рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Менеджмент
- /
- ЗОЛОТЫЕ ПРАВИЛА УПРАВЛЕНИЯ РАБОЧИМ МЕСТОМ GEMBA.. 31
Реферат Курсовая Конспект
ЗОЛОТЫЕ ПРАВИЛА УПРАВЛЕНИЯ РАБОЧИМ МЕСТОМ GEMBA.. 31
ЗОЛОТЫЕ ПРАВИЛА УПРАВЛЕНИЯ РАБОЧИМ МЕСТОМ GEMBA.. 31 - раздел Менеджмент, ...
|
Словарь 7
ГЛАВА ПЕРВАЯ
ВВЕДЕНИЕ В КОНЦЕПЦИЮ KAIZEN 14
ОСНОВНЫЕ ПОНЯТИЯ КОНЦЕПЦИИ KAIZEN.. 15
Основные системы стратегии kaizen.. 19
ГЛАВА ВТОРАЯ
GEMBA KAIZEN 23
GEMBA И АДМИНИСТРАЦИЯ.. 24
ДОМ РАБОЧЕГО МЕСТА GEMBA.. 28
«ПЯТЬ С» РАЦИОНАЛЬНОГО ВЕДЕНИЯ ХОЗЯЙСТВА.. 29
УСТРАНЕНИЕ БЕСПОЛЕЗНЫХ ДЕЙСТВИЙ MUDA.. 30
ЗОЛОТЫЕ ПРАВИЛА УПРАВЛЕНИЯ РАБОЧИМ МЕСТОМ GEMBA.. 31
ПРИМЕНЕНИЕ ЗОЛОТЫХ ПРАВИЛ.. 39
ГЛАВА ТРЕТЬЯ
КАК УПРАВЛЯТЬ КАЧЕСТВОМ, СТОИМОСТЬЮ И ДОСТАВКОЙ НА РАБОЧЕМ МЕСТЕ GEMBA 40
УПРАВЛЕНИЕ КАЧЕСТВОМ НА РАБОЧЕМ МЕСТЕ GEMBA.. 43
СНИЖЕНИЕ СТОИМОСТИ НА РАБОЧЕМ МЕСТЕ GEMBA.. 47
ДОСТАВКА.. 51
УЛУЧШЕНИЕ КАЧЕСТВА И СНИЖЕНИЕ ЦЕНЫ СОВМЕСТИМЫ... 52
ГЛАВА ЧЕТВЕРТАЯ
СТАНДАРТЫ 52
КЛЮЧЕВЫЕ ОСОБЕННОСТИ СТАНДАРТОВ.. 55
МАШИНОСТРОИТЕЛЬНЫЙ ЗАВОД ТОЙОДА (TOYODA) 57
KAIZEN/1SO 9000/QS 9000. 58
ГЛАВА ПЯТАЯ
5S: ПЯТЬ ШАГОВ ВЕДЕНИЯ ХОЗЯЙСТВА 59
ГЛАВА ШЕСТАЯ
БЕСПОЛЕЗНЫЕ ДЕЙСТВИЯ MUDA 67
ГЛАВА СЕДЬМАЯ
ФУНДАМЕНТ ДОМА РАБОЧЕГО МЕСТА GEMBA 75
ПОСТРОЕНИЕ САМОДИСЦИПЛИНЫ... 79
ГЛАВА ВОСЬМАЯ
ВИЗУАЛЬНОЕ УПРАВЛЕНИЕ В «ПЯТЬ М». 81
ВИЗУАЛЬНОЕ УПРАВЛЕНИЕ В «ПЯТИ S». 83
ВНЕДРЕНИЕ СТАНДАРТОВ.. 83
ПОСТАНОВКА ЦЕЛЕЙ.. 84
ГЛАВА ДЕВЯТАЯ
РОЛЬ РУКОВОДИТЕЛЯ В УПРАВЛЕНИИ РАБОЧИМ МЕСТОМ GEMBA 86
УТРЕННИЙ РЫНОК АСАЙЧИ (ASAICHI) 93
ПСЕВДО-УПРАВЛЕНЧЕСКИЕ ФУНКЦИИ РУКОВОДИТЕЛЕЙ НА РАБОЧЕМ МЕСТЕ GEMBA 98
ГЛАВА ДЕСЯТАЯ
ОБЯЗАННОСТИ И ОТВЕТСТВЕННОСТИ УПРАВЛЯЮЩИХ РАБОЧЕГО МЕСТА (GEMBA) 99
ДОЛЖНОСТНЫЕ ИНСТРУКЦИИ ДЛЯ УПРАВЛЯЮЩИХ КОМПАНИИ "ТАМ'(TOYOTA ASTRA MOTOR COMPANY) 101
Основные обязанности супервайзеров касаются рабочего персонала: 104
КАТЕГОРИИ, КОТОРЫМИ НЕОБХОДИМО УПРАВЛЯТЬ НА РАБОЧЕМ МЕСТЕ (GEMBA) 105
РАЗВИТИЕ ПЕРСОНАЛА.. 112
ВЫЯВЛЕНИЕ ПОТЕНЦИАЛЬНЫХ ПРОБЛЕМ.. 113
ПОЛОЖИТЕЛЬНЫЕ РЕЗУЛЬТАТЫ ОТ ПРОВЕДЕНИЯ МЕРОПРИЯТИЙ КОНЦЕПЦИИ РЕШЕНИЯ ПРОБЛЕМ (KAIZEN) В КОМПАНИИ "ТОЙОТА АСТРА МОТОР" ("TOYOTA ASTRA MOTOR") 114
ГЛАВА ОДИНАДЦАТАЯ
СИСТЕМА ВЫПОЛНЕНИЯ РАБОТ "ТОЧНО В СРОК" (JUST-IN-TIME) 114
ОСНОВНЫЕ ПРОИЗВОДСТВЕННЫЕ ПРОЦЕССЫ... 114
НА ФАБРИКЕ "АЙСИН СЕЙКИ АНДЖО" (AISIN SEIKIANJO) 115
ВВЕДЕНИЕ СИСТЕМЫ ВЫПОЛНЕНИЯ РАБОТ «ТОЧНО
В СРОК» (ЛТ) НА ФАБРИКЕ "АЙСИН СЕЙКИ" (AISIN SEIKI) 121
ВЛИЯНИЕ СИСТЕМЫ ВЫПОЛНЕНИЯ РАБОТ «ТОЧНО В СРОК» (ЛТ) НА ДРУГИЕ ОТРАСЛИ ПРОМЫШЛЕННОСТИ.. 123
ГЛАВА ДВЕНАДЦАТАЯ 125
СИСТЕМА ВЫПОЛНЕНИЯ РАБОТ «ТОЧНО В СРОК» (JUST-IN-TIME) В КОМПАНИИ "ВИРМОЛД" (WIREMOLD) 125
ГЛАВА ТРИНАДЦАТЬ 133
ОТПРАВЛЯЯСЬ НА РАБОЧЕЕ МЕСТО (gemba) 133
ДВУХДНЕВНАЯ ПРОГРАММА КОНЦЕПЦИИ РЕШЕНИЯ ПРОБЛЕМ (KAIZEN) 135
КОНТРОЛЬНЫЕ СПИСКИ КАК СРЕДСТВО КОНЦЕПЦИИ РЕШЕНИЯ ПРОБЛЕМ (KAIZEN) 137
КОНЦЕПЦИЯ РЕШЕНИЯ ПРОБЛЕМ НА РАБОЧЕМ МЕСТЕ (GEMBA KAIZEN) В ИНСТИТУТЕ KAIZEN.. 139
СОЦИОЛОГИЧЕСКИЕ ИССЛЕДОВАНИЯ.. 141
Компания «МК Электроник» (МК Electronics Company) 141
Предугадывание ожиданий клиента в компании «Уолт Дисней Уорлд» (Walt Disney World) 144
«Пресс упал дважды!»пять пунктов по технике безопасности в цехе по изготовлению прессов 147
Принцип домашнего очага, самодисциплины и стандарты компании «Токай Шин-ай Электронике» (Tokai Shin-ei Electronics) 149
Ответ в папках: рабочее место, концепция решения проблем, исследование и разработка (gernba, kaizen, R&D) 154
Как система «Пять «С» (5S) исключила необходимость переезда на заводе по производству фильер. 156
Чистота - ключ к успеху компании «Дайваджитсугио» (Daiwajitsugyo) 157
Как можно использовать концепцию решения проблем («kaizen») в технологии продаж 163
Система оценки усилий, предпринятых сотрудником: Доллары за качество. 164
Изменения в корпоративной культуре: 165
Применение концепции решения проблем (kaizen) в компании «Лэйлэнд Траке» («Leyland Trucks») 172
ПЕРЕНИМАЯ ОПЫТ У КОМПАНИИ LOBRO.. 179
АДАПТАЦИЯ К ИЗМЕНЕНИЮ РЫНКА: КОМПАНИЯ «СИМЕНС ОСТКАМП» (SIEMENS OOSTKAMP) 187
ПОДДЕРЖАНИЕ КОНЦЕПЦИИ KAIZEN В ДЕЙСТВИИ.. 190
РЕШАЯ ПРОБЛЕМЫ КАЧЕСТВА НА РАБОЧЕМ МЕСТЕ; БЕЗОПАСНОСТЬ В КОМПАНИИ «TRES CRUCES». 191
КАЧЕСТВО В МЕДИЦИНСКОМ КОНТЕКСТЕ: 200
КЛИНИКА ИНОУ (INOUE) 200
РАЗВИТИЕ ЛОГИСТИКИ В КОМПАНИИ «МАТАРАЦЦО» (MATARAZZO) 204
ОПЫТ KAIZEN В КОМПАНИИ «АЛЬПАРГАТАС». 206
ВСЕ ВНИМАНИЕ ИНФОРМАЦИИ: ИНФОТЕК. 217
ПОДДЕРЖКА ВЫСШЕГО РУКОВОДСТВА "ФИДЕЛИТИ ИНВЕСТМЕНТС" (FIDELITY INVESTMENTS) 221
ОЦЕНКА И УСОВЕРШЕНСТВОВАНИЕ ПРОЦЕССА (PMI) 226
ОБУЧЕНИЕ В ЦЕНТРЕ ВНИМАНИЯ: КОНЦЕПЦИЯ РЕШЕНИЯ ПРОБЛЕМ (KAIZEN) НА ПРЕДПРИЯТИИ "ЛУКАС АВТОМОТИВ" (LUCAS AUTOMOTIVE) 229
КОНЦЕПЦИЯ РЕШЕНИЯ ПРОБЛЕМ (KAIZEN) В СТРАХОВОЙ КОМПАНИИ «ЛА БУЭНОС АЙРЕС» («LA BUENOS AIRES») 231
КОНЦЕПЦИЯ РЕШЕНИЯ ПРОБЛЕМ (KAIZEN) В «КОМПАНИИ А» В ЕВРОПЕ.. 236
Как избежать трудностей при использовании концепции решения проблем (kaizen) 241
Мой опыт работы с. 243
концепцией решения проблем (kaizen) 243
Словарь
Ask why five times: Задайте вопрос почему?пять раз. Принцип на основе здравого смысла, позволяющий определить основную причину той или иной… Check gembutsu - Проверьте gembutsu (материальные объекты) - обследуйте… Conformance: Соответствие- положительный показатель или суждение о том, что продукт или услуга соответствует…Don'tget it, don't make it, don't send it; He берите это, не делайте этого, не
рый формирует мнение о том, что качество является первым приоритетом в любой программе QCD, например, не принимайте за основу самое низкое качество… Failure Tree Analysis: Анализ «Древо ошибок»:применяется для того, чтобы анализировать и избегать в дальнейшем любые…JK(jishu kanri): Jishu kanri по-японски означает независимое управление.
Концепция Kaizen:Основные понятия, которые необходимо осознать и внедрить в практическое применение в ходе внедрения концепции kaizen. Kaizen и менеджмент; Процесс в сравнении с результатом; Следование… (планирование-выполнение-проверка-действие)/Just-in-time production system
Система производства строго по рабочему графику; система выполнения работ точно в срок
Total productive maintenance
• Policy deployment • Развёртывание политики • Suggestion systemMuda: На японском языке слово "Muda" означает «отходы», «отбросы».
Устранение бесполезных действий Muda кратко излагает концепцию доступного малозатратного подхода к усовершенствованию. Мига: На японском языке слово означает «нерегулярность» или «изменчивость».… One-piece flow: Только одна обрабатываемая детальдолжна перемещаться из одного процесса в другой для того, чтобы…Scare report: См. Hiyari report.
Simultaneous realization of QCD: Одновременная реализация QCD:Высшее руководство должно быть уверено в том, что все уровни компании работают над… Small-group activity: Деятельность небольших групп:Деятельность работников… Standardization: Стандартизация:- один из трёх основных видов деятельности в gemba kaizen и означает документальное…ГЛАВА ПЕРВАЯ
ВВЕДЕНИЕ В КОНЦЕПЦИЮ KAIZEN
С 1986 года, года выхода в свет книги о концепции Kaizen (Ключ к успеху японской конкурентоспособности), термин kaizen стал восприниматься в качестве одного из ключевых понятий в менеджменте.
В 1993 году в издание нового словаря английского языка (the New Shorter Oxford English Dictionary) вошло слово kaizen. * (В этом словаре термин Kaizen трактуется как постоянное усовершенствование работы на практике, повышение эффективности работы, и т.д., и как философия бизнеса). Таким образом, понятие kaizen наконец получило признание в английском словаре. Читатели, не знакомые с kaizen могут начать чтение данной книги с небольшого словаря терминов, имеющих отношение к концепции kaizen. Для тех же, кто уже знаком с понятием kaizen, данная глава будет носить скорее обзорный характер.
Японское слово kaizen означает постоянное усовершенствование. Речь идёт о процессе усовершенствования, в котором участвуют все - и управленцы, и рабочие - и на это уходит относительно немного средств. Философия kaizen заключается в том, что наш образ жизни, - будь то работа, общественная деятельность, дом, - должен сосредотачиваться на постоянных усилиях к усовершенствованию. Данное понятие является настолько естественным и очевидным для большинства японцев, что они даже не осознают, что владеют подобным знанием! По моему мнению, концепция kaizen сыграла важную роль в успехе японской конкурентоспособности.
Хотя улучшения, достигаемые путём реализации концепции kaizen, проходят медленно и малозаметны, спустя какое-то время это приводит к весьма значительным результатам.
Необходимо заметить, что институт (Kaizen Institute AG), а так же его филиалы и получившие лицензию обладают эксклюзивными правами использовать торговые марки ® as well as gemba kaizen,® в качестве зарегистрированных торговых марок в крупнейших странах мира.
Понятие kaizen служит объяснением тому, почему в Японии компании не могут оставаться неизменными в течение долгого времени. Между тем, западный менеджмент поклоняется нововведениям: важным изменениям в научно-технических достижениях; недавним свежим идеям по поводу понятий менеджмента и техник производства. Нововведение драматично, и требует большого внимания. Концепция же Kaizen, с одной стороны, не представляет собой ничего драматичного; это процесс тонкий. В то время как нововведение подобно выстрелу, и результаты его сомнительны, процесс kaizen основывается на здравом смысле, на его реализацию не требуется много средств; процесс этот обеспечивает медленно нарастающий прогресс, который в конце концов окупается. Kaizen так же является подходом с минимальными рисками. Управленцы всегда могут вернуться на прежний путь, не произведя крупных затрат.
Большинство уникальных практических понятий менеджмента, таких как полный контроль качества, или контроль качества на уровне компании, рабочие группы по качеству, и наш стиль отношений на работе можно свести к одному слову: kaizen. Когда термин kaizen употребляется в контексте таких нашумевших понятий, как производительность, полный контроль качества (TQC), эффект зеро (ZD), система работы строго по рабочему графику (ЛТ), система подсказок, вырисовывается ясная картина, что же происходит в японской промышленности.
Подобно зонтику, что собирает вместе тех, кого дождь застал врасплох, концепция Kaizen объединяет все практические навыки. Однако, спешу отметить, что вовсе необязательным является применение всех этих практических навыков в японском менеджменте, и их следует рассматривать скорее в качестве принципов, основанных на здравом смысле, применяемых управленцами повсюду.
Следуя правильным шагам и правильно выполняя различные процессы, любая компания, не зависимо от национальной принадлежности, неоспоримо получит пользу от реализации концепции Kaizen.
ОСНОВНЫЕ ПОНЯТИЯ КОНЦЕПЦИИ KAIZEN
• Kaizen и менеджмент • Процесс в сравнении с результатом • Следование циклам PDCA/SDCAKAIZEN И МЕНЕДЖМЕНТ
РИСУНОК 1-2. (стр 3) Процесс улучшения распадается на две части: нововведение…ПРОЦЕСС В СРАВНЕНИИ С РЕЗУЛЬТАТОМ
Подход, ориентированный на процесс, должен применяться в ходе введения различных стратегий kaizen: цикл планирование-выполнени-проверка-действие…СЛЕДОВАТЬ ЦИКЛАМ PDCA/SDCA
Планирование имеет отношение к тому, чтобы установить объект усовершенствования (так как концепция kaizen представляет собой стиль жизни, а любой…КАЧЕСТВО НА ПЕРВОМ МЕСТЕ
ГОВОРИТЬ, ОПЕРИРУЯ ДАННЫМИ
СЛЕДУЮЩИЙ ПРОЦЕСС - ЭТО ПОТРЕБИТЕЛЬ
Большинство работающих в организациях людей имеют дело с внутренним потребителем. Эта реализация должна вести к обязательству никогда не передавать…Основные системы стратегии kaizen
• Полный контроль качества/управление при помощи полного контроля качеством • Система производства строго по рабочему графику; система выполнения работ … • точно в срок; (Производственная система компании "Toyota")Полный контроль качества/управление при помощи полного контроля качеством
Один из принципов японского менеджмента - полный контроль качества (TQC), d в котором на ранних стадиях развития делался уклон в сторону контроля за… Этот процесс задействовал систему, включающую в себя все аспекты управления, и… Рассматривая действия, связанные с понятиями (TQC)/ (TQM) в качестве составляющих стратегии kaizen, мы яснее понимаем…Полный контроль за износом оборудования и поломками.
Так же как TQM, вовлекающий в процесс контроля всех членов организации, в систему ТРМ вовлечены все на заводе. Пять «С» рационального ведения… Развёртывание политики. Не смотря на то, что стратегия kaizen имеет целью произвести улучшения, её влияние может ограничиваться, если в…Система подсказок
Деятельность малых групп
Уникальная цель стратегии kaizen
качество, цена и расписание (QCS). С тех пор термин (QCD) сменил термин QCS в общепринятой терминологии. Качество относится не только к качеству готовых товаров или услуг, но и к…ГЛАВА ВТОРАЯ
GEMBA KAIZEN
В японской промышленности слово gemba почти так же популярно, как kaizen. Джуп Бокерн (Joop Bokern), один из первых консультантов по системе решения… Все виды бизнеса используют три основных мероприятия, прямо связанных с… В более узком смысле, однако, gemba означает место, где формируются товары или услуги. В этой книге указанное слово…GEMBA И АДМИНИСТРАЦИЯ
РИСУНОК 2-1. В этом ракурсе отношений рабочее место gemba-администрация роль… Администрация существует для того, чтобы помогать людям на рабочем месте gemba выполнять свою работу лучше с помощью…ДОМ РАБОЧЕГО МЕСТА GEMBA
На рисунке 2-3, Дом Рабочего Места Gemba, показан «вид с птичьего полета» на мероприятия по достижению QCD на рабочем месте gemba. Компания,…СТАНДАРТИЗАЦИЯ
Эффективное ежедневное управление ресурсами требует наличия стандартов. Каждый раз, когда возникают проблемы или непостоянства, менеджер должен… Если правильно применить, система решения проблем kaizen может повысить… Стандартизация на рабочем месте gemba часто означает перевод технологических и инженерных требований, указанных…ПЯТЬ С» РАЦИОНАЛЬНОГО ВЕДЕНИЯ ХОЗЯЙСТВА
Недавно, перед тем, как начать сборочные операции в Европе, японский производитель автомобилей послал менеджеров по закупке с визитом к нескольким… Находясь в замешательстве, директор завода попросил: «Пожалуйста, расскажите о…УСТРАНЕНИЕ БЕСПОЛЕЗНЫХ ДЕЙСТВИЙ MUDA
Клиенты не оплачивают действия компании, не приносящие ей дохода. Почему же тогда так много людей на рабочем месте gemba оказываются вовлечены в… Менеджер одной фабрики как-то раз посчитал, сколько проходит рабочий по… Однажды, когда я был в Аэропорте Далласа в Техасе, мне понадобилось подтвердить свой билет, чтобы пересесть на рейс…ЗОЛОТЫЕ ПРАВИЛА УПРАВЛЕНИЯ РАБОЧИМ МЕСТОМ GEMBA
Оставаться в тесном контакте с рабочим местом и понимать его gemba является первым шагом в эффективном управлении производством. Вот пять золотых…СНАЧАЛА ИДИТЕ НА РАБОЧЕЕ МЕСТО GEMBA
Кристианто Яхъя (Kristianto Jahja), консультант по системе решения проблем kaizen, работавший на совместном предприятии в Индонезии группы «Астра» и… И так Кристианто смотрел и смотрел. Прошло полчаса, потом час. По мере того,… Здесь Кристианто попросили описать, что он видел. Ему задали конкретные вопросы типа: «Что вы видели?» и «Что вы…ПРОВОДИТЕ СТАНДАТИЗАЦИЮ ДЛЯ ПРЕДОТВРАЩЕНИЯ ПОВТОРЕНИЯ ПРОБЛЕМЫ
Таким образом, каждое отклонение влечет за собой проект по системе решения проблем kaizen, что в итоге должно привести либо к введению нового… Одним определением стандарта является лучший способ выполнения работы. Если… В Джиоджи Фудс (Giorgi Foods, Inc.), в Темпл, Пенсильвания, административные комнаты были расположены на верхнем…ПРИМЕНЕНИЕ ЗОЛОТЫХ ПРАВИЛ
Факс становится неотъемлемым инструментом бизнеса. Как консультант по системе решения проблем kaizen, проводящий более чем половину всего времени в… Я постарался представить себя на месте генерального менеджера отеля,… Если бы я на самом деле был генеральным менеджером отеля, я бы, после наблюдения такой ситуации, собрал совещание с…ГЛАВА ТРЕТЬЯ
КАК УПРАВЛЯТЬ КАЧЕСТВОМ, СТОИМОСТЬЮ И ДОСТАВКОЙ НА РАБОЧЕМ МЕСТЕ GEMBA
Качество, стоимость и доставку нельзя четко отделить друг от друга. Скорее, они тесно взаимосвязаны. Нецелесообразно покупать некачественные товары, какой привлекательной ни была бы их цена. Бессмысленно предлагать товары или услуги хорошего качества и по привлекательной цене, если их невозможно доставить вовремя, чтобы удовлетворить потребности клиента, и в таком количестве, какое ему нужно.
КАЧЕСТВО: БОЛЬШЕ, ЧЕМ ПРОСТО РЕЗУЛЬТАТ
Рисунок 3-1, диаграмма системы поддержки качества Toyota Machine Works, показывает, как предпринимаются постоянные меры по обеспечению качества в… См. РИСУНОК3-1. Диаграмма системы Обеспечения Качества. Планирование Номенклатуры Изделий 2 (точка зрения производителя), Создание и Тестирование Прототипа, Мероприятия по…УПРАВЛЕНИЕ КАЧЕСТВОМ НА РАБОЧЕМ МЕСТЕ GEMBA
Чтобы снизить непостоянство, администрация должна установить стандарты, поспособствовать установлению самодисциплины у рабочих для поддержания… Администрация должна создать условия для коллективной работы, поскольку… Однажды мне довелось посетить завод, директор которого гордился своими достижениями в системе Статистического…СНИЖЕНИЕ СТОИМОСТИ НА РАБОЧЕМ МЕСТЕ GEMBA
1. Планирование затрат с целью максимально увеличить разрыв между затратами и прибылью 2. Всеохватывающее снижение затрат на рабочем месте gemba 3. Планирование инвестиций высшим руководствомДОСТАВКА
Система работы точно в срок (ЛТ) относится к вопросам стоимости и доставки, но может быть введена, только если имеется хорошая система обеспечения… Что тоже важно, ЛТ направлена на доставку. Обычный подход - доставлять товары… Можно реализовать улучшенное качество, стоимость и доставку одновременно путем включения различных систем управления,…УЛУЧШЕНИЕ КАЧЕСТВА И СНИЖЕНИЕ ЦЕНЫ СОВМЕСТИМЫ
Предположим, что в качестве конкурента появляется новая компания. В этой компании придерживаются мнения, что хорошее качество и низкие цены… Одновременная реализация QCD: это задача, над которой следует работать…ГЛАВА ЧЕТВЕРТАЯ
СТАНДАРТЫ
Повседневный бизнес функционирует согласно определенным согласованным формулам. Эти формулы, если их записать в явной форме, становятся стандартами. Успешное управление в повседневной жизни сводится к одному правилу: поддерживайте и улучшайте стандарты. Это означает не только придерживаться текущих технологических, управленческих и производственных стандартов, но также улучшать текущие процессы, чтобы поднять стандарты на более высокие уровни.
ПОДДЕРЖИВАЙТЕ И УЛУЧШАЙТЕ СТАНДАРТЫ
Если существуют стандарты, и рабочие выполняют свою работу согласно этим стандартам без отклонений, то процесс находится под контролем. Следующий… В обоих циклах конечный этап цикла, действие (act) относится к стандартизации… Давайте здесь обратимся к анекдоту из Главы 2 о том, как портье в гостинице неправильно обращался с факсимильными…ОПЕРАЦИОННЫЕ СТАНДАРТЫ
Стандарты, на которые есть ссылка в данной книге, являются операционными, и они указывают на большое несоответствие между японскими и западными… В предельных случаях, стандарты на Западе видятся как что-то, выходящее за…КЛЮЧЕВЫЕ ОСОБЕННОСТИ СТАНДАРТОВ
1. Отражать лучший, наилегчайший и самый безопасный способ выполнения работы. Стандарты отражают многолетние мудрость и ноу-хау рабочих по… 2. Предлагать лучший способ сохранения ноу-хау и опыта. Если рабочий знает… 3. Обеспечивать способ измерения производительности труда. Имея установленные стандарты, менеджеры могут оценить…ИСТОРИЯ KAIZEN
История kaizen следует циклу «планирование-выполнение-проверка-действие» (PDCA). Шаги с 1 по 4 относятся к Р (плану), шаг 5 относится к В… Различные инструменты решения проблем часто показывают в истории kaizen с… *В Японии обычно используется термин «История QC». Принимая во внимание тот факт, что термин история kaizen чаще…KAIZEN/1SO 9000/QS 9000
В терминах kaizen, стандарты являются лучшим способом выполнять работу, и системы решения проблем kaizen на рабочем месте gemba, такие как… Как только стандарты установлены, должно последовать улучшение этих… Порой руководитель какого-либо предприятия, подготавливаясь к сертификации ISO 9000 или QS 9000, может сказать,…ГЛАВА ПЯТАЯ
S: ПЯТЬ ШАГОВ ВЕДЕНИЯ ХОЗЯЙСТВА
Как показывает Рисунок 2-3, стандартизация, 5S (хозяйствование) и устранение бесполезных действий muda являются тремя оплотами системы решения… Эти меры не включают в себя новых теорий и технологий управления. На самом…ПЯТЬ ШАГОВ ГРАМОТНОГО ВЕДЕНИЯ ХОЗЯЙТВА
1. Seiri: Разделяйте обязательные и необязательные предметы на рабочем месте gemba и избавляйтесь от последних. 2. Seiton: Организуйте все предметы, оставшиеся после seiri, по порядку.ВВЕДЕНИЕ В ДЕЙСТВИЕ 5S
Концепция Kaizen придает смысл процессу в такой же степени, что и результат. Чтобы вовлечь людей в продолжение их усилий по kaizen администрация должна аккуратно спланировать, организовать и выполнить проект. Менеджеры часто хотят получить результат как можно скорее, пропустив жизненно важный процесс. 5S - не фантазия или модная новинка, а неотъемлемая часть повседневной жизни. Поэтому любой kaizen проект требует включения следующих шагов.
Поскольку kaizen работает с человеческим сопротивлением переменам, первым шагом будет ментально подготовить работников принять 5S перед тем, как кампания начнётся. В качестве предварительной меры для 5S следует выделить время для обсуждения философии и преимуществ 5S.
• Создание чистой, гигиенической, приятной и безопасной рабочей среды.
• Оживление gemba и заметное улучшение морали и мотивации работников.
• Устранение различных видов muda путем минимизации необходимости поиска инструментов, придания работе операторов большей легкости, облегчение физически тяжелой работы и освобождение пространства.
Администрация также должна понять многочисленные преимущества 5S на рабочем месте gemba для всей компании:
• Помощь работникам выработать самодисциплину; дисциплинированные работ
ники всегда заняты в 5S, проявляют положительный интерес к системе решения проблем kaizen, и от них можно ожидать неуклонного следования стандартам.
• Выделение многих типов бесполезных действий muda на рабочем месте gemba;
осознание проблемы является первым шагом в устранении пустых затрат.
• Устранение бесполезных действий muda на рабочем месте gemba улучшает процесс 5S.
• Выявление отклонений, таких как брак и излишки продукции.
• Снижение количества ненужного движения, такого как различные прогулки туда-
сюда и слишком тяжелая работа.
• Учет проблем, связанных с дефицитом материалов, разбалансировкой линий, поломками оборудования и задержками доставки, которые должны быть определены визуально и, таким образом, решены.
• Решение заметных проблем с логистикой в gemba простыми способами.
• Придание проблемам качества заметности.
• Улучшение эффективности работы и снижение стоимости операций.
• Сокращение количества промышленных несчастных случаев путем устранения масляных и скользких полов, загрязненной среды, грубой одежды и небезопасных операций. Seiso, в частности, повышает надежность механизмов, таким образом освобождая время инженеров по техническому обслуживанию для работы с теми машинами, которые подвержены внезапным отказам. В результате инженеры могут сконцентрироваться на более насущных проблемах, таких как планово-предупредительный ремонт, прогнозируемый ремонт и создание оборудования, не требующего обслуживания, в сотрудничестве с конструкторскими отделами.
Поняв эти преимущества и убедившись в том, что работники их понимают, администрация может продвинуться дальше с помощи проекта системы решения проблем kaizen.
ГЛАВА ШЕСТАЯ
БЕСПОЛЕЗНЫЕ ДЕЙСТВИЯ MUDA
Японское слова «muda» означает бесцельную растрату, но само слово имеет более глубокий подтекст. Работа есть последовательность процессов или шагов,… 1. Бесполезные действия Muda в сфере перепроизводства 2. Бесполезные действия Muda в области запасовБЕСПОЛЕЗНЫЕ ДЕЙСТВИЯ MUDA В СФЕРЕ ПЕРЕПРОИЗВОДСТВА
В системе работ точно в срок, однако, оказаться впереди производства оказывается хуже, чем оказаться позади него. Производство большего количества… потребление сырья до того, как оно реально потребуется; расточительное… • Производить настолько много, насколько много у нас получается в процессе,БЕСПОЛЕЗНЫЕ ДЕЙСТВИЯ MUDA В ОБЛАСТИ ЗАПАСОВ
В то время, как лишние предметы лежат в запасах и собирают на себя пыль, не приносится никакого дохода. Их качество падает со временем. Еще хуже то,… Более низкие уровни запасов помогают нам увидеть области, на которые следует…БЕСПОЛЕЗНЫЕ ДЕЙСТВИЯ MUDA В ОБЛАСТИ РЕМОНТА/БРАКА
Поставщики часто жалуются на большое количество бумажной работы и на множество изменений в дизайне при работе с клиентами. В более широком смысле в…БЕСПОЛЕЗНЫЕ ДЕЙСТВИЯ MUDA - ДВИЖЕНИЯ ТУДА-СЮДА
Чтобы заметить muda движения туда-сюда, нам нужно внимательно посмотреть на то, как операторы используют свои руки и ноги. Затем нам придется…БЕСПОЛЕЗНЫЕ ДЕЙСТВИЯ MUDA В ОБЛАСТИ ОБРАБОТКИ
Расходы в обработке также происходят во многих случаях от сбоев в синхронизации процесса. Операторы часто пытаются выполнить работу по обработке…БЕСПОЛЕЗНЫЕ ДЕЙСТВИЯ MUDA ВО ВРЕМЯ ОЖИДАНИЯ
БЕСПОЛЕЗНЫЕ ДЕЙСТВИЯ MUDA ВО ВРЕМЯ ТРАНСПОРТИРОВКИ
Вместе с излишками запасов и ненужным ожиданием muda во время транспортировки является хорошо заметной формой пустых затрат. Одной из заметных… Консультант по системе решения проблем kaizen Грег Бэк вспоминает свой опыт… В начале проекта Бэк поставил целью снижение времени настройки на 50% (настройка занимала десять часов) к концу…ГЛАВА СЕДЬМАЯ
ФУНДАМЕНТ ДОМА РАБОЧЕГО МЕСТА GEMBA
Администрация должна быть привержена постоянному выполнению этих мероприятий. Только когда администрация показывает, что обладает высокой… Большинству компаний, вводящих систему решения проблем kaizen, к сожалению, на… Марина Калькагни, оператор в Компании Джиорджио Фудс (Giorgio Foods Company), дала следующие комментарии по своему…УЧЕБНОЕ ПРЕДПРИЯТИЕ
Закладывая фундамент системы решения проблем kaizen на рабочем месте gemba, мы преследуем одно и то же — а именно построение учебного предприятия,… Обучение здесь должно быть синонимом для выполнения. Чем получать много… Вот почему мероприятия по системе решения проблем kaizen на рабочем месте gemba в Японии всегда придавали смысл…СИСТЕМА РАЦПРЕДЛОЖЕНИЙ И РАБОЧИЕ ГРУППЫ ПО КАЧЕСТВУ
Несмотря на то, что американский стиль системы рацпредложений усилил экономическую выгоду от внесения рацпредложений и обеспечил финансовые… Системы рацпредложений в настоящее время действуют на большинстве крупных… Вообще говоря, у японских менеджеров больше свободы во внедрении рацпредложений работников, чем у их западных коллег.…ПОСТРОЕНИЕ САМОДИСЦИПЛИНЫ
В своих семинарах по системе решения проблем kaizen я часто прошу участников написать, как можно помочь работникам развить самодисциплину. Вот… 1. Поощряйте шаги вперед. 2. Фиксируйте, когда работники выполняют работу правильно.ГЛАВА ВОСЬМАЯ
ВИЗУАЛЬНОЕ УПРАВЛЕНИЕ
ДЕЛАЯ ПРОБЛЕМЫ ЗАМЕТНЫМИ Проблемы должны быть видимыми на рабочем месте gemba. Если отклонение нельзя… Если бракованные детали выходят из-под сломанного пуансона в прессе, и никто не замечает брак, то скоро придется…МАШИНЫ
• Как вы узнаете, что машина производит товары высокого качества? Если рабо
тают устройства jidohka к рока-yoke (надежности), машина остановится немедленно после того, как произойдет отклонение. Когда мы видим, что машина остановилась, мы хотим знать, почему это произошло. Она остановилась согласно графику остановок? переключения и настройки? проблем с качеством? поломки машины? профилактического ремонта?
• Должны быть указаны уровень смазки, частота смены смазки и тип смазки.
• Металлические кожухи должны быть заменены прозрачными крышками, так
что операторы смогут заметить, когда произойдет сбой в работе машины.
МАТЕРИАЛЫ
• Адрес, по которому хранятся материалы, должен быть указан вместе с уровнем склада и номерами деталей. Для предотвращения ошибок следует…МЕТОДЫ
• Как руководитель узнает, выполняют ли люди работу правильно? Это можно
выяснить с помощью стандартных рабочих бланков, размещенных на каждой рабочей станции.
• Рабочие бланки должны показывать последовательность работы, время цик
ла, правила техники безопасности, контрольные точки качества и что делать в случае возникновения непостоянства.
ИЗМЕРЕНИЯ
нятно промаркированы с целью определения безопасных рабочих диапазонов. Термочувствительные ленты должны быть прикреплены к моторам для того, чтобы… • Как вы узнаете, было ли сделано улучшение, и находитесь ли вы на путь… жения цели?ВНЕДРЕНИЕ СТАНДАРТОВ
Размещение рабочих стандартов напротив рабочей станции является визуальным управлением. Эти рабочие стандарты не только напоминают рабочему о… Когда стандарты описывают то, как рабочим следует выполнят свою работу, в них… Производственные цели на день также должны быть видимыми. Цели на час и на день следует помещать на доску рядом с…ПОСТАНОВКА ЦЕЛЕЙ
Через некоторое время происходит что-то невероятное. Реальное время настройки на графике начинает следовать за заданной линией! Это происходит… Юзуру Ито (Yuzuru Itoh), бывший директор центра контроля качества на… Один из наиболее интересных опытов, в которых я принимал участие, имел дело с пайщиками на заводе по производству…ГЛАВА ДЕВЯТАЯ
РОЛЬ РУКОВОДИТЕЛЯ В УПРАВЛЕНИИ РАБОЧИМ МЕСТОМ GEMBA
Роль руководителя развилась в Японии за последние пятьдесят лет. Япония за это обязана в большей степени Программе Обучения Руководства (МТР) и… Ниже приводится справка по возникновению и развитию программ из источника… У. Эдварде Деминг, Джозеф Джуран и другие американские эксперты по праву занимают место в учебниках по истории за свою…УПРАВЛЕНИЕ ВХОДНЫМИ ПАРАМЕТРАМИ
Руководитель - это человек, ответственный за прямое руководство 20 или около того операторами на рабочем месте gemba, а также за результат. Охват… На рабочем месте gemba руководитель управляет входными параметрами с целью… Руководители компании ответственны за достижение выходных параметров QCD, но они должны управлять основными тремя М —…ОПРЕДЕЛЕНИЕ ЗАДАЧ
Однако большинство менеджеров сегодня потеряли энтузиазм в достижении целей. В частности, многие руководители рабочих мест gemba довольствуются… Постановка задач является ключевым элементом успешной работы руководителя.…СЕРТИФИКАЦИЯ ЛУЧШЕЙ ЛИНИИ ОБЕСПЕЧЕНИЯ КАЧЕСТВА
Однако крупные японские компании давно отказались от такого подхода к обеспечению качества. За исключением первой единицы поставляемого товара,… С 80-х годов, когда началось полномасштабное использование… Таким образом поставщики были обязаны пересмотреть методы обеспечения качества своих производственных линий.…Карта 3 Этапы сертификации
Рис. 9-4 (Продолжение). Системы сертификации Лучших линий QAОПРЕДЕЛЕНИЕ ЗАДАЧ
Однако большинство менеджеров сегодня потеряли энтузиазм в достижении целей. В частности, многие руководители рабочих мест gemba довольствуются… Постановка задач является ключевым элементом успешной работы руководителя.…ПСЕВДО-УПРАВЛЕНЧЕСКИЕ ФУНКЦИИ РУКОВОДИТЕЛЕЙ НА РАБОЧЕМ МЕСТЕ GEMBA
Поддержанием называется сохранение статус-кво — то есть менеджеру необходимо убедиться в том, что подчиненные соблюдают текущие стандарты в целях… Улучшение, в то же время, имеет отношение к расширению и усовершенствованию… Я полагаю, что излишек ресурсов имеет непредвиденные недостатки: отсутствует импульс для системы решения проблем…ГЛАВА ДЕСЯТАЯ
ОБЯЗАННОСТИ И ОТВЕТСТВЕННОСТИ УПРАВЛЯЮЩИХ РАБОЧЕГО МЕСТА (GEMBA)
концепция решения проблем (kaizen) в компании
'ТОЙОТА АСТРА МОТОР" (TOYOTA ASTRA MOTOR COMPANY, ТАМ)
В предыдущей главе были описаны обязанности супервайзера. Другой важной проблемой являются области ответственности супервайзера. У каждого большого промышленного комплекса существует несколько слоев управления рабочим местом (gemba), и определение их соответствующих обязанностей и ответственности зачастую является проблемой. Следующий случай применения концепции решения проблем (kaizen) в компании "Тойота Астра Мотор" (ТАМ) ярко де монстрирует, что очень важно определить объем ответственности управляющих рабочего места (gemba).
Компания 'Тойота Астра Мотор" (ТАМ) - совместное предприятие компании "Тойота Мотор" (Toyota Motor Company) и "Пи Ти Астра Интернешнл" (Р.Т. Astra International)-производит в Индонезии легковые автомобили и автомобили для коммерческих целей. Компания начала свою деятельность в 1971 году, и на сегодняшний день в ней работает 5000 сотрудников.
Несмотря на то, что данная компания работает в Индонезии на протяжении многих лет, к 1991 году компания "Тойота Астра Мотор" (Toyota Astra Motor Company) осознала острую необходимость в четком определении обязанностей своих управляющих рабочего места (gemba). В компании имеются такие управляющие рабочего места (gemba), как супервайзеры, бригадиры, руководители группы, но зачастую возникает путаница в их соответствующих обязанностях. Когда возникла данная проблема, возник и ряд вопросов: Кто из этих управляющих должен заниматься решением данной определенной проблемы?
Кто должен применять временные контрмеры и стандартизировать новый метод, дабы предотвратить последующее возникновение данной проблемы?
Кроме того, необходимо обратить внимание и на другие проблемы - существовали проблемы, касающиеся систем и технологических процессов, а также людских (трудовых) ресурсов. К тому же, необходимо управление многими различными аспектами - среди них качество, безопасность, снижение затрат, Пять "С" (5 S) и производительность. Компания "Тойота Астра Мотор" (Toyota Astra Motor Company) отправила управляющих рабочего места (gemba) различных рангов на стажировку в компанию "Тойота Мотор" (Toyota Motor Company, TMC) в Японию. Однако, когда управляющие вернулись в Индонезию и попытались применить приобретенные знания на опыте, неопределенность в обязанностях управляющих рабочего места (gemba) так и осталась неразрешенной. В конечном счете, в 1992 году компания начала предпринимать серьезные усилия, чтобы переопределить обязанности и ответственности каждого уровня управляющих рабочего места (gemba). Вначале, Эдди Пайно, управляющий службы по применению концепции решения проблем (kaizen) отправился в ТМС, чтобы тщательно изучить, как в ТМС определяются обязанности управляющего каждого уровня.
В ТАМ существовали следующие управленческие ступени: руководители группы, бригадиры, супервайзеры и начальники отделов. Последовательность подчинения управляющих в каждой категории была следующей:
Руководитель группы Один на 8 операторов
Бригадир Один на 2х руководителей группы
Супервайзер Один для 2-Зх бригадиров
Начальник отдела Один для 3-4 супервайзеров
Одной из первых задач, которые поставила перед собой компания, было определение обязанностей разных управляющих и установка их в порядке очередности, чтобы избежать конфликтов и неопределенностей. В этот период многие из данных управляющих прошли курсы повышения квалификации, разработанные совместно службой kaizen и отделом трудовых ресурсов компании 'Тойота Астра Мотор" (ТАМ), а также приняли участие в заседаниях по решению проблем и групповых дискуссиях. Все это в большой степени способствовало определению обязанностей управляющих. В результате, в порядке очередности были определены обязанности управляющих рабочего места (gemba) на каждом уровне, что и показано в таблице 10-1.
| Управляющий | Обязанности в порядке очередности квалификаций | Квалификация |
| Руководитель группы | Контроль над качеством и возникновением возможных дефектов. Ответственнсть за установку линии. | Должен быть способным помочь операторам следовать основному тенологическому процессу и основному рабочему листу на рабочих местах, и помогать начальнику цеха в разработке и применении норм работы и стандартов качества Должен уметь подготовить стандартный рабочий лист |
| Бригадир | Улучшение производительности Снижение затрат | Должен быть способным улучшить условия работы (следуя принципу производительность, затраты, качество), |
| Супервайзер | ||
| Начальник отдела |
ДОЛЖНОСТНЫЕ ИНСТРУКЦИИ ДЛЯ УПРАВЛЯЮЩИХ КОМПАНИИ "ТАМ'(TOYOTA ASTRA MOTOR COMPANY)
Как только были определены обязанности управляющих в порядке очередности, руководство компании начало разрабатывать параметры оценки, чтобы оценивать, как исполняются обязанности управляющими на каждом уровне. Чтобы провести данную оценку, отдел трудовых ресурсов разработал и опубликовал карманные должностные инструкции управляющих рабочего места (gemba) каждого ранга, и снабдил каждого управляющего такой инструкцией.
Как правило, должностная инструкция делит задачи управляющих на две части: 1) обязанности, которые управляющие должны выполнять (действия, которые они должны осуществлять) в течение дня; и 2) список действий, за которые управляющие несут ответственность. Как для руководителя группы, так и бригадира в должностной инструкции имеется список действий, которые они должны осуществлять ежедневно в течение рабочего времени. (Должностные инструкции супервайзеров и начальников отдела не содержат подобные списки, т.к. их ежедневные действия не могут быть определены так же четко, как действия руководителей группы и бригадиров. Это означает, что супервайзеры и начальники отделов обладают большей свободой в выполнении своих ежедневных обязанностей.)
Исполнение обязанностей, осуществление действий и ответственность управляющих имеют также прямое отношение к их оценкам и зарплате. Например, в обязанности руководителей группы входит контроль за возможным появлением дефектов и повреждений, ведение записей (регистрация фактов), ввод данных на определенные контрольные списки или графики и помещение данных контрольных списков или графиков на доску объявлений на рабочем месте (gemba). У каждого руководителя группы и бригадира есть своя доска объявлений, которой также пользуются рабочие второй и третьей смены. (Зачастую, на этой доске также демонстрируются описательные таблицы, содержащие информацию о тех умениях, которыми должны обладать рабочие предприятия, а также другие таблицы.)
Должностные инструкции четко определяют предметы контроля, какие данные необходимо собрать, а также какие контрольные списки необходимо использовать. Пункты, по которым осуществляется контроль при проведении оценки, бывают разными для каждого отдельного процесса, но они все относятся к таким существенным аспектам, как качество, техника безопасности, производительность, снижение себестоимости, обучение и полное техническое обслуживание (total productive maintenance, ТРМ).
Подобное ежедневное занесение данных на доску объявлений помогает руководителям группы и бригадирам сфокусироваться на вопросах, требующих немедленного рассмотрения. Их супервайзеры, в свою очередь, могут взглянуть на подобную доску объявлений и мгновенно оценить, как их руководители группы и бригадиры справляются с решением данных проблем и улучшением ситуации.
Супервайзеры затем могут поместить на свою доску объявлений суммарные данные, полученные их руководителями группы и бригадирами. У начальников отдела также имеются подобные доски объявлений. В сущности, ряд контрольных списков и графиков, помещенных на доске объявлений, служит как наглядная система отчета среди управляющих, позволяющая быстро идентифицировать определенные приоритетные мероприятия, которые требуют немедленного внимания. Доска объявлений также служит как наглядная система контроля, демонстрирующая, насколько сходятся мнения управляющих.
Перед тем как начинается каждая рабочая смена, все собираются вместе вокруг доски объявлений на пятиминутку, во время которой руководитель группы может объяснить специфические проблемы, приводя данные с доски объявлений. (Также, доска объявлений представляет возможным рассказать посетителям, что происходит на рабочем месте (gemba). Когда гости или высшее руководство совершают «обход рабочего места (gemba)», они могут взглянуть на доску объявлений и узнать, что происходит, или подкрепить свои знания о прогрессе на разных линиях.)
В конце каждого месяца начальники отделов и супервайзеры собираются вместе, чтобы оценить работу своих подчиненных (руководителей группы и бригадиров). Их оценки затем помещаются на доску объявлений. Параметры, по которым производится оценка, берутся из должностной инструкции и делятся на такие категории, как активность, инициатива, вклад и усилия по отношению к тому, как исполняются и усовершенствуются те пункты, за которые несут ответственность их подчиненные. Например, руководитель группы оценивается по следующим параметрам:
• Остановка линии по какой-либо причине
• Проверка и идентификация правил безопасности
• Дефекты качества
• Тревожные рапорты ( Hiyari reports)
• Предложение планов действий
• Рабочие группы, ведущие контроль качества (Quality Circles)
• Пять "С" (5 S)
Бригадиры компании "ТАМ" оцениваются по следующим параметрам:
• Поддержание безопасности
• Прогул без уважительной причины
• Остановка линии по внешним причинам
• Человеко-час на количество часов
• Системы контроля качества
• Тревожные рапорты (Hiyari (scare) reports)
• Пять "С" (5 S)
• Действия по сокращению затрат
ОБЯЗАННОСТИ РУКОВОДИТЕЛЕЙ ГРУППЫ КОМПАНИИ "ТАМ"
Руководители группы выдвигаются из операторов и получают прибавку к зарплате за свою работу. Если они хорошо выполняют свою работу, у них есть шанс продвинуться по службе на управленческий уровень. В основные обязанности руководителей группы входит поддержание качества и умение справиться с остановкой линии. Руководители группы должны иметь по крайней мере одну рабочую группу по качеству (quality circle) в своей группе и каждая рабочая группа по качеству (quality circle) должна выполнить 2 темы в год. Члены рабочей группы встречаются дважды в месяц. Еще одна обязанность рабочей группы (quality circle) бороться с прогулами без уважительной причины. Если кто-либо из группы отсутствует, то руководитель группы либо находит ему замену, либо сам занимает его или ее место.
Руководители группы должны каждый день заполнять контрольные списки, а в критических случаях, таких как остановка линии, каждый час. Руководители группы проводят пятиминутку со своей группой перед началом каждой рабочей смены, в течение которой обсуждаются следующие проблемы:
• Несчастные случаи, которые произошли за день до этого
• Некоторые проблемы ,которые возникли во время ночной смены
• Цели, которые были достигнуты
• Любые возникшие электрические или механические повреждения
Руководители группы должны также руководить остановкой линии. При возникновении какой-либо проблемы рабочие могут остановить линию путем нажатия на ближайшую кнопку. В момент остановки линии начинают идти часы, показывающие время остановки агрегата. Руководитель группы проверяет часы каждый час. В случае если время остановилось на более долгое время, чем обычно, он или она проверяют, в чем заключается проблема и где возникло повреждение. Основываясь на этих данных, на каждый месяц определяются цели для остановки линии. Не приходится и говорить о том, что общее время остановки плохо отражается на производительности группы, т.к сокращает рабочее время.
Обязанности бригадиров компании «ТАМ»
Основная работа бригадира заключается в повышении производительности и снижении затрат. Чтобы добиться этого, бригадир должен сократить время работы (называемое kosu в Японии), а также усвтранить все бесполезные виды деятельнсти (muda). Время работы определяется следующим образом: общее количество часов работы на определенном процессе помноженное на действительное время работы и поделенное на количество произведенных элементов. Например, если 10 человек работали над одним процессом 9 часов, включая сверхурочное время, и произвели 200 элементов, время работы будет вычисляться следующим образом:
10 * 9: 200=0,45
Каждая рабочая группа по качеству должна рассчитывать время работы для каждого производимого элемента. Каждый руководитель группы, бригадир и супервайзер должны каждый месяц ставить цели для сокращения времени работы.
Прошло много времени, прежде чем в компании «ТАМ» начали использовать время работы как критерий повышения производительности и снижения затрат. Но сегодня время работы является настоящим индикатором повышения производительности и снижения затрат для каждого управляющего данной компании, вплоть до управляющего самого низкого уровня, и связь между улучшением kosu и улучшением результата очевидна для каждого в данной компании. На всех уровнях сотрудники компании «ТАМ» могут наблюдать, как их действия способствуют сокращению времени работы.
Обязанности супервайзеров в компании «ТАМ»
Основные обязанности супервайзеров касаются рабочего персонала:
• Развитие рабочих широкого профиля
• Рабочие группы по качеству (Quality circles)
• Безопасность и т.д.
Каждую неделю бригадиры и супервайзеры проводят собрания и обсуждают следующие проблемы:
• Безопасность
• Производительность
• Расходы
• Качество
• Прогулы без уважительной причины
• Предложения
• Рабочие группы по качеству(С)иа1ку circles)
Каждый бригадир и супервайзер должен предоставлять недельные отчеты своим боссам.
КАТЕГОРИИ, КОТОРЫМИ НЕОБХОДИМО УПРАВЛЯТЬ НА РАБОЧЕМ МЕСТЕ (GEMBA)
В общем, на рабочем месте (gemba) необходимо руководить следующими категориями:
• Производительность
• Снижение затрат, включая сокращение времени работы (kosu)
• Безопасность
• Обучение персонала
• Мероприятия концепции решения проблем (kaizen)
• Пять "С" (5 S)
• Усовершенствование навыков и умений рабочего персонала
• Качество
• Остановка линии
Как уже было упомянуто выше, компания "ТАМ" разработала должностные инструкции, описывающие обязанности и уровни ответственности управляющих рабочего места (gemba). Работа всех управляющих делится на две части: 1) их ежедневные действия и 2) особые действия, за которые они несут ответственность. Список ежедневных действий содержит подробное описание рабочего дня управляющего, пункт за пунктом. Управляющий несет ответственность за следующие категории:
• Производство
• Затраты
• Хозяйственный процесс
• Качество
• Персонал и его обучение
• Безопасность
Для каждой категории в должностной инструкции предоставляется список действий, которые управляющий должен осуществлять. Все эти категории разделяются между руководителями группы, бригадирами и супервайзерами, однако мероприятия для каждой категории и уровень участия в них различается среди трех уровней управления.
ПЛАН ЕЖЕДНЕВНЫХ ДЕЙСТВИЙ РУКОВОДИТЕЛЯ ГРУППЫ: ПРИМЕРЫ ИЗ ДОЛЖНОСТНОЙ ИНСТРУКЦИИ КОМПАНИИ "ТАМ"
A. Перед началом работы
1) Войти на фабрику и пройти на рабочее место (gemba)
2) Просмотреть отчет предыдущей смены.
3) Приготовления перед работой:
a. Подготовить рабочую команду и проверить готовность всего оборудования, сбо
рочных приспособлений, станков и всех запасных деталей.
b. Если кто-либо отсутствует, написать отчет и найти замену при помощи брига
дира.
4. Утренняя зарядка и пятиминутка.
B. Утренние часы работы.
1. Начало работы.
2. Изменение техпроцесса: Помочь бригадиру обучить рабочих новому разрабо
танному техпроцессу.
3. Проверить производственный процесс: Следить за тем, чтобы операторы линии
соблюдали стандартный рабочий лист.
4. В течение утреннего перерыва:
a) Провести выборочные проверки качества нескольких изделий.
b) Следить за тем, чтобы операторы предупреждали возникновение любых неисп
равностей в течение своей работы.
c) Помогать или выполнять работу бригадира, когда он находится на собрании
или совещании.
5. Проводить обучение на рабочих местах, чтобы развить рабочих широкого про
филя.
C. Послеобеденные часы работы:
1. Просмотреть результаты проверки
a) Просмотреть результаты утренней проверки персонала, отвечающего за конт
роль качества и попросить бригадира руководить процессом улучшения.
b) Следуя инструкциям бригадира, применить контрмеры для временного реше
ния проблемы и попросить дальнейшего руководства для полнейшего решения возникшей проблемы.
2. Помочь операторам исправить и доделать работу, а также проверять и оцени
вать их результаты.
3. Исследовать причину остановки линии: предложить бригадиру временные кон
трмеры.
4. При необходимости отдать распоряжения на сверхурочную работу.
5. Руководить операторами в осуществлении мероприятий Пять "С" (5S) на рабо
чем месте (gemba).
D. После работы.
1. Написать отчет о работе своей смены и оставить необходимую информацию
для следующей рабочей смены.
2. Руководить собраниями рабочей группы (quality circle): активно поддерживать
действия рабочей группы и поднимать «боевой» дух рабочих.
ПРИМЕРЫ ДЕЙСТВИЙ РУКОВОДИТЕЛЕЙ ГРУППЫ - ПРОИЗВОДСТВО, ЗАТРАТЫ И СОБЛЮДЕНИЕ КАЧЕСТВА, СОГЛАСНО ДОЛЖНОСТНОЙ ИНСТРУКЦИИ КОМПАНИИ "ТАМ".
В должностной инструкции также в деталях описываются те действия руководителя группы, за которые он несет ответственность, согласно категориям, упомянутым выше, а именно производство, затраты, полное техническое обслуживание (total productive maintenance), качество, персонал, обучение и безопасность. Например, следующие действия руководителя группы, относящиеся к таким категориям, как производство, затраты и качество:
A. Производство
1. Выполнять ежемесячный план производства:
a) Назначать рабочих для того, чтобы производственные процессы протекали бо
лее плавно.
b) Помогать новым рабочим и обучать их
2. Подготовиться к ежедневному производству:
a) Проверить оборудование, станки, запчасти и материалы.
b) Выполнять задачи, следуя инструкциям бригадира.
c) Включить станки и подтвердить, что они функционируют должным образом.
3. Следовать следующему плану действий:
a) Исследовать причину неисправности.
b) Доложить бригадиру.
c) Принять временные меры.
d) Разработать дальнейшие контрмеры для полного решения возникшей пробле
мы.
e) Докладывать бригадиру о любых совершенных действиях.
f) Помогать бригадиру, следуя инструкции.
4. После работы:
a) Подготовиться к следующей смене; проинформировать следующую рабочую
смену, в случае если были обнаружены неисправности.
b) Подтвердить, что все оборудование находится в выключенном состоянии.
c) Помогать старшим по должности подготавливать ежедневные отчеты.
5. Действия в случае остановки линии:
a) Исследовать внешнюю остановку линии.
b) Исследовать внутреннюю остановку линии.
c) Определить причину остановки и принять контрмеры
6. Подготовиться к вводу на линию новых моделей:
a) Помочь бригадиру
b) Изучить новую модель и проинструктировать операторов.
B. Затраты:
1) Спланировать снижение затрат: поделиться с бригадиром своей точкой зрения
и предложениями по уменьшению затрат.
2) Снизить трудоемкость: предложить свои идеи и помочь начальнику провести
снижение трудоемкости.
3) Снизить прямые затраты:
a) Вести запись об использовании материалов
b) Изучить причину увеличения расходов материала и предложить контрмеры.
4) Экономия энергии:
a) Идентифицировать случаи утечки, такие как утечка воздуха и/или воды.
b) Основываясь на своих исследованиях, принять решение, возможно ли справиться
с данной проблемой самостоятельно или следует просить помощи.
5) Ежедневные действия по усовершенствованию процессов:
a) Подготовиться к усовершенствованию.
b) Помогать бригадиру направлять усилия подчиненных на усовершенствование
процессов.
6) Остальные действия:
a) Проводить собрания с подчиненными, чтобы обсудить и объяснить результаты
проведенных мер по сокращению затрат.
b) Воспользоваться любым удобным случаем, чтобы повысить у операторов осоз
нание затрат, возникающих в процессе их работы.
С. Качество:
1. Поддерживать и улучшать уровень качества.
a. Определить существующий уровень качества и сравнить, находится ли он в со
ответствии с задачами, которые были поставлены перед членами группы.
b. Контролировать процесс вывода данных о существующем уровне качества.
c. Проанализировать причины ухудшения качества и принять контрмеры.
2. Ежедневно следовать принципу «Неотъемлемого Качества»:
a. Каждый рабочий день проверять первое и последнее произведенное изделие.
b. Осуществлять постоянную спланированную проверку, чтобы предотвратить
возникновение дефектов.
c. Следить за тем, чтобы рабочие выполняли свою работу в соответствии с рабо
чими стандартами.
3. В случае обнаружения дефектов применить контрмеры.
a. Для дефектов производства, возникших внутри: Устранить дефекты и доложить
бригадиру, предлагая при этом свои контрмеры.
b. Для дефектов производства, возникших снаружи: Доложить бригадиру и по
просить инструкции по их устранению.
4. Остальные действия:
Проводить ежедневные собрания со своей командой; информировать членов команды о проблемах контроля качества и обсуждать с ними данные проблемы; повышать стремление всех членов команды производить качественную продукцию и предоставлять качественные услуги.
ПРИМЕРЫ ДЕЙСТВИЙ БРИГАДИРА ПО СНИЖЕНИЮ ЗАТРАТ, СОГЛАСНО ДОЛЖНОСТНОЙ ИНСТРУКЦИИ КОМПАНИИ "ТАМ".
Бригадир осуществляет следующие действия по снижению затрат:
1. Планирует мероприятия концепции решения проблем (kaizen):
a. После обсуждения с руководителями группы подготовить план программы по
снижению затрат.
b. Согласовывать действия внутри отдела и для проведения kaizen попросить специфические материалы у других отделов (новые станки и т.д.).
c. Контролировать проведение программы по снижению затрат и постепенно до
биваться прогресса.
2. Снижение трудоемкости (времени работы kosu):
а. Осуществлять текущий контроль над ежемесячными мероприятиями по снижению времени работы (kosu) и добиваться прогресса.
b. В случае если задача не была выполнена, необходимо изучить причины и принять необходимые меры.
3. Снижение прямых затрат:
a. Проверять фактическое использование материалов, пользование станками, потребление запасов, масел и т.д. по сравнению с тем, что было запланировано ранее.
b. Если объем использованных материалов больше, чем было спланировано, необходимо установить причину увеличения и принять необходимые меры.
4. Экономия энергии:
a. Проверять герметичность оборудования, чтобы предотвратить утечку воздуха и воды, в случае если произошла утечка, провести программы по остановке данного процесса.
b. Обучить и мотивировать рабочих непременно отключать любое оборудование
после его использования.
5. Ежедневные мероприятия концепции решения проблем (kaizen):
a. Подготовить графики и контролировать время проведения (kosu) мероприятий
kaizen.
b. При обнаружении проблем дать инструкции по проведению мероприятий kaizen.
6. Другие действия:
a. Руководить собраниями группы и сообщать о прогрессе в проводимых мероп
риятиях по снижению затрат.
b. повысить у всех сотрудников осознание затрат, возникающих в процессе их
работы.
ПРИМЕР ДЕЙСТВИЙ СУПЕРВАЙЗЕРА - РАБОТА С ПЕРСОНАЛОМ И ЕГО ОБУЧЕНИЕ, СОГЛАСНО ДОЛЖНОСТНОЙ ИНСТРУКЦИИ КОМПАНИИ "ТАМ".
Супервайзер совершает следующие действия в работе с персоналом и его обучении:
1. Обучать и развивать своих подчиненных:
a. Информировать всех членов отдела о статусе компании на данный момент времени, о существующей в компании окружающей обстановке, и ее управленческой политике. Подчиненные также должны быть проинформированы о таких важных задачах, как освоение нового рынка и введение в производство новой продукции.
b. Подготовить долгосрочные обучающие программы для отдельных членов отде
ла.
c. Поддерживать и модернизировать объем умений и навыков персонала, а также укреплять статус компании.
2. Развивать рабочих широкого профиля:
a. Составлять расписание обучающих программ для обучения рабочих различным умениям.
b. Следить за тем, как проводятся обучающие программы.
3. Обучать умениям и навыкам:
a. Проводить профессиональное обучение по месту работы.
b. Руководить процессом стандартизации умений и навыков, необходимых для
работы на каждом автоматизированном рабочем месте (АРМ) , основываясь на прошлом опыте и практике.
4. Повышать знания об имеющемся оборудовании:
а. Добиться лучшего понимания устройства, функционирования и знания руководства по эксплуатации имеющегося оборудования.
b. Позаботиться о том, чтобы бригадиры и руководители группы отлично разбира
лись в имеющемся оборудовании.
c. При необходимости проверять и вносить изменения в руководство по эксплуа
тации.
5. Руководить новыми рабочими:
a. Объяснять недавно принятым на работу или переведенным рабочим организа
цию отдела.
b. Объяснять состав работы в отделе.
c. Оценивать, подготавливать и вносить изменения в инструкции «по руководству
новыми рабочими» для использования бригадирами.
d. Согласно инструкции по руководству проводить программы ориентации для
новых рабочих.
6. Заниматься решением проблем рабочего персонала:
а. Проводить неформальные мероприятия, такие как личное общение [каждая группа имеет право каждый месяц собираться в течение рабочего дня для свободного общения между собой, отдыха и, как результата, развития здоровых отношений между людьми.]
7. Проводить мероприятия для рабочей группы по качеству (quality circle):
a. Помогать и давать советы по проведению мероприятий рабочей группы по каче
ству (quality circle).
b. Помогать в проведении, а также руководить собраниями, семинарами и обуча
ющими программами рабочей группы (quality-circle).
c. Следить за плавным протеканием мероприятий рабочей группы по качеству
(quality-circle) внутри отдела.
Проводить мероприятия, чтобы повысить осознание необходимости проведения мероприятий рабочей группы по качеству (quality-circle).
8. Поддерживать предложения:
a. Направлять программы по выдвижению новых идей и предложений, чтобы до
биться того, чтобы каждая группа выдвинула ряд своих предложений.
b. Контролировать развитие данных программ и осуществлять руководство.
c. Предоставлять отдельные консультации менее активным членам.
d. Рассматривать предложения.
9. Создать условия для соблюдения трудовой дисциплины.
a. Проводить собрания и консультации, чтобы создать более здоровую рабочую
атмосферу.
b. Убедиться, что сотрудники ознакомились со всеми правилами и инструкциями.
Принять меры, если данные действия не были осуществлены.
c. Проводить беседу с теми членами, которые постоянно нарушают правила и ин
струкции.
d. Проверять, как выполняются правила и инструкции внутри отдела.
10.Другие действия:
a. Отдавать распоряжения и одобрения на сверхурочную работу.
b. Составлять и следовать ежегодному графику отпусков.
c. Предоставлять индивидуальные консультации операторам по решению особых проблем.
ПРИМЕРЫ ОБЯЗАННОСТЕЙ И ОТВЕТСТВЕННОСТЕЙ
НАЧАЛЬНИКОВ ОТДЕЛОВ КОМПАНИИ "ТАМ",
СОГЛАСНО ДОЛЖНОСТНОЙ ИНСТРУК ЦИИ КОМПАНИИ "ТАМ":
В то время как обязанности руководителя группы, бригадира и супервайзера могут быть детально описаны в различных специальных планах действий, обязанности начальника отдела - усовершенствование внутренних систем и технологических процессов - определены менее конкретно. Например, начальник отдела контроля качества компании "ТАМ" должен выполнять следующие обязанности:
1. Постановка задач и выработка стратегий:
a. Определить и донести до каждого бригадира задачи по улучшению качества
каждого отдельного изделия.
b. Выработать стратегии для достижения поставленных целей.
2. Добиваться прогресса в поставленных целях:
a. Периодически рассматривать задачи, поставленные перед каждым цехом.
b. Применять контрмеры для решения проблемы.
c. Следовать результатам принятых контрмер.
d. В случае, если результаты отрицательные, оказывать поддержку своим подчи
ненным.
e. Согласно полномочиям начальника отдела непосредственно заниматься реше
нием серьезных проблем.
3. Улучшить систему гарантии качества: Создать условия для производства каче
ственной продукции и добиться 100% гарантий.
НЕОБХОДИМЫЕ УСЛОВИЯ ДЛЯ УДАЧНОГО ОПРЕДЕЛЕНИЯ ОБЯЗАННОСТЕЙ И ОТВЕТСТВЕННОСТЕЙ СОТРУДНИКОВ КОМПАНИИ "ТАМ".
1. Необходимы специальные обучающие программы, чтобы помочь управляющим приобрести необходимые навыки и умения для выполнения своих соответствующих… 2. Необходимы системы и инструкции по управлению такими категориями какРАЗВИТИЕ ПЕРСОНАЛА
ПРОФЕССИОНАЛЬНОЕ ОБУЧЕНИЕ ПО МЕСТУ РАБОТЫ
Материалы для проведения данного обучения были изначально взяты из программы «Обучение Внутри Предприятий»,которая включает в себя связь между… ФОРМАЛЬНОЕТЕОРЕТИЧЕСКОЕ ОБУЧЕНИЕ Квалифицированные инструктора компании "Тойота" (Toyota) преподают различные предметы. Например, программа…ВЫЯВЛЕНИЕ ПОТЕНЦИАЛЬНЫХ ПРОБЛЕМ
У компании "ТАМ" (Toyota Astra Motor Company) имеются две… положительную оценку, если к ним приложена форма тревожных рапортов (hiyari report) или тревожных рапортов о качестве…ГЛАВА ОДИНАДЦАТАЯ
СИСТЕМА ВЫПОЛНЕНИЯ РАБОТ "ТОЧНО В СРОК" (JUST-IN-TIME)
ОСНОВНЫЕ ПРОИЗВОДСТВЕННЫЕ ПРОЦЕССЫ
У каждой из трех основных систем, необходимых для достижения принципа Качество, Цена и Доставка (QCD), существуют свои различные цели: основная… СИСТЕМА РАБОТ «ТОЧНО В СРОК» (JUST-IN-TIME) НА ФАБРИКЕ "АЙСИН СЕЙКИ АНДЖО" (AISIN SEIKIANJO)ОРГАНИЗАЦИЯ ПОТОЧНОГО ПРОИЗВОДСТВА
Как только будет сформирована линия, следующим шагом будет установление системы производства, при которой только одна деталь за раз проходит с… На фабрике по производству деталей для самолетов было установлено поточное… производства стало очевидно, что общее время выполнения заказа может быть не более 4-х часов. С тех пор оборудование…ВВЕДЕНИЕ СИСТЕМЫ ВЫПОЛНЕНИЯ РАБОТ «ТОЧНО
В СРОК» (ЛТ) НА ФАБРИКЕ "АЙСИН СЕЙКИ" (AISIN SEIKI)
До середины 1980-х годов на складах всех восьми отделов сбыта компании «Ай-син Сейки» хранилось большое количество матрасов, которые поставлялись в мебельные магазины. В то время компания предлагала 220 различных моделей матрасов, при этом товар хранился на складах в течение 30 дней. 20 операторов фабрики производили 160 матрасов в день, и время производства (kosu)omioro матраса составляло 75 минут.
« Торговые агенты », - рассказывал Тошихико Мицуя (Toshihiko Mitsuya), «предоставляли нам планы продаж на месяц, но они никогда не были точными. Как будто мы смотрели на кристальный шарик. План постоянно менялся, также доставляя неудобства нашим потребителям, т.к. им приходилось подстраиваться под наши изменчивые планы. Постоянно на одной из линий возникала недостача комплектующих, и к тому же у нас на складах хранились горы товаров.»
В то время на фабрике имелись складские помещения площадью 2200 м1, чтобы справиться с неустойчивым объемом продаж и не допустить возникновение недостачи особых моделей матрасов. В системе организации производства в компании, основанной на рыночном планировании, наблюдались следующие недостатки:
• Было сложно точно определить спрос. Из-за того, что для выполнения заказа требовалось много времени, необходимо было прибегать к долгосрочным прогнозам, и планирование нельзя было считать надежным.
• Возникала необходимость часто изменять графики производства. Было трудно реагировать на изменяющуюся информацию, т.к. из-за этого необходимо было вносить изменения в планы производства на многих технологических операциях.
• Это привело к увеличению бесполезных видов деятельности (muda) на рабочем месте (gemba). Так как сотрудники рабочего места (gemba) не хотели, чтобы возникалаь недостача продукции, изделия производились большими партиями.
• Складские помещения необходимы были для того, чтобы избежать недостачи незаконченной изготовлением продукции (WIP). Для содержания складских помещений требовались дополнительные затраты.
ПЕРВЫЙ ЭТАП ПРОВЕДЕНИЯ МЕРОПРИЯТИЙ КОНЦЕПЦИИ РЕШЕНИЯ ПРОБЛЕМ (KAIZEN) НА ПРЕДПРИЯТИИ "АЙСИН СЕЙКИ" (AISIN SEIKI)
В 1988 году компания "Айсин Сейки" (Aisin Seiki) решила производить матрасы только по заказу. Первым шагом было устранение складских помещений. Тогда возник вопрос: С какого товара следует начать: с готовых матрасов или незаконченной изготовлением продукции (WIP)? Компания решила начать с готовой продукции, что включало в себя устранение всех бесполезных затрат, которые приносят убытки предприятию, таких как избыточный труд, материалы, производство и неэффективность.
Система капЪап была введена, чтобы контролировать только то количество матрасов, которое обычно заказывается каждый день. Это означало, что на складах должно храниться только то количество популярных моделей, которое ежедневно продается. Для хранения наиболее популярных моделей матрасов (тех, продажа которых превышает 3 штуки в день) были организованы склады прямо в конце производственной линии. Когда на складах заканчивались популярные модели, капЪап -ярлык, прикрепленный к ним, отправлялся на начало линии, чтобы на следующий день началось производство тех моделей, которые были только что проданы.
До того как на фабрике "Айсин" стала применяться система капЪап, фабрика производила разные модели матрасов, такие как односпальные, двуспальные и полуторас-пальные согласно недельному графику. Но благодаря новой системе, количество изделий, производимых ранее за неделю, теперь производилось за один день. Сегодня, время производства сокращено до 2 часов.
Главной задачей на первом этапе проведения мероприятий концепции решения проблем (kaizen) было добиться того, чтобы начинать производство разных моделей матрасов только после поступления заказа, сокращая при этом время организации производства. Уменьшая время организации производства,
компания увеличила в шестьдесят раз количество изменений в организации сте-гочных станков.
В 1986 году, за два года до того, как компания "Айсин Сейки" (Aisin Seiki) начала проводить мероприятия концепции решения проблем {kaizen), на ее фабрике производилось 220 разных моделей матрасов. После первой фазы kaizen это количество увеличилось до 335. К тому же время хранения готовой продукции на складах уменьшилось до 2,5 дней, по сравнению с предыдущими 30 днями. Хотя за это время состав компании увеличился только на одного сотрудника, сейчас на фабрике производится на 70 матрасов больше, чем раньше. И время производства (kosu) одного матраса уменьшилось до 54 минут, по сравнению с предыдущими 75 минутами.
ВТОРОЙ ЭТАП ПРОВЕДЕНИЯ МЕРОПРИЯТИЙ КОНЦЕПЦИИ РЕШЕНИЯ ПРОБЛЕМ (KAIZEN) НА ПРЕДПРИЯТИИ "АЙСИН СЕЙКИ" (AISIN SEIKI)
Во время использования системы капЪап в 1988 году продукция больше не хранилась на складах фабрики и мебельных магазинов. В 1992 году компания "Айсин Сейки" (Aisin Seiki) была готова к проведению второго этапа kaizen: устранение избытка инвентаря внутри фабрики.
Пытаясь сократить количество незаконченной изготовлением продукции (WIP), в компании было разработано средство, которому было дано название «таблица последовательности сборки», которая указывала, в какой последовательности нужно приступать к производству 750 матрасов различных моделей, чтобы они были готовы ко дню доставки. Заказы клиентов посылаются на фабрику от 2000 торговых агентов и торговых представительств компании "Айсин Сейки" (Aisin Seiki) из разных частей Японии. Уретан, хлопок, войлок и текстиль - сырье, необходимое для производства матраса, своевременно доставляются поставщиками на производственную линию. Каждая из семи производственных линий организована таким образом, чтобы матрас любой модели и любого размера мог быть произведен при поточной системе производства.
На фабрике имеется 5 станков для выстегивания, которые обслуживают 7 линий. Получение заказа и установление даты его выполнения определяют последовательность работы станков для выстегивания, в результате которой за раз производится только одно стеганое полотно для каждого матраса. Так как должно быть произведено 750 разных видов стеганых полотен, данная система не будет функционировать без таблицы последовательности. В данной таблице указывается, что процесс выстегивания полотен одного вида может проходить только в течение 2-х часов, потому что неизвестно какой вид стеганого полотна затем потребуется на линии сборки. График ежедневного производства, также как и информация о количестве и видах производимых изделий, не предоставляются на рабочее место (gemba), т.к. изделия должны производиться строго по заказу клиента, а не тогда и как это угодно сотрудникам рабочего места (gemba). При данной системе рабочее место (gemba) уведомляют за два часа - достаточное количество времени, чтобы справиться с выполнением любого срочного заказа. Один из рабочих, работающий в течение неполного рабочего дня, при помощи ПК подготавливает таблицы последовательности, основываясь на заказах этого дня.
Компания "Айсин Анджо" (Aisin Anjo) внедрила в производство матрасов много и других характерных черт системы работ «точно в срок» (ЛТ), таких как выравнивание (leveling). Фабрика добилась высокой гибкости в удовлетворении потребностей заказчиков, в то же время снизив затраты до минимума.
ВЛИЯНИЕ СИСТЕМЫ ВЫПОЛНЕНИЯ РАБОТ «ТОЧНО В СРОК» (ЛТ) НА ДРУГИЕ ОТРАСЛИ ПРОМЫШЛЕННОСТИ
Со времени 1986 года, когда в производство была введена система работ «точно в срок» (ЛТ), компания "Айсин Сейки" (Aisin Seiki) увеличила… Система работ «точно в срок» (ЛТ) внесла также и другие положительные… Компании, игнорирующие подобные новые тенденции, скоро окажутся вне рынка производителей, т.к. их конкуренты…ГЛАВА ДВЕНАДЦАТАЯ
СИСТЕМА ВЫПОЛНЕНИЯ РАБОТ «ТОЧНО В СРОК» (JUST-IN-TIME) В КОМПАНИИ "ВИРМОЛД" (WIREMOLD)
В данной главе показано, как компания "Вирмолд" (Wiremold) добилась гибкости при помощи введения системы работ «точно в срок» (Just-in-time).
Компания "Вирмолд" (Wiremold) существует около 100 лет и расположена в Вест Хартфорде (West Hartford) штат Коннектикут. К основным производственным линиям данной компании относятся кабельная продукция и другие электротехнические изделия. Под руководством Арта Берни (Art Byrne), ставшего президентом компании в сентябре 1991, началось внедрение концепции решения проблем (kaizen) на рабочее место (gemba), причем большое значение придавалось системе работ «точно в срок» (just - in - time).
У меня была возможность посетить компанию через пять месяцев после введения концепции решения проблем ( kaizen) на рабочем месте (gemba) и побеседовать с Ар-том Берни и Френком Джианнаттасио, вице- президентом компании. В течение первых пяти месяцев им удалось освободить примерно 40% территории одной из фабрик. Количество инвентаря на складах, включая сырье, незаконченную продукцию и готовые изделия, снизилось больше чем на 20%. Оборот капитала увеличился на 30%, а также к концу года ожидалось улучшение производительности на 25-30%. За пять месяцев время выполнения заказа снизилось от 6 недель до 1 недели. Очевидно, что при введении концепции решения проблем на рабочее место (gemba kaizen) произошли огромные улучшения за довольно короткий срок. Моя беседа с ними дает яркое представление о действии системы работ «точно в срок» (just-in-time):
ИМ АИ: Какие изменения произошли в вашей компании со времени введения системы работ «точно в срок» (just-in-time)?
ДЖИАННАТТАСИО: Раньше работа нашей компании была основана на прогнозах. Мы производили количество потребляемых продуктов согласно приблизительным прогнозам. А именно мы составляли график производства партий продуктов и производили различные изделия в объемах, рассчитанных на несколько месяцев вперед, хранили их на складах, затем они сбывались в течение определенного периода времени -некоторые из них в соответствии с нашими прогнозами, другие дольше, а третьи быстрее, чем мы прогнозировали. В результате, мы получали труднореализуемый дорогостоящий товар.
Чтобы начать систему работ «точно в срок» (just-in-time), мы сконцентрировали внимание на продукции, потребляемой за самый короткий срок. За последние 6 месяцев, а именно за последние 10 дней, мы использовали информацию о потребительском рынке для составления ежедневных графиков производства различной продукции и добились того, что наши продукты производились и продавались в течение недели, а некоторые из них даже каждый день. Мы использовали концепцию решения проблем (kaizen), чтобы снизить время подготовки к работе и устранить потери, что обеспечило нас гибкостью в соблюдении тех строгих ежедневных графиков.
Т.к. в противоположность существующей системе прогнозирования мы составили ежедневные графики производства различной продукции, чтобы удовлетворить требования клиентов, мы внесли несколько изменений. Во-первых, после того как мы оценили требования наших клиентов, мы определили время takt (takt time), а именно, определили, как часто возникает потребность в наших продуктах. Затем, основываясь на данном времени takt (takt time), мы организовали циклы нашего производственного процесса таким образом, чтобы они соответствовали времени takt (takt time), в то время как раньше мы производили различную продукцию огромными партиями, другими словами, осуществляли производство, на какое только была способна фабрика.
Мы на самом деле не измеряли эффективность нашей производственной деятельности. Сейчас, когда нам известен ежедневный спрос на нашу продукцию и установлено время цикла (cycle time), мы можем оценить наше производство, потому что мы заранее устанавливаем то количество каждого продукта, которое необходимо произвести. Мы оцениваем себя по тому, способны ли мы произвести объем продукции за назначенное время, согласно времени цикла (cycle time), если же мы не способны это сделать, мы можем определить, почему существует данная проблема - либо она возникла из-за плохого качества поставленного сырья, либо из-за сбоя в нашем производственном процессе. Теперь мы намного быстрее определяем проблемы, влияющие на объемы нашего производства и, в конце концов, на обслуживание наших клиентов.
ИМ АИ: Какую роль сыграли вы как президент компании для достижения подобных изменений?
БЕРНИ: Я думаю, что роль высшего руководства компании - быть основным реформатором, производящим подобные изменения. Я часто говорил компаниям, которые спрашивали меня: "Что же нам следует сделать, чтобы ввести систему работ «точно в срок» (just-in-time)?" Во-первых, им следует добиться полнейшего участия высшего руководства. Если высшее руководство не принимает непосредственного участия и пытается ввести систему снизу вверх, данное мероприятие обречено на провал. В нашем случае, я был не только главным двигателем идей и руководителем производимых изменений, но, т.к., когда я пришел в компанию, больше никто кроме меня не знал о системе работ «точно в срок» (just-in-time), я еще и выступал в роли инструктора. Я написал инструкции и проводил первые занятия. Я обучил где-то 200 людей за 2 дня тренинга. И это на самом деле дало людям представление о том, чем мы собирались заниматься, а также то, что непосредственно я стоял за всеми проводимыми изменениями. Это не выглядело так, что я пытался уполномочить кого-либо еще или передать все руководство мероприятиями комиссии. Я думаю, что ключ к этому заключается в том, что высшее звено управления должно руководить данным процессом и принимать в нем полное участие, быть готовым посещать цеха, быть готовым самим составить команду для работы над концепцией решения проблем (kaizeri), быть готовым к тому, чтобы поднять станок и передвинуть его. Для этого на самом деле необходимо полное участие высшего руководства в данном процессе, в противном случае, ничего не выйдет.
ИМ АИ: Какие изменения в организации процесса были необходимы для применения концепции решения проблем (kaizen) при введении системы работ «точно в срок» (just-in-time) на рабочем месте (gemba)!
БЕРНИ: Ну, перед тем как мы начали применять концепцию по решению проблем (kaizen), мы на самом деле произвели несколько изменений в организации процесса. Во-первых, мы попытались выровнять производственный процесс. До этого у нас была довольно традиционная вертикальная организация технологического процесса, которую мы выровняли, распределив каждого по группам. Наша предыдущая организация процесса была основана на типе технологической операции, например, чеканка (штамповка), покраска и т.д. Мы образовали новые группы, основанные вокруг продукта таким образом, чтобы каждый из руководителей группы обладал всеми ресурсами, необходимыми для производства готового изделия, мог спланировать этот продукт и доставить его на рынок. Это был наш первый шаг. Чтобы поддержать данное мероприятие, мы создали достаточно серьезную службу по продвижению системы работ «точно в срок» (just-in-time). В этой службе работают 6 наших самых умных сотрудников, обладающих высоким потенциалом, и их работа заключается, в основном, в обучении системе работ «точно в срок» (just-in-time), следуя концепции решения проблем (kaizeri), а также следить за тем, чтобы все, о чем мы говорили, было приведено в действие. Они также работают с руководителями группы в цехах, помогая им применять концепцию решения проблем (kaizen).
ИМ АИ: Как вы соотносите подход концепция решения проблем (kaizen)/система работ «точно в срок» (just-in-time) с общепринятым стратегическим планированием?
БЕРНИ: Вы знаете, когда моя роль заключалась в составлении стратегических планов, меня всегда удивляло то, что компания может составить великолепнейший стратегический план, однако, при осуществлении данного плана возникают затруднения. Это происходит, потому что их основные системы поставок (то, как они производят продукцию, то, как они разрабатывают и вводят новый продукт в производство) не достаточно хорошо функционируют.
Поэтому, хотя стратегический план мог быть очень хорошим, из-за влияния таких факторов, как время, затраченное на разработку продукта, время, затраченное на производство продукта, качество произведенного продукта, стратегический план так и не удалось выполнить.
Система работ «точно в срок» (just-in-time) очень схожа с процессом построения дома. Для того чтобы построить дом, вам необходимо заложить очень надежный фундамент. Система работ «точно в срок» (just-in-time) является именно таким надежным фундаментом, на котором мы хотим построить работу компании "Вирмолд" (Wiremold), что поможет нам снизить время выполнения заказа с 6 недель до 6 часов, даст нам гибкость для производства каждого продукта каждый день при минимальном количестве товара, хранимого на складах. Это довольно сложная задача для компании, выпускающей более 1400 наименований продукции.
Однако, если нам удастся заложить этот фундамент, который поможет нам снизить время разработки и введения новых продуктов в производство, тогда мы сможем обслуживать наших клиентов намного лучше, чем наши конкуренты. Благодаря этому мы сможем намного быстрее вводить новую продукцию в производство, и, я думаю, что сочетание всех этих компонентов предоставит нам стратегические альтернативы, которых бы у нас не было, если бы мы начали только с применения разработанных нами стратегий без построения надежного фундамента. Поэтому, я рассматриваю концепцию решения проблем (kaizeri), как часть стратегии. Она не просто связана с производством, а является неотъемлемой частью выбранной вами стратегии.
ИМАЙ: Почему американские бизнесмены так долго не могут осознать все преимущества применения системы работ «точно в срок» /концепции решения проблем (kaizeri)!
БЕРНИ: Большинство компаний США пренебрегали этой системой и пытались решить проблемы при помощи стратегий и коротких сроков, не особо обращаясь к основам, благодаря которым делается бизнес. В результате, мы отстали во многих аспектах бизнеса. Несмотря на это, все еще довольно сложно заставить большинство компаний США произвести изменения. Большинство из них думают, что мы итак довольно хороши, мы делаем хорошие деньги, у нас есть доля рынка. Может быть это все и является верным, пока не придет кто-то, кто играет по совершенно другим правилам.
Американские автомобильные компании думали, что они великолепно делают бизнес, пока вдруг на рынке не появились японские автомобильные компании, которые играли по своим правилам, и, в результате, американские компании через некоторое время осознали, что они сильно отстали от новых тенденций на рынке. Сейчас они догнали японские компании по качеству производимого продукта, но они все еще отстают во многих других аспектах, таких как производительность. Другая основная область, в которой они отстают - это скорость разработки новых машин. Если ваш конкурент может разработать новую модель автомобиля за 2 года, в то время как у вас это занимает 6 лет, вы можете только догадываться о том, что к тому времени, когда выйдет ваша новая машина, она вряд ли уже сможет быть конкурентоспособной.
Автомобильная промышленность находится в зоне общественного внимания из-за своих масштабов, однако, подобное можно сказать о любой компании в США. Я думаю, что японская «трепка» неудачна, т.к. она позволяет людям работать так, как они работали раньше, не заставляя их производить изменения.
Я думаю, что около 90% всех американских бизнесменов не понимают, в чем заключаются различия между японской и американской системами производства. Практически все управляющие промышленных компаний в США сегодня скажут вам, что они работают по системе работ «точно в срок» (just-in-time), но на самом деле, многие из них далеки от этого. Половина из них думают, что система работ точно в срок - это что-то наподобие системы товарно-материальных запасов, что в свою очередь означает, что все, что они должны сделать - это переплюнуть своих поставщиков. Другие прочитали много книг, чтобы понять, что они должны внедрить поточное производство. Очень немногие из них понимают, насколько основательным и детальным вам следует стать, и еще меньше понимают, что эта система имеет прямое отношение к людям. Вам нужно изменить отношение людей, а для этого потребуется много времени, полное участие и хорошее образование. Мы стремимся быть страной, которая ориентирована на выполнение квартальных и месячных планов. Это, в свою очередь, затрудняет появление долгосрочных изменений. Мы говорим об этом, мы оглашаем это, но, когда доходит до того, что это надо на самом деле сделать, многие компании отказываются.
ИМАЙ: Сколько денег вы потратили, чтобы достичь подобных результатов?
БЕРНИ: На самом деле, если говорить о капиталовложении, мы совершенно не потратили денег. Возможно, чуть-чуть здесь, чуть-чуть там, но, в основном, деньги, которые были потрачены, это время, затраченное на людей. Это время было затрачено на обучение сотрудников и проведение концепции решения проблем (kaizen), чтобы произвести изменения на фабрике, изменить поток производства и стиль нашей работы.
ИМАЙ: Вы думаете, что система работ «точно в срок» (just-in-time) - это японский метод?
БЕРНИ: Ошибочно утверждать, что система работ «точно в срок» (just-in-time) была разработана в Японии. Когда вы поговорите, например, с Таихи Охно (Taiichi Ohno), который заявляет, что он разработал систему работ «точно в срок» (just-in-time), и спросите его, где он почерпнул идею системы работ «точно в срок» (just-in-time), он вам скажет, что почерпнул ее в США. Он почерпнул ее: во-первых, от Генри Форда, а, во-вторых, из американских супермаркетов. В действительности, я думаю, что лучше всего систему работ «точно в срок» можно описать следующей фразой « просто имеет смысл». И я думаю, тот факт, что эта система довольно простая и «просто имеет смысл», на самом деле, доказывает, что она может использоваться не только в Японии или: США. Вопрос в том, хотят ли компании воспользоваться данной возможностью и предпринять что-либо. Оказалось, что японцы, следуя руководству Оно (Ohno) в компании "Тойота" (Toyota), были единственными, кто обладал дисциплиной, необходимой для проведения данной программы. Оно (Ohno) потребовалось 30 лет, чтобы разработать хорошую систему работ «точно в срок» (just-in-time). Мы в США и, возможно, в Европе не обладаем терпением, чтобы довести до конца что-либо подобное. Таким образом, что касается меня, я думаю, что система работ «точно в срок» (just-in-time) - это не просто японская система, это то, чего каждый может добиться без капиталовложения.
Данная беседе была проведена с Артом Берни и Френком Джианнаттасио в 1992 году. С тех пор компания "Вирмолд" (Wiremold) продолжила работу над системой работ «точно в срок» (ЛТ)/ концепцией решения проблем на рабочем месте {gemba kaizeri). В своем последнем письме Френк Джианнаттасио охарактеризовал состояние компании "Вирмолд" (Wiremold) следующим образом:
Система производства «точно в срок» (just-in-time) применялась в компании "Вирмолд" (Wiremold) на протяжении 4 лет. Мы называем наш процесс производства «точно в срок» (just-in-time) как «Система Производства Вирмолд». За четыре года мы сократили время выполнения заказа на 67% - от 72 часов выполнения заказа до 24 часов. В то же время мы увеличили товарооборот на 367% - от 3 раз в год до 14 раз в год, в то же время практически удвоив размер нашего бизнеса. Мы добились этого, применяя три основных принципа в нашем производственном процессе:
• Осуществлять производство по времени takt {takt time)
• Внедрить поточное производство
• Использовать тянущую систему производства (pull system)
Мы осуществляем эти принципы при помощи концепции решения проблем (kaizeri) и бригадной работы. Мы пытаемся поддерживать любые улучшения в работе, в то же время оценивая наш прогресс различными способами.
Мы перешли от нашей толкающей системы организации производства (Material Requirements Planning, MRP) - системы производства партиями - к тянущей системе (pull production), поточному производству, пройдя при этом через несколько фаз:
1. Первая фаза заключалась в реорганизации фабрики, не только реорганизации производственного процесса, но и реорганизации рабочего персонала. Мы разделили фабрику на организационные единицы, основываясь на сходстве продукции. Затем, следуя руководству Пять "С" (5 "S"), мы очистили нашу фабрику. Это выявило непроизводительные затраты.
2. Во время второй фазы внимание уделялось уменьшению времени организации производства и детальному следованию графикам производства. Теперь графики основываются на объеме недавних продаж, а не на прогнозах. На этой фазе наши усилия были направлены на достижение гибкости и получение ответных результатов. Мы знали, что нам нужно было уменьшить время выполнения заказа. В результате, после каждого применения концепции решения проблем (kaizeri) мы добились сокращения существующего времени организации производства по крайней мере на 50%, а в некоторых случаях, даже на 90%. Мы продолжили применять концепцию решения проблем (kaizeri), уменьшая время организации производства от часов до минут.
3. Третья фаза - быстрая отдача, которую мы получили в результате уменьшения времени организации производства и полного введения тянущей системы производства (pull system). Теперь мы производим продукцию от умеренных до высоких объемов в зависимости от поступивших заказов. Мы храним на складах только объем про дукции, необходимый для ежедневного потребления.
Наша компания прошла через данные три фазы за последние четыре года. В результате, мы добились улучшения производительности ежегодно на 20%, уменьшение в производстве дефектов ежегодно на 40% (теперь за 100 проверок мы обнаруживаем только 1,4 дефектов), увеличение товарооборота на 367%, сокращение времени выполнения заказа на 67%.
Мы продолжаем проводить порядка ста или более мероприятий концепции по решению проблем (kaizen) каждый год и мы пытаемся достичь 100% организации. Наша следующая фаза будет посвящена развитию сотрудников и командной работе. Мы думаем, что наши будущие достижения будут результатом умелых решений проблем нашими сотрудниками. Наши сотрудники должны быть способны определить убытки даже там, где, как казалось, была проведена вполне приемлемая операция, используя самые традиционные методы оценки.
Френк Джианнаттасио также пишет о мероприятиях компании "Вирмолд" (Wiremold) для достижения гибкости за последние 4 года:
Уже на протяжении 4 лет наша компания добивается улучшений и использует систему работ «точно в срок» (just-in-time). Мы добились огромного успеха на многих участках. Один из примеров подобного успеха - это участок "Плагмолд" (Plugmold). На участке Плагмолд мы производим более 200 видов готовой продукции.
Раньше мы производили 200 видов продукции партиями, производя каждый продукт в больших количествах наугад и с нечастыми промежутками. Наш первый подход к улучшению обслуживания клиентов и устранению хранимого товара на складах заключался в составлении ежедневных графиков производства разных видов продукции. Для этого мы установили уровень спроса на каждый из 200 продуктов в день и составили график, в котором был систематизирован порядок производства каждого продукта. Затем мы производили и продавали большинство из этих 200 видов продукции каждую неделю, а некоторые из них каждый день. В результате этого смешанного производства мы смогли назначить рабочих на производство определенных продуктов и мы обнаружили множество проблем. Мы узнали ряд причин, почему рабочие не могли производить то количество продукции, которое мы ожидали каждый день. Существовали такие проблемы, как поставляемые нам некачественные комплектующие, треснувшие разъемы, разрезанные провода и неправильно нарезанные или неправильно скрученные провода, которые не могли быть собраны как следует, и еще много других проблем. Мы обнаружили 60 проблем только на одной операции по сборке. Для того, чтобы решить данные проблемы, необходимо было принимать ежедневные меры и осуществлять ежедневный контроль. Уже после 20 дней мы добились того, что составленные нами графики выполнялись ежедневно на всех операциях. Это был результат усилий многих членов команды.
На участке Плагмолд осуществлялась одна специфическая операция - операция по сборке 3-х
проводных изделий. Эта операция, при которой ежедневно четверо рабочих независимо друг от друга собирают 3-проводные изделия. Поскольку мы начали составлять ежедневные графики производства, которые использовались и для данной операции, мы решили, что графики должны основываться на среднем времени цикла (cycle time), или на самом доступном времени цикла (cycle time). Во время процесса сборки различных компонентов мы обнаружили несколько проблем, из-за которых различалось время сборки. Некоторые из этих проблем возникли из-за работы пресса, который производит штрипс - основной продукт участка Плагмолд. Мы обнаружили, что прессы были по-разному соединены друг с другом на всех четырех сборочных столах, и они давали различные результаты, одни из них хорошие, другие похуже. Сначала мы передвинули все прессы, чтобы они все были одинаковыми, в результате мы смогли добиться стабильных результатов каждый день.
Другая проблема, обнаруженная нами, заключалась в разных центральных жилах на нашем заземляющем проводе. Это длинный жесткий провод определенного профиля - необходимый компонент штрипса, производимого на Плагмолде (Plugmold). Мы обнаружили, что, если центральная жила не была одинаковой для каждого собранного компонента, требовалось дополнительное время сборки, чтобы настроить зазор для разъема. Мы улучшили приспособление для сжимания центральной жилы, для того, чтобы мы были последовательными от кабеля к кабелю.
Другой проблемой было качество поставляемого нам провода. У нас была проблема с грязными проводами прямо из ящиков, поэтому сборщик должен был всегда проверять и чистить их. Мы обсудили эту проблему с нашими поставщиками и начали получать чистые провода, а поэтому не требовалось дополнительного времени на их проверку и чистку.
Другая проблема возникала из-за различной длины штрипса или металлической базы. Мы пересмотрели наши инструкции и смогли разработать стандарты и обучить наших операторов у прокатных станов сортировать эти компоненты согласно образцам, и в результате операторам поступали совершенно одинаковые компоненты.
Опять же тот факт, что нам больше не требовалось время для проверки и сортировки, дал нам возможность составлять ежедневные графики производства. Теперь после 4 лет использования различных
проектов, мероприятий концепции решения проблем (kaizen) мы увеличили наши объемы сборки на этих сборочных столах на 67%. Мы можем собирать каждое изделие каждый день, не тратя времени на изменения на сборочных столах, необходимые для сборки разных наименований. Мы увеличили товарооборот данных изделий от 3 до 14 раз в год, и очень редко у нас возникают проблемы качества.
У Берни также была своя история достижений в компании "Вирмолд" (Wiremold), которую он опубликовал в статье под названием "Как компания "Вирмолд" (Wiremold) реинвестировала себя при помощи концепции решения проблем (kaizen)" (Журнал "Таргет", том II, номер 1, перепечатка Январь/Февраль 1995)*
Раньше фабрике "Вирмолд" (Wiremold) требовалось 6 недель, чтобы из сырьевых материалов произвести готовую продукцию. Мы производили одну составляющую часть изделия в огромных количествах, потому что требовалось много времени на переход от одной технологической операции к другой. Зачастую партии незаконченных производством изделий долгое время пылились на складах, и изделие не могло быть готово, потому что на той неделе не было запланировано производство других частей данного изделия. Готовая продукция хранилась на наших складах, занимающих 70 000 квадратных футов, пока она не приобреталась нашими клиентами. Мы не обладали наличными, к тому же у нас было настолько огромное количество незаконченных изделий и готовой продукции, что нам требовалось все большее пространство для их хранения.
С тех пор нами было произведено много изменений и мы превратились в живую развивающуюся фирму. Только за три года наши продажи увеличились вдвое, а наши доходы утроились. Мы увеличили наш основной бизнес более чем на 50% и дополнили этот продолжающийся внутренний рост при помощи шести приобретений - 5 из которых нам удалось сделать без займов, т.к. мы освободили много наличности, сократив количество хранимой на складах продукции.
Успех, которого мы добились, не является результатом использования комплексной стратегии бизнеса. Это также не результат интенсивной программы капиталовложения. Пожалуй, мы добились этого, расставив все по местам в нашем производственном процессе: мы внедрили концепцию решения проблем kaizen.
Мы начали применять программы концепции решения проблем {kaizen) в конце 1991 года. Вот изменения, которых мы добились немногим меньше чем за 3 года:
• Производительность увеличивалась на 20% каждый год в течение последних
двух лет.
• Время выпуска продукции снизилось от 4-6 недель до 2 дней или меньше.
• Количество дефектов уменьшилось на 42% в 1993 и на 50% в первой половине 1994.
• Количество товара, хранимого на складах, уменьшилось на 80%, в результате у нас появилось намного больше пространства.
• Наши доходы утроились.
• Сократилось время перехода от одного оборудования к другому - в некоторых
случаях от практически 10 часов до менее чем 10 минут.
• Время разработки новой продукции сократилось от практически 3 лет до менее чем 6 месяцев.
• Количество поставщиков уменьшилось от более чем 400 до менее чем 100 по
ставщиков.
Но самое главное наше достижение - то, как мы относимся к концепции решения проблем {kaizen). Компания "Вирмолд" (Wiremold) считает, что это основная часть нашей стратегии бизнеса. В конечном счете, наши системы поставок удовлетворяют все нужды потребителей.
Если у нас возникнут проблемы качества или увеличится время выполнения заказа, мы разочаруем наших клиентов в независимости от того, насколько хороша используемая нами стратегия. С другой стороны, если наши системы могут функционировать лучше, чем у наших конкурентов, то мы сможем обойти их.
На самом деле, мы сделали принцип решения проблем (kaizen) частью нашей стратегии бизнеса - постоянно укреплять наш основной бизнес. Мы верим, что в ту самую минуту, когда мы закончим применять его, мы окажемся позади.
В заключение, вот 3 «совета» для начинающих, которые вам стоит постоянно иметь в виду:
1.Сложнее всего изменить представления людей. Люди - настоящие скептики, и
придется основательно потрудиться, чтобы преодолеть возражения. В конце концов, вам нужно будет изменить культуру организации.
2. Высшее руководство должно руководить «изменениями». Это означает, осуще
ствлять руководство не только в начале, но и на протяжении всего процесса, постоянно оказывая влияние на организацию производства. Отсутствие внимания руководства - это основная причина, почему программы по улучшению глохнут через год или 18 месяцев.
3. Это непосредственное участие на протяжении долгих лет. Вам надо сразу знать о том, что у этого процесса нет конца. Будьте готовы к тому, что ваши люди спросят вас: «Мы уже закончили?» И также будьте готовы ответить: « Мы еще не добились всех улучшений», даже если вы думаете совсем по-другому.
ГЛАВА ТРИНАДЦАТЬ
ОТПРАВЛЯЯСЬ НА РАБОЧЕЕ МЕСТО (gemba)
ДВУХДНЕВНАЯ ПРОГРАММА КОНЦЕПЦИИ РЕШЕНИЯ ПРОБЛЕМ НА РАБОЧЕМ МЕСТЕ (GEMBA KAIZEN) И ОБЩАЯ КОРПОРАТИВННАЯ КОНЦЕПЦИЯ KAIZEN
Самое худшее, что может сделать управляющий - жить в мире, изолированном от рабочего места (gemba), принимая все решения в офисе. Но даже те… Акио Такахаши (Akio Takahashi), автор японской книги, которая называется… Утверждения наподобие: «Это фабрика работает не достаточно хорошо» ни к чему не приведут.КОНЦЕПЦИЯ РЕШЕНИЯ ПРОБЛЕМ НА РАБОЧЕМ МЕСТЕ (GEMBA KAIZEN) В ИНСТИТУТЕ KAIZEN
Основываясь на результатах посещения членами Института Kaizen рабочего места {gemba) клиента, институт и руководство компании составляют… Зачастую, на разных местах одного и того же рабочего места {gemba) применяются… Результаты проведения мероприятий концепции решения проблем на рабочемместе (gemba kaizen):СОЦИОЛОГИЧЕСКИЕ ИССЛЕДОВАНИЯ
Приведенный ниже пример показывает, как принцип «рабочее место - материальные объекты» (gemba-gembutsu) и принятие трудовым коллективом решения не… Когда Тошио Хасагава (Toshio Hasegawa), консультант по процессу производства и… Хасагава (Hasegawa) спросил президента «МК» Чиеко Курабайаши (Chieko Kurabayashi), как компания борется с проблемой…БЕЗУПРЕЧНОЕ ПРЕДСТАВЛЕНИЕ
Через одинаковые интервалы времени мешок с мусором, находящийся внутри контейнера, очень быстро и квалифицированно заменялся обслуживающим… Другое обстоятельство, благодаря которому гости парка хотят еще раз посетить… Персонал компании «Уолт Дисней Уорлд» состоит из сотрудников, занятых полный рабочий день, неполный рабочий день и…Пять пунктов по технике безопасности в
Цехе по изготовлению прессов
Это произошло одним дождливым июньским днем в цехе по производству прессов в Японии. Молодой оператор работал в цехе. Используя 1300-тонный пресс,… «Когда я нажал кнопку для выполнения операции», - говорит рабочий, «пресс… Супервайзер сказал: « Мы пользуемся этим прессом два года, и с ним никогда этого не происходило. Вы уверены, что…Как система «Пять «С» (5S) исключила необходимость переезда на заводе по производству фильер
Шесть рабочих из этого отдела пожаловались на нехватку необходимого пространства для выполнения этой работы. Когда я посетил завод, я увидел, что… Рядом с офисом находился небольшой цех по производству шин. Готовая продукция… Меня пригласило руководство компании для того, чтобы я проверил целесообразность переезда в более просторное…Как избавились от бесполезных
в компании «Санклипс» («Sunclipse») Компания «Санклипс» находится в торговом Сити (Commerce City), Калифорния,… Этот пример показывает разные способы, включая исключение бесполезных видов деятельности (muda), используемый…Быть уверенным в работе сотрудников
Бесконечные нововведения
В отделении «Сэнт. Харт» компании «Санклипс» («St. Hart Division») в Калифорнии, которое занимается производством рифленой бумажной продукции (и…Дерево желаний
В офис Снидера было принесено апельсиновое дерево. Если предлагалась идея, то для нее заполнялся форма «Я желаю...», к нему прикреплялась белая… Каждый супервайзер ежемесячно должен подавать руководству компании отчет о…Как можно использовать концепцию решения проблем («kaizen») в технологии продаж
Агенты по продажам всегда признавали, что их задача - увеличить объем продаж, что они постоянно пытаются делать свою работу результативнее.… В конце концов, руководство компании приняло решение вернуться к… • Имя клиентаСистема оценки усилий, предпринятых сотрудником: Доллары за качество
• Окончание курсов по повышению квалификации или тренинга • Внедрение программы повышения качества (QIT) • Совершенствование процесса производстваНеобходимость дополнительных тренингов
Следующий шаг в процессе предоставления полномочий персоналу будет представлять вторую фазу: тренинг поддержки производственных процессов. Этот… Рис. FДеятельность и ответственность
Среднее руководящее звено пришло к ясным выводам, которые можно определить, как что необходимо изменить в корпоративной культуре. Благодаря… РИСУНОК F Процесс наделения рабочих полномочиями.Проведение организационных изменений
1) введение бизнес-блоков; 2) устранение излишних бюрократических слоев;Затяжной процесс руководства
Оливер говорит, что результаты стоили больших усилий: Через два года были упразднены 42% должностей высшего и среднего руководящего звена. Разрыв…Разработка эффективных систем
Заметки о замене старых инструментов и приобретении новых. Когда инструмент ломается на линии, оператор должен найти своего… В результате все рабочие получали сейфы под инструменты. Проблема еще более усугубилась, когда расход бюджетных…Изменение корпоративной культуры
«Небольшие группы из представителей функциональных подразделений и уровней приступили к решению давних и достаточно сложных проблем. Посещение… Все эти действия шли параллельно с мероприятиями, перечисленными выше. К тому… Результаты этого эксперимента удивили руководство. Уровень качества продукции резко возрос. Период прохождения детали…Поддержка инициативы рабочих
«С помощью консультантов мы предоставили каждому рабочему возможность выразить свое настоящее мнение. Основными моментами в пожеланиях рабочих… • Объективная информация, ключевое определение которой независимая. • Выводы, дающие указания относительной важности.Начало пути
Оливер завершил свою речь следующим высказыванием:
«Упомянутые выше методы описывают малую часть механизмов, способствующих привлечению персонала к решению задач. Но я считаю, что фундаментальная цель состоит в том, чтобы снести барьеры между сотрудниками, имевшие место ранее в компании, продолжить претворение новых идей в жизнь для того, чтобы сохранить импульс перспективных процессов. Компания «Лейлэнд» стоит только в начале этого пути».
ПЕРЕНИМАЯ ОПЫТ У КОМПАНИИ LOBRO
После их внедрения, руководство компании «Лёбро» пришло к выводу, что, в силу рода деятельности компании, контроль за износом оборудования и… В 1992 году была пересмотрена «система подсказок», и повсеместно введено… Визуальное управление означает наглядную демонстрацию текущих процессов. В соответствии с этим, компания разместила на…Символический рисунок программы компании LOMIS
|
| Позвольте представиться. Меня зовут LOMIS. В ближайшем будущем мы бы хотели поработать вместе с вами над усовершенствованием наших рабочих мест и производственного оборудования. Если у вас возникнут какие-либо : вопросы, пожалуйста, обратитесь к моим коллегам из компании LOMIS |
| Мы поможем вам в осуществлении следующих измерений: |
| Автономное тех. обслуживание |
| Загрузка данных в машину |
| Решение проблемы на месте |
| Подготовка и обучение |
FIGURE H. Пример обучающих материалов LUMIS
ЧИСЛА ГОВОРЯТ САМИ ЗА СЕБЯ
После внедрения концепций (kaizen) включая 5 С (5S), Систему работы строго по рабочему графику (ЛТ), и Полный Контроль за износом оборудования и повреждениями (ТРМ) в компании «Лёбро» в период с 1990 по 1995 год наблюдались следующие улучшения:
• Прогулы: Сократились в два раза.
• «Система подсказки»: Увеличение с 0.15 на 8 подсказок на одного рабочего в год. (Сейчас на предприятии «Лёбро» ведется подсчет подсказок, которыми реально воспользовались; цель достичь 6 человек в год была достигнута к концу 1995 года.)
• Отходы производства: Снизились в два раза.
• Отказы со стороны заказчика: Снизились в два раза.
• Дни занятий: Увеличились с 0.8 дней до пяти дней в год на одного сотрудника.
• Сборка: Сократилась в два раза.
• Длительность производственного цикла: Сократилась на 30 процентов.
• Незавершенное производство: Снизилось на 40 %.
Размышляя о своем опыте внедрения концепции (kaizen) в компании «Лёбро», Управляющий Директор Майкл Беселер (Michael Beseler) недавно рассказал следующее:
Оглядываясь на прошлое, я могу сказать: несмотря на то, что внедрение концепции решения проблем (kaizen) означает перемены к лучшему, это не значит, что все, что мы делали в прошлом, было неверным. На самом деле, кое-что из практики прошлых лет могло бы быть внедрено снова, поскольку в последнее время многое было подзабыто. На первом этапе большинство людей этого не поняли. Они думали, что эта концепция (kaizen) - что-то совершенно новое, и то, что они делали в прошлом, было неверным, и испытали чувство неприязни. По этой причине люди противились переменам. Усовершенствование - это непрерывный процесс, который означает постоянное обучение. То чем мы занимаемся - это постоянный процесс обучения и усовершенствования.
Беселер также отметил, что внедрение концепции (kaizen) - не краткосрочное мероприятие. В прошлом времени руководство стремилось найти краткосрочные способы, говоря своим сотрудникам: «Начинайте с создания рабочих групп по повышению качества, с Управления при помощи полного контроля качества (TQM, total quality management), или с чего-то еще" и ожидало немедленного улучшения качества. Конечно, ничего не происходило, так как руководство больше ничего не делало.
Беселер позднее осознал, что его прежнее понимание процесса обучения было неверным: "Обучение не может быть осуществлено только лишь по лозунгу месяца. Для того, чтобы побудить к действию 1800 человек, вам необходимо сделать гораздо больше, чем просто развесить лозунги. Мы только издавали приказы и все! Мы были слишком нетерпеливы. Теперь мы знаем, что это медленный, планомерный процесс. Kaizen не означает прыжок от А до Я, это означает путь от А до Б и затем от Б до В."
Беселер считает, что на начальном этапе внедрения концепции {kaizen) является осознание самой проблемы: "Как только вы осознаете саму проблему, к вам придет решение." Однако, он также обнаружил, что на этом самом начальном этапе главным препятствием являлась именно трудность в понимании сути проблемы. Он понимал, что что-то не так, но не мог понять что именно. Однако, посредством внедрения различных концепций решения проблем на рабочем месте (gemba kaizen), он смог распознать корень главной проблемы и начал их построение в систематической последовательности.
Беселер понял, что успешное производственное предприятие выстраивается из следующих «кирпичиков»: управление при помощи полного контроля качества (total quality management), система работы строго по рабочему графику (система выполнения работ точно в cpoK)(just-in-time production), полный контроль за износом оборудования и повреждениями (total productive maintenance), внедрения концепции решения проблем на рабочем месте {gemba kaizen), устранение бесполезных видов деятельности и мусора (muda), и коллективная работа. Он отметил: "Мы не смогли понять с самого начала то, насколько эти «кирпичики» взаимозависимы друг от друга".
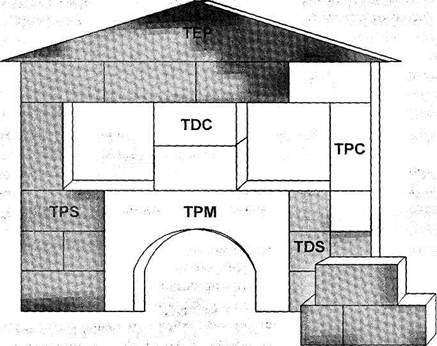
|
ТЕР Общая Экологическая Политика (Total Environment Policy)
ТРМ Полный Контроль за износом оборудования и повреждениями (Total Productive Maintenance)
TDS Всеобщая Система Доставки (Total Delivery System)
TDC Полный Контроль на Этапе Проектирования (Total Design Control)
ТPS Всеобщая Производственная Система (Total Production System)
ТРС Полный Контроль над закупками (Total Purchase Control)
РИСУНОК I. Шесть составляющих (кирпичиков) всеобщей культуры качества
Как показывает рисунок I, дом Lubro Полный Контроль Качества (TQC) состоит из шести основных кирпичиков: Общая Экологическая Политика (Total Environment Policy), Полный Контроль за износом оборудования и повреждениями (Total Productive Maintenance), TDS - Всеобщая Система Доставки (Total Delivery System), TDC -Полный Контроль на Этапе Проектирования (Total Design Control), TPS - Всеобщая Производственная Система (Total Production System), TPC - Полный контроль над закупками (Total Purchase Control). Насколько важен каждый отдельно взятый кирпичик, настолько важен и строительный раствор, скрепляющий эти кирпичики. Этот строительный раствор состоит из концепции (kaizen) (непрерывный процесс усовершенствования), вовлеченность в процесс людей, коллективная работа, процесс обучения и политика развертывания. В особенности, высшее руководство должно играть главную роль в повышении качества, руководство среднего звена тоже должно быть задействовано в процессе.
ЗАГЛЯДЫВАЯ В БУДУЩЕЕ
Заказчикам На заводе От поставщиковGemba Время
В результате этих действий компании «Сименс Осткамп» удалось уменьшить количество товарных запасов; так, в 1992-м году их стоимость составляла 53.2…ПРЕОДОЛЕНИЕ НАЧАЛЬНЫХ ТРУДНОСТЕЙ
Первой трудностью, с которой столкнулся генеральный директор Рейнхард Стрэй-хэммер (Reinhard Straihammer), была проблема сбора статистической… Таким образом, первой сложной проблемой, с которой столкнулся Стрэйхэммер,… Следующая задача заключалась в том, чтобы в соответствии с внедряемой концепцией определить целевые объекты,…ОРГАНИЗАЦИОННЫЕ ПРОБЛЕМЫ
Стрэйхэммер понимал, что возникла необходимость пересмотреть имеющуюся организационную структуру предприятия. Такая необходимость стала еще более… До того, как начать внедрение концепции kaizen, у компании «Сименс Осткамп» не…ПОДДЕРЖАНИЕ КОНЦЕПЦИИ KAIZEN В ДЕЙСТВИИ
Когда я посещал рабочие места gemba в 1996-м году, было очевидно, что предприятие претерпело значительные изменения. На тех участках, где была… Кроме того, я повсюду встречал элементы «визуального менеджмента» (visual… Некоторые операторы из компании Siemens говорили мне, что:ДЕЙСТВИЯ KAIZEN
Основываясь на полученных результатах, группа, занимающаяся решением про-
Тревожный рапорт
Имя:
Супервайзер:
1. Когда:
| Минута |
Месяц_________ Дата__________ Час_______
Где:
Что произошло:
Идеи, следуя концепции решения проблем kaizen
1. Вот как я справился с проблемой. Дата: Вот как я собираюсь справляться с проблемой. Дата: 2. Я не могу справиться с проблемой но следующим причинам. Дата:РИСУНОК L (2).Тревожный рапорт, традиционно используемый японцами для решения проблем на рабочем месте Gemba
Тревожный рапорт. Встреча в поисках решения проблем.
| Когда | Дата: |
| До работы Во время работы После работы Во время перерыва | |
| Где | |
| Кто и что | |
| Что произошло | Основные показатели неприятностей 1. Чуть не задело палец; 2. Чуть не приклеился; 3. Чуть не поранился; 4. Чуть не порезался; 5. Чуть не обжегся; 6. Другое. |
| Почему | |
| Мнения и инструкции руководства | |
| Контрмеры которые еще не приняты Внедрены контрмеры | |
| Участники | Ответственное лицо: Процесс: Лидеры, и т.д. Имя: |
РИСУНОК L (2).Тревожный рапорт, традиционно используемый японцами для решения проблем на рабочем месте Gemba
блем {kaizen) в компании «Трес Крусез», предприняла следующие десять шагов:
1. Наладить электрическую таль.
2. Попросить поставщика разделывать туши на четыре части непосредственно
перед отправкой вместо того, чтобы делать это в самом грузовике.
3. Попросить поставщика отправлять свинину после того, как голова будет отде
лена от туши.
4. Держать дверь в отсек со свининой закрытой во время разгрузки говяжьих туш.
5. Снабдить операторов такими защитными устройствами, как амортизирующие
защитные каски.
6. Заменить подъемный крюк.
7. Закрепить защитное покрытие на разгрузочной платформе.
8. Производить лучшую очистку платформ.
9. Исключить очистку туш внутри авторефрижератора.
10. Использовать подвижную конвейерную ленту для выгрузки с авторефрижера
тора жирной, мускулистой и очищенной от костей говядины.
Сокращение поданных с мая 1994 года тревожных рапортов явилось подтверждением успеха этого проекта. (См. рис. Р.)
Стандартизация .
В качестве внедряемых концепций решения проблем (kaizen), были стандартизированы следующие процедуры:
• Тревожные рапорты
• Деление поставщиком туш на четыре части
• Процедура очистки платформы сектора
• Использование конвейерной ленты
ДАЛЬНЕЙШИЕ ДЕЙСТВИЯ
• Анализ технической осуществимости системы подвесного конвейера. • Анализ технической осуществимости выгрузки замороженного жира прямо в камеру холодного хранения.ТРЕВОЖНЫЕ РАПОРТЫ КАК СРЕДСТВО ПОВЫШЕНИЯ КАЧЕСТВА
Зачастую несчастные случаи являются результатом чьих-либо небрежных действий, и заполнение тревожного рапорта равносильно указанию на его ошибки.… Медицинский персонал клиники изучил Закон безопасности Хайнриха (Heinrich's…РАБОЧИЕ ГРУППЫ ПО ПОВЫШЕНИЮ КАЧЕСТВА
активная работа групп по повышению качества, которая оыла начата в 1983. следующая таблица показывает, насколько…СЛЕДУЮЩИЙ ШАГ: ПРИМЕНЕНИЕ КОНЦЕПЦИИ РЕШЕНИЯ ПРОБЛЕМ (KAIZEN) CO СТОРОНЫ ПОСТАВЩИКА.
В качестве объекта для системы (kaizen), группа выбрала сокращение времени запаздывания при обслуживании поставщика. Вследствие неправильных… • Составить четкое расписание получения поставок для того, чтобы устранить неудобства и разумно подойти к назначению обслуживающего персонала.Экономия
Подготовка старших руководителей Успех данного проекта во многом обязан поддержке старших менеджеров, которая… Организованы курсы начальной подготовки рабочих и рабочие собрания.ВСЕ ВНИМАНИЕ ИНФОРМАЦИИ: ИНФОТЕК
Это как раз тот случай, когда сбор информации играет ключевую роль в управлении поведением персонала в бизнесе, связанном с поставкой… Штаб-квартира Инфотек в Милане разработала несколько ориентиров для контроля… 1. Количество служебных звонков (то есть общее количество звонков, которые представитель компании делает покупателям…ИЗМЕНЕНИЕ ПРОЦЕССА
- Использовать - Назначить команду для - … Один из примечательных примеров - это удачное изменение процесса при помощи которого клиенты переводят деньги из…КОНЦЕПЦИЯ РЕШЕНИЯ ПРОБЛЕМ (KAIZEN) В «КОМПАНИИ А» В ЕВРОПЕ
ДЖИНЛАБАДИ
Концепция решения проблем (kaizen) в компании «А» является ярким примером воспроизведения личного опыта менеджера, когда концепция решения проблем… УСОВЕРШЕНСТВОВАНИЕ ПРОЦЕССА ЗАВИНЧИВАНИЯ Одна компания собирала узлы для холодильных установок, состоящие из радиатора и вентилятора для автомобилей. В…Мой опыт работы с
Моя работа по концепции решения проблем (kaizen) была совершенно естественной. Так как она воспринимается мной как единственный способ… Теперь я обращаюсь к концепции решения проблем каждый день. Она стала моим…– Конец работы –
Используемые теги: Золотые, Правила, управления, рабочим, местом, gemba, 310.086
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: ЗОЛОТЫЕ ПРАВИЛА УПРАВЛЕНИЯ РАБОЧИМ МЕСТОМ GEMBA.. 31
Что будем делать с полученным материалом:
Если этот материал оказался полезным для Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.266 сек.
Новости и инфо для студентов