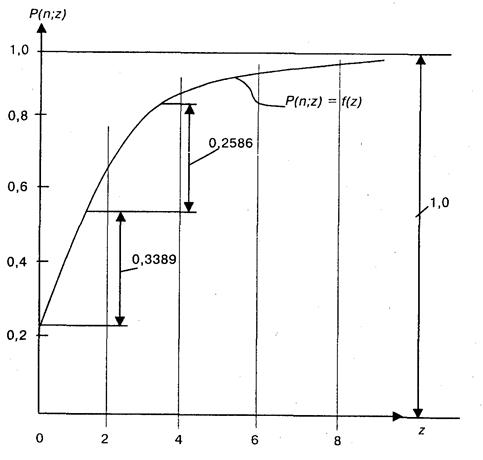
Рис. 12.2. Графики плотности вероятности (а)
и кумулятивной вероятности (б)
Гипергеометрическое распределение
Гипергеометрическое распределение характеризуется следующими зависимостями:
 ;
;  ;
;
 ;
;  .
.
Характер графиков P(n,z) и F(n,z) не отличается от ранее рассмотренных. Сам закон более точно отражает ситуацию, когда выборка не возвращается в генеральную совокупность, что обычно имеет место на производстве.
Распределение Пуассона
Распределение Пуассона является предельным для биноминального распределения, когда вероятность (q £ 0,1) мала, число событий велико, а математическое ожидание  появления дефектных изделий является ограниченным числом.
появления дефектных изделий является ограниченным числом.
Это распределение часто называют законом распределения редких событий. При таких условиях формула
заменяется на формулу
причем

Таблица 12.4
Сопоставление распределений
Глава 13.
Выборочный приемочный контроль
И качество измерений
Приемочный контроль Условия выборочного контроля наиболее адекватно отражает гипергеометрический… Решение о качестве партии изделий, принимаемой в результате выборочного контроля, требует определения объема выборки п…Таблица 13.1
Оперативная характеристика плана приемочного контроля
Рис. 13.1. Оперативная характеристика плана приемочного контроля
На рис. 13.1 показаны: a — риск поставщика; b — риск заказчика; AQL — приемочный уровень дефектности (accept— принимать; quality — качество; level — уровень); LQ — браковочный уровень дефектности.
На кривой F(q) = f(q) совпадение заданных AQL и (1 — a ) точке М1 и LQ и b в точке M2 маловероятно, что и показано на рисунке. Другими словами кривая F(q) =f(q) должна быть согласована с величинами AQL, a, LQ и b.
Покажем процедуру использования оперативной характеристики плана приемочного контроля на численном примере.
Пример.Поставщик (изготовитель) и заказчик (потребитель) договорились, что AQL = 2 %, a = 0,05, LQ = 5 % и b = 0,05. Объем; партии большой, поэтому можно использовать распределение Пуассона. Необходимо построить оперативную характеристику и план контроля.
По горизонтальной оси отложим значения AQL и LQ, а по вертикальной оси (1 — a) и b. Оперативная характеристика плана приемочного контроля приведена на рис. 13.2.
При построении графика через точки M1 и M2 нужно провести расчетную оперативную характеристику, для чего следует совместно решить систему уравнений:
Первое уравнение выражает риск поставщика, второе — риск заказчика.
В системе два уравнения и две неизвестные величины — п и Ас.
Запишем вероятность приема партии F(n;Ас;q=0,02)=0,95 и вероятность ее браковки F(n; Ac; q = 0,05) = 0,05, используя распределение Пуассона:
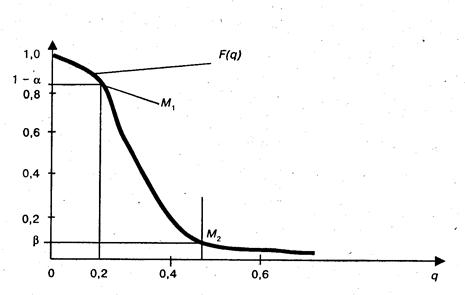
Рис. 13.2. Оперативная характеристика плана приемочного контроля на основе распределения Пуассона
Прямого решения этой системы нет, так как она трансцендентна, и ее нужно решать либо с помощью компьютера, либо с помощью таблиц функций F(q) =f(q). Учитывая, что
 , a=0,05, b=0,05,
, a=0,05, b=0,05,
и решая систему, получим:
Ас=12 и  =7,69.
=7,69.
Из партии необходимо выбирать  изделий.
изделий.
Если среди 400 изделий окажется менее 12 дефектных, то она принимается, если более 12 дефектных, то она бракуется. При этом 5% партий может ошибочно браковаться и столько же может быть принято по ошибке.
Рассмотрим тенденции изменения вида функции F(q) при изменении величин n, Ас:
1. Допустим, что Ас / п = const, но п и Ас увеличиваются (рис. 13.3а). Кривая при этом увеличивает свою крутизну и в пределе, когда п = N, выборочный контроль перейдет в сплошной и AQL = LQ.
2. Пусть при n = const, Ac - увеличивается (рис. 13.3б)
3. Если при n=const, АС увеличивается (Рис. 13.3в), то контроль становится менее жестким.
4. АС = const; n увеличивается (рис. 13.3г), контроль ужесточается.
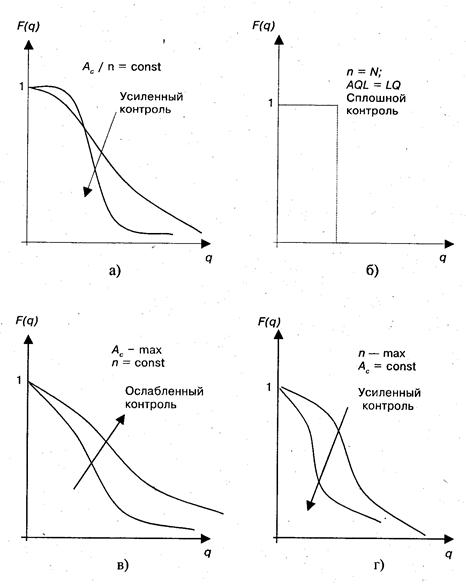
Рис. 13.3. Типичные оперативные характеристики планов приемочного контроля
Качество измерений
Напомним, что в соответствии с положениями теоретической метрологии измерение может выполняться с использованием шкалы порядка (уровней), шкалы интервалов и шкалы отношений.
Во втором и третьем случаях результат измерения является случайной величиной и может записываться выражением:
 , или
, или  ,
,
где X — показание средства измерения;
Q — поправка.
Величина Х характеризует правильность показаний, а поправка — точность измерений. По этим параметрам измерительная техника разделяется на классы точности в соответствии с допускаемой погрешностью измерений.
Приведенная погрешность измеряется в процентах от верхнего предела измерений, относительная погрешность — от результата самого показания.
Используется ряд классов точности, в том числе: 0.1, 0.2, 0.5, 1.0, 1.5, 2.5, 4.0. Характеристикой класса является относительная погрешность, указываемая в процентах: 0.1, 0.5, 4.0.
Правильность результата измерения обеспечивается совпадением среднего значения измерений со значением измеряемой величины.
Значение X— величина случайная, поправка 0 не является случайной, она характеризирует относительную погрешность измерения.
На рис. 13.4 показано распределение плотности вероятности при точных измерениях (1) и менее точных (2).
Р(х)
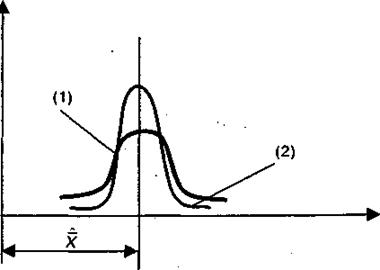
Рис. 13.4. Распределение плотности вероятности при двух классах точности измерений
Если значение поправки с течением времени не меняется, то при многократном измерении постоянного размера одним и тем же средством измерений (в одинаковых условиях) получим:
 ,
,
где  — средний арифметический результат измерений;
— средний арифметический результат измерений;
n — количество измерений;
 — среднее значение показания при измерении;
— среднее значение показания при измерении;
Q — значение поправки;
Q = const.
Это выражение показывает, что точность многократного измерения выше, но правильность такая же, как и при однократном измерении.
Пример.При метрологической аттестации вольтметра в нормальных условиях выполнено 100 измерений образцового напряжения в различных точках шкалы. Установлено, что распределение вероятности с дисперсией Su2 напряжение равно 1,5В. Смещение среднеарифметического значения в сторону меньших значений с вероятностью 0,95 достигает 0,3В. Необходимо сравнить качество однократных и многократных измерений.
Решение примера.Из результатов аттестации следует, что в показания вольтметра нужно вносить поправку QU = +0,ЗВ.
Стандартная ошибка (среднеквадратичное отклонение) составляет:
 = 1,22В.
= 1,22В.
Если показания вольтметра U = 20В, то результат измерения можно записать в виде:
U = (20 + 0,3)±t´Su= 20,3±2,1 ´ 1,22 = 20,3±2,56 В.
Результат измерения: U= 17,74 ... 22,86 В
Точность многократного измерения выше, и соответствующие показатели качества измерения при девяти отсчетах составят:
QU= +0,3 В и  = 0,406 В.
= 0,406 В.
Допустим, вольтметр дал девять показаний: 20; 21; 20,5; 21; 20,5; 21,5; 20,5; 20,5; 21,2. Тогда = 20,74.
Результат измерения можно записать следующим образом:
U = (20,74 - 03) ± t ´ 0,406 = 20,04 ± 0852 В,
U= 20,188 ...21,892.
Погрешность составляет - 4% (D = 0,852 от 21,04).
При одновременном измерении одного и того же размера (параметра) разными средствами нужно верно квалифицировать исходную информацию.
Допустим, что точность и правильность однократных измерений отдельными средствами измерений неизвестны, но в паспортных данных приборов приводится значение поправки, которую нужно внести в показание. Результат измерения Q = X+Q можно рассматривать как сумму двух случайных величин:
 ,
,
где m — число измерений.
Если X и Q подчиняются нормальному закону распределения, то точность и правильность определяют с использованием формул:
 ,
,
В рассматриваемом случае поправка (рассматривается как случайная величина). Такая процедура называется рандомизацией. Приведенные формулы показывают, что рандомизация результата измерения одного и того же параметра улучшается и по точности и по правильности.
Пример.В табл. 13.2 приведены числовые значения Xi одиннадцати измерений одного и того же параметра разными средствами измерений. Даны поправки Qi, заимствованные из паспортных данных. Вычислим средние значения измеренного параметра и поправок приборов:
 ,
, 
После этого определим, в каких пределах находится измеряемое значение и каковы показатели качества результата измерения.
Таблица 13.2
Результаты измерений одного и того же параметра
Решение: 1. Среднее значение показания и поправки: = 48,4; = -0,03.Глава 14.
Анализ качества деятельности предприятия
Матрицы анализа функционирования производственных систем Психология восприятия качества такова, что если качество продукции хорошее,… Во всем мире сейчас принята точка зрения о переносе центра внимания с качества продукции на качество труда и основных…Рис. 14.1. Схема матрицы задач маркетинга
Следующий вид матриц также расшифровывает каждую ячейку матрицы M(F1 ´ F1), но в координатах векторов F2 — виды производственной деятельности, и F4 — структурные компоненты производственной системы.
Покажем вид этой матрицы на примере ячейки МРК — маркетинг. Она изображена на схеме, приведенной на рис. 14.2. Расшифровки ячейки 1-1 этой матрицы может быть выполнена в виде, показанном в табл. 14.1.
Таблица 14.1
Форма расшифровки ячеек матрицы видов производственной
Деятельности и компонентов производственной системы
В сфере маркетинга
Оценка качества проектов Качество проектов обеспечивается на этапах МРК и КПП. На стадии маркетинга… Обычно проект проходит следующие этапы: техническое задание (ТЗ) ® эскизный проект (ЭП) ® технический проект (ТП) ®…Рис. 14.2. Схема матрицы видов производственной деятельности и компонентов производственной системы в сфере маркетинга
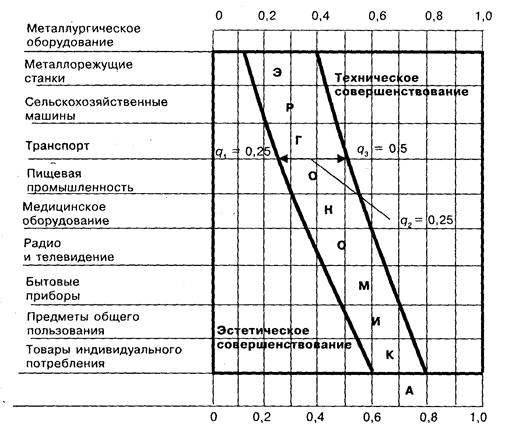
Рис. 14.3. Диаграмма значимости показателей качества
Часто важными показателями проектов являются расход материалов, производственные расходы и степень приближения суммарного показателя качества к заданному значению.
На рис. 14.4 показана тенденция изменения показателя качества Q в зависимости от квалификации конструкторов.
Опыт конструирования позволяет определить и оптимальное количество конструкторов, необходимое для обеспечения заданного качества проектов в оптимальное время.
На рис. 14.5 показана ситуация, когда проектные работы выполняются количеством N и 2N конструкторов.
Качество технологии
Уровень качества продукции, сформулированный на этапе проектирования, должен обеспечиваться на стадии производства при наличии сырья и материалов соответствующего качества.
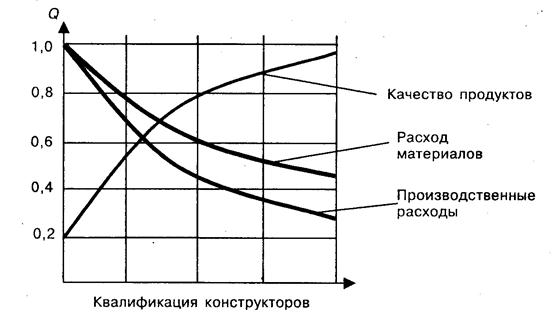
Рис. 14.4. Влияние квалификации конструкторов на качество проектов
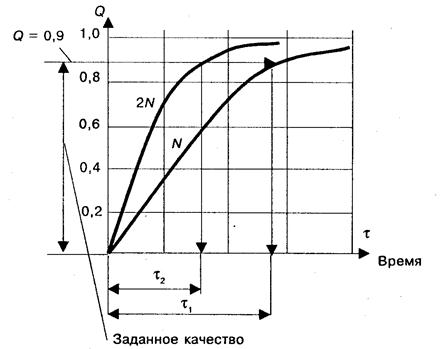
Рис. 14.5. Влияние количества конструкторов на качество проектов
Качество продукции в процессе изготовления зависит от таких параметров качества технологии, как точность и стабильность.
Под точностью технологического процесса понимают близость к номинальным значениям контролируемых показателей качества.
Стабильность технологического процесса характеризует способность сохранять значение показателей качества в заданных пределах с течением времени.
По ходу технологического процесса на показатели качества влияет большое число факторов, которое можно отнести к разряду случайных величин.
Например, в процессе точения вала по схеме, показанной на рис. 14.6, на его диаметр d влияют:
неравномерность припуска t;
неравномерная твердость НВ;
неравномерность твердости инструмента HRC;
переменная жесткость;
условия охлаждения и т.п.
НВ max
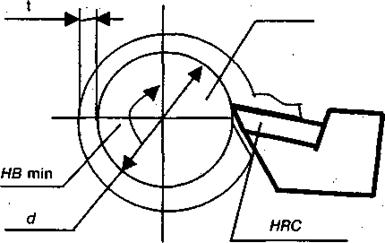
Рис. 14.6. Схема точения вала
Управлять ходом процесса необходимо, используя выборочный контроль и контрольные карты. Дадим общие характеристики технологического процесса.
Размер d в силу отмеченных причин будет изменяться от минимального значения d min до максимального dmax.
Принимая вместо d общее обозначение показателя Q, можно утверждать, что разница между Qmax и Qmin будет составлять рассеивание или технологический допуск w.
На чертежах деталей всегда указан конструкторский допуск Т и по соотношению w и Т судят о точности технологического процесса.
Пример.На чертеже вала указан размер 25Н6. Исследование точности шлифовального станка показало: при обработке детали в диапазоне 20...40 мм наблюдается рассеивание w= 0,015 мм. Необходимо оценить точность технологического процесса шлифования.
Решение.Расшифровка стандартного обозначения 25Н6 приводит к следующим результатам: d =  .
.
Т= 25,035 — 25,022 = 0,013 мм., т.е. w > Т и точность технологии для выполнения операции недостаточна.
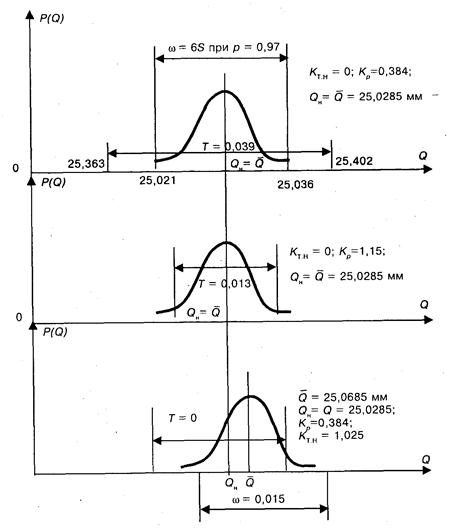
Рис. 14.7. Распределения размеров деталей при разных значениях коэффициентов Кр и Кт.н.
Обычно используют понятие запаса точности, который характеризуют коэффициентом запаса Кр = w /Т. В рассмотренном случае Кр = w /Т = 0,015/1,013 = 1,15, Кр > 1, процесс вообще не имеет запаса и возникнет брак.
Если К<1, то технологический процесс считают точным, но предпочтительно, чтобы К mjn = 0,75, так как в этом случае имеется 25% запаса точности.
Для оценки настройки используется специальный коэффициент, показывающий смещение в долях конструкторского допуска
 ,
,
где Q — центр технологического допуска (в рассмотренном примере не известен);
Qн — середина конструкторского допуска;.
QН = (25,035 + 25,022)/2 = 25,0285.
Во избежание брака при изготовлении продукции необходимо обеспечивать и Кр £ 0,75 и КТ. Н £ '/2(1 - Кр).
На рис. 14.7 показаны распределения размеров деталей при различных ситуациях с коэффициентами Кp и КТ.Н.
Если КТ.Н = 0,5(1 - 0,384) = 0,308, то процесс недопустимо разлажен, но точен. То есть станок точен, но неверно настроен.
Для оценки стабильности техпроцесса рассмотрим операцию точения, в которой присутствует погрешность настройки (КТ.Н ¹ 0) и нарастающая в процессе работы дополнительная погрешность (при износе резца размеры детали d увеличиваются с течением времени t). Эта ситуация представлена на рис. 14.8.
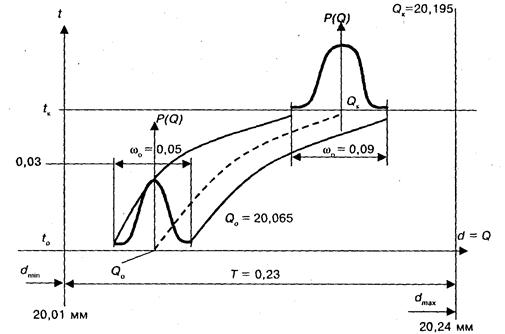
Рис. 14.8. Изменение распределение размеров деталей по мере износа инструмента
В начальный момент времени Кро = wр T = 0,05/0,23 = 0,217. В конечный момент времени Крк = w к /Т = 0,09/0,23 = 0,319.
Правильный настроечный размер:
Qо = 20,01+w 0/2 = 20,01 + 0,025 = 20,035 мм.
Обычно wо>w к.
Нестабильность технологического процесса по рассеиванию w характеризуют коэффициенты межнастроечной стабильности Кмс:
КМ.С-0,09/0,05-1,8.
Нерекомендуемая тенденция — это КК.С > max.
Нестабильность процесса по уровню наладки (значению  ) за время эксплуатации Т принято характеризовать коэффициентом смещения настройки:
) за время эксплуатации Т принято характеризовать коэффициентом смещения настройки:
Км. с = ( ) / Т = (20,195 - 20,065) / 0,23 = 0,565 .
) / Т = (20,195 - 20,065) / 0,23 = 0,565 .
Выводы:
1. При оценке технологического процесса необходимо оценить его точность и стабильность.
2. Точность технологического процесса характеризуется запасом точности, определяемым коэффициентом К и коэффициентом точности настройки KТ.Н.
3. Стабильность технологического процесса определяется коэффициентом межнастроечной стабильности КМ.С и коэффициентом смещения настройки КМ.С.
4. Процессы, имеющие закономерно изменяющиеся погрешности, необходимо настраивать с учетом тенденции изменения этой погрешности ближе к минимальной погрешности Qmin.
5. Процессы без закономерно изменяющейся погрешности необходимо настраивать по среднему значению конструкторского допуска.
Глава 15.
Сертификация производства
Проведение работ по сертификации производства Различают сертификацию производства, продукции и систем обеспечения качества.… Сертификация производства — это действие третьей стороны по оценке определенных объектов и элементов производства с…Таблица 15.1
Документация к матрице качества
Раздел 1. Определение состава конкретных объектов проверки при сертификации производства. Здесь нет никаких проверок, а с помощью матрицы… Раздел 2. Проверка и оценка качества готовой продукции (ячейка 6.1). Раздел 3.Проверка процессов контроля и испытаний готовой продукции (ячейки 6.2 ... 6.7, или строка КИС). Все средства…Компоненты производственной системы
Рис. 15.2. Схема матрицы морфологической структуры производственной системы: … 2.1... 9.1 — потенциальные объекты контроля при сертификации производства. Двойной линией обведена собственно область…Таблица 15.2
Сводная таблица показателей качества
| Плановый период | N | Nр | Nби | Nбн | Nрек | Nрем | Квз | Куб | Крек |
| Январь, 1 -я декада | 10/100 = = 0,1 | 4/100= = 0,04 | (2-1)/70 = = 0,014 | ||||||
| Январь, 2-я декада | — | — | — | 7/98 = = 0,07 | 0/98 = = 0 | (0-0)/80 = = 0 | |||
| Январь, 3-я декада | 12/105 = = 0,11 | 3/105 = = 0,02 | (3-3)/65 = = 0 | ||||||
| Февраль, 1 -я декада | 8/110 = = 0,07 | 2/110 = = 0,02 | (2-1)/90 = = 0,01 | ||||||
| Февраль, 2-я декада | 3/90 = = 0,03 | 3/90 = = 0,03 | (1-1)/81 = = 0 |
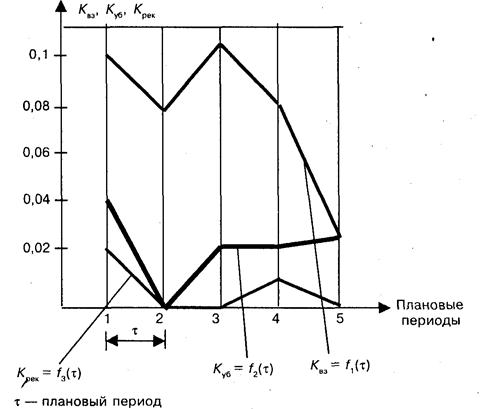
Рис. 75.3. Графики изменения показателей качества
Анализ исходит из того, что: 1) при нормальном функционировании производства КВЗ > Ку6 > КРЕK; 2) допускаемое колебание не должно превышать оговорённого риска заказчика b. Если b = 5%, то процесс допустим, если это не тенденция, а случайное отклонение; 3) если тенденция показывает, что Коэффициенты возрастают, то производство оценивается отрицательно.
Схемы сертификации и их выбор
Выбор схемы сертификации осуществляется в зависимости от конкретной продукции и условий ее производства. В соответствии с документом «Система сертификации. Гост Р. Порядок проведения сертификации продукции. Общие требования» выбор схемы осуществляется:
при обязательной сертификации (Госстандарт России);
при добровольной сертификации (органы по сертификации с учетом предложений заявителя).
В международной практике используются разнообразные схемы сертификации, которые в систематизированном виде представлены в табл. 15.3.
Все схемы сертификации в зависимости от участия в них сторонних организаций подразделяются на сертификацию самим изготовителем (самосертификация) и сертификацию третьей стороной.
В соответствии с терминологией ИСО самосертификацию трактуют как «заявление поставщика о соответствии продукции» и это единственная процедура, где отсутствует третья сторона.
При выборе схемы сертификации учитываются особенности каждой схемы, но обращают внимание на то, что сами сертификаты имеют три вида:
А — на каждое отдельно взятое изделие;
Б — на партию одновременно изготовленных изделий;
В — на весь объем продукции, выпущенной за некоторый период времени, который определяет срок действия сертификата.
Таблица 15.3
Схемы сертификации
Для удобства выбора возможные варианты схем сертификации представлены в виде номограммы, приведенной в табл. 15.4.Таблица 15.4
Номограмма выбора номера схемы сертификации
Номограмма отчасти объясняет многообразие схем сертификации и показывает… Методика выбора схемы сертификацииРис. 15.4. Матрицы выбора схем сертификации
На этапе 2 по сочетанию факторов j1 — j5 определяется вектор-перечень возможных схем сертификации. Наглядным считается запись вектора в виде перечня цифр, где 0 обозначает неприемлемость схемы сертификации, а цифра — номер допускаемой схемы.
Например, для рассмотренного выше случая, запись имеет вид:
0, 0, 3, 0, 5, 0, 7, 0
(восемь цифр).
Дальнейший выбор схем производится по информации, указанной в векторе-перечне.
Этап 3.Осуществляется окончательный выбор схемы сертификации с учетом дополнительных факторов, не использованных на этапе 2.
Для удобства рассмотрения построена табл. 15.5, в которой с правой стороны приведены векторы-перечни предположительных схем сертификации с учетом дополнительных факторов, а слева дополнительные факторы j6 ... j 12 В.
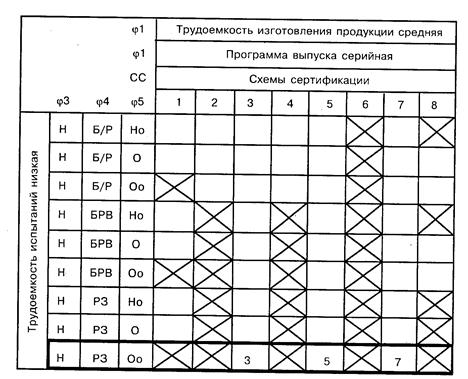
Рис. 15.4. Фрагмент матрицы выбора схемы сертификации.
Таблица 15.5
Рекомендации по выбору схем сертификации
Далее, путем пересечения вектора-перечня по этапу №2 и предпочтительного вектора по этапу 3, окончательно выбирается схема сертификации. Факторы j6 ... j 12 имеют следующий смысл: j6 — структура себестоимости продукции (в себестоимости преобладают материалы и комплектующие, поставляемые другими…ИДО Учебный курс "Управление качеством" спец. 061100 и 061500
1. Предмет «Управление качеством». Цель курса. 2. Понятие качества. 3. Необходимость повышения качества.УПРАВЛЕНИЕ КАЧЕСТВОМ
Учебник
Редактор И. В. Башнина
Корректор Э.Б. Прудникова
Оформление серии Е.А. Доний
Компьютерная верстка С.М. Майоров
ЛР № 070824 от 21.01.93
Подписано в печать 20.12.99.
Формат 60x88/16. Печать офсетная. Усл. печ. л. 13,23.
Доп. тираж 5000 экз. Заказ № 12 45
Издательский Дом «ИНФРА-М»
127214, Москва, Дмитровское ш., 107.
Тел.: (095) 485-70-63; 485-71-77.
Факс: (095) 485-53-18: Робофакс: (095) 485-54-44.
E-mail: books@infra-m.ru
http://www.infra-m
Отпечатано в ОАО "Типография №9"
109033, Москва, ул. Волочаевская, д.40
(095) 362-89-59
1 Вопросы организации производства в США: Отчет британского совета по производительности / Пер. с англ. М.: ИИЛ, 1956. С. 27.
2 Харрингтон Дж. X. Управление качеством в американских корпорациях/ Пер. с англ. М.: Экономика, 1990. С. 29—30.
3 См., например, в кн.: Управление качеством продукции. Справочник. М.: Изд-во стандартов, 1985. 404 с.
4 Так, знаменитые тульские самовары изготавливали из отходов производства
латунных артиллерийских гильз.
5 Характеризуя управления качеством в ВПК, авторы опираются на личный опыт.
6 Как работают японские предприятия. М.: Экономика, 1989. С. 76.
7 Семь инструментов качества в японской экономике. М.: Издательство стандартов, .1990. С. 6.
8 Иногда специалисты в области качества называют жизнь продукции, изделия «жизненным циклом». Этого следует, по возможности, избегать, так как экономисты под жизненным циклом понимают период существования товара на рынке.
9 К сожалению, это заблуждение проникло даже в некоторые учебники.
10 Басовский Л. Е. Теория экономического развития. Тула: Тул. гос. пед. ун-т, 1998. С. 31, 70.
11 Глазьев С. Ю. Теория долгосрочного технико-экономического развития. М.: ВлаДар, 1993. С. 24.
12 Маевский В. Введение в эволюционную экономику. М.: Япония сегодня, 1997. С. 88.
13 Мючиелли Ж.-Л. Международные экономические отношения / Пер. с франц. М.: ССАТ, 1995. С. 50, 57, 63.
14 Мерсер Д. ИБМ. Управление самой преуспевающей корпорацией мира. Пер. с англ. М.: Прогресс, 1991. С. 224.
15 Функционально-стоимостный анализ издержек производства/Под ред. Б.И. Майданчика. М.: Финансы и статистика, 1988. С. 256—257.
16 Шонесен О. Принципы управления фирмой. Пер. с англ. М.: Прогресс, 1989. С. 37.
– Конец работы –
Используемые теги: управление, качеством0.048
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: УПРАВЛЕНИЕ КАЧЕСТВОМ
Что будем делать с полученным материалом:
Если этот материал оказался полезным для Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.141 сек.
Новости и инфо для студентов